Изобретение относится к черной металлургии, а именно к механизированным способам изготовления и нанесения, огнеупорного рабочего слоя (покрытия) на внутреннюю поверх- ность промежуточных сталеразливочных ковшей машин непрерывного литья заготовок.
Цель изобретения - повышение эффективности торкретирования.
Указанная цель достигается тем, что, согласно способу изготовления и нанесения .футеровки на внутреннюю поверхность металлургических ковшей, включающему приготовление торкретпорошка и затворителя, подачу торкретпорошка в материалопровод манипулятора с одновременным его смачиванием затворителем в нижней части материалопровода и последующее шаговое послойное нанесение торкретемеси на внутреннюю подогретую поверхность ков- ша при помощи форсунок, торкретосмесь наносят слоями сверху вниз по высоте боковой поверхности футеровки ковша, смещая на продольный шаг, затем снизу вверх с перекрытием слоев; после чего цикл повторяют по часовой стрелке по всему периметру боковых стенок, при этом образующиеся неровности от перекрытия торкретслоев располагают сверху вниз, а затворитель в заданном соотношении подают периодически в верхнюю или нижнюю часть материалопровода манипулятора с образованием противоизносного гарнисажа на внутренней поверхности материалопровода и ло- следующим его истиранием...
Используют торкретпорошок из хромо- магнезитовой смеси, который смачивают в материалопроводе при соотношении к нему затворителя, равном 18-22%.
Продольный шаг нанесения футеровки составляет величину, равную произведению расстояния между поверхностью футеровки и носком форсунки на тангенс половинного угла раскрытия струи.
Поставленная цель достигается тем, что
устройство для изготовления и нанесения футеровки на внутреннюю поверхность металлургических ковшей, содержащее узел приготовления затворителя, узел дозирования и подачи торкретпорошка,, портал, те- i
лежку, установленный с возможностью перемещения и поворота вокруг собственной оси манипулятор с материалопроводом, в нижней части которого расположены узел смачивания торкретпорошка и форсунка с
соплом, дополнительно содержит узел смачивания торкретпорошка, размещенный в верхней части материалопровода манипулятора, в нижней части которого расположен шибер с двухканальной задвижкой, в каналы которой установлены форсунки с вертикальным донным и боковым соплом, при этом форсунка с боковым соплом выполнена с донным карманом.
При выполнении способа изготовления
и нанесения футеровки на внутреннюю поверхность ковша смачивание торкретпорошка в верхней части материалопровода с содержанием затворителя, выходящим за указанные пределы |18-22%), наблюдается
значительное ухудшение качественных показателей нанесения. При концентрации за1 творителя менее 18% наблюдается неудовлетворительное смачивание смеси, повышенный отскок и значительное пылевыделение. При более 22% наблюдается стекание торкретслоя с боковой стенки промежуточного ковша.
Промышленными опытами установлено, что наилучшие показатели (оптимальный
отскок, оптимальная прочность и оптимальная адгезия) нанесения торкретслоя обеспечивается при расположении носка форсунки от боковой поверхности стенки ковша на расстоянии 350-400 мм. При этом раскрытие факела ..струи составляет 120 мм. Для обеспечения равномерности свойств покрытия процесс нанесения осуществляется с половинным перекрытием слоев. При превышении шага 60 мм как в одну, так и в другую сторону образуется разнотолщин- ное покрытие, что ведет к появлению напряжений в торкретслре и неравномерному его износу.
Обеспечивается снижение степени истирания футеровки с повышением ее стойкости на 15-20%. Периодическая подача затворителя в заданном соотношении в вер- хнюю часть металлического трубопровода манипулятора с образованием гарнисажа на внутренней поверхности материалопро- вода (с одновременным процессом нанесения торксмеси на футеровку ковша) за счет налипания торкретсмеси обеспечивает ликвидацию процесса истирания трубопровода.
Длительность периода подачи затворителя в верхнюю часть трубопровода определяется интенсивностью его зарастания, а длительность подачи затворителя непосредственно в форсунку-длительностью периода истирания гарнисажа сухим торкретпорошком.
Для обеспечения самопроизвольного получения гарнисажа верхняя часть трубопровода манипулятора дополнительно содержит узел смачивания смеси, Получение гарнисажа увеличивает межремонтный период эксплуатации устройства в 2 раза и снижает трудозатраты на ремонт на 20%.
Наличие шиберного переключателя с двухканальной задвижкой, в каналы которой вставлены форсунки с вертикальным (донным)соплом и боковым соплом, расположенным под углом к вертикальной оси, со Специальным противоизносным карманом, расположенным в донной части форсунки, обеспечивает (по сравнению с поворотным соплом) значительное повышение надежности работы форсунки против истирания, что снижает простои на замену форсунок в период эксплуатации устройства и на 60% затраты на изготовление.
Пример осуществления способа.
Промежуточный ковш, зафутерованный огнеупорными изделиями, после сушки устанавливают на стенде устройства огнеупорных покрытий. В бункер узла подачи торкретпорошка загружают порошкообразную хромомагнезитовую смесь.На узле подачи затворителя приготавливают раствор сернокислого магния. В период работы затворитель с помощью насоса подают в верхнюю часть металлического материалопро- вода манипулятора, одновременно из бункера с помощью питателя и торкретап- 5 парата сжатым воздухом по трубопроводам в верхнюю часть металлического трубопровода подают торкретпорошок, где осуществляют его затворение, и готовую смесь подают в форсунку. С помощью портала,
0 тележки и манипулятора форсунку подводят в исходное положение начала процесса торкретирования - в верхний левый угол ковша. Движением вниз наносят слой торкретсмеси на боковую поверхность левой стенки ков5 ша. При достижении уровня выше днища на 60 мм выполняют движение вдоль стенки на один шаг, равный 60 мм, затем форсунку перемещают вверх, нанося слой покрытия с захватом половины слоя предыдущего по0 крытия, далее цикл покрытий повторяют с шаговым движением форсунки вдоль периметра ковша с поворотом форсунки в углах. После нанесения покрытия на боковую поверхность всех стен ковша производят пе5 реключение шибера на донное вертикальное corfno, продольным движением портала и шаговым движением тележки осуществляют покрытие днища футеровки ковша. При этом за счет налипания торкрет0 смеси на поверхность металлического мате- риалопровода манипулятора на ней образуется гарнисаж. При достижении необходимой и достаточной толщины гарнисажа производят переключение подачи
5 затворителя на нижний подвод. Работу с нижним подводом ведут до истирания гарнисажа, затем цикл повторяют.
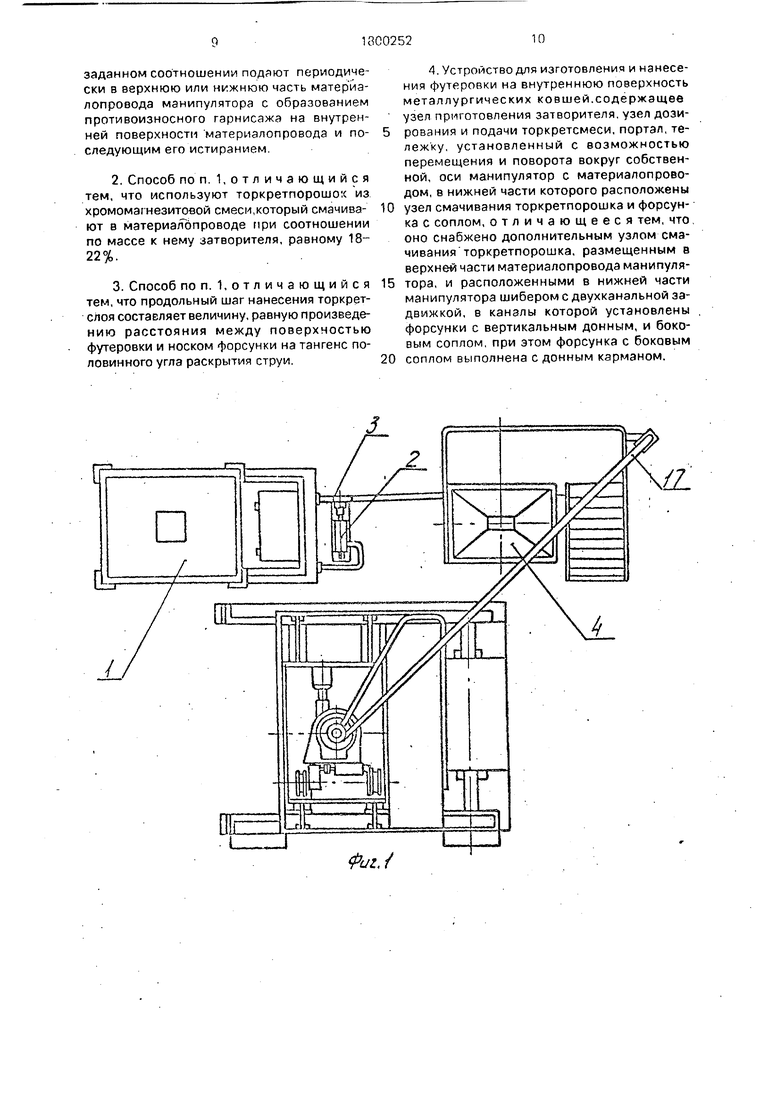
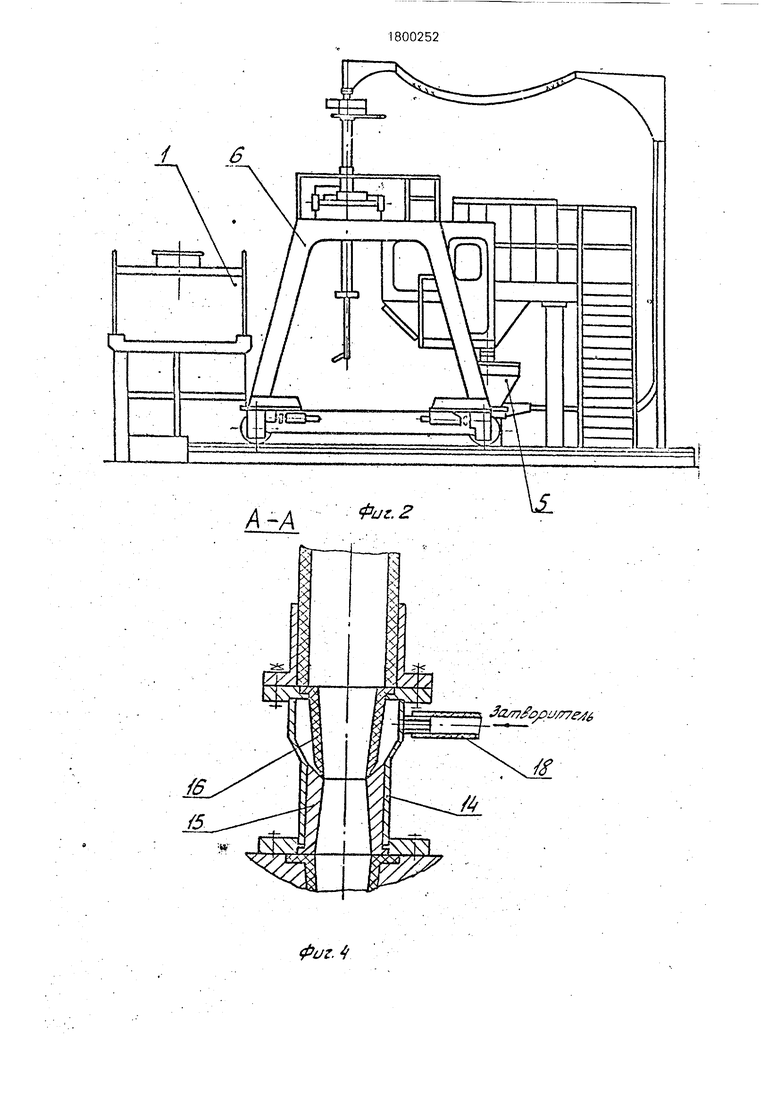
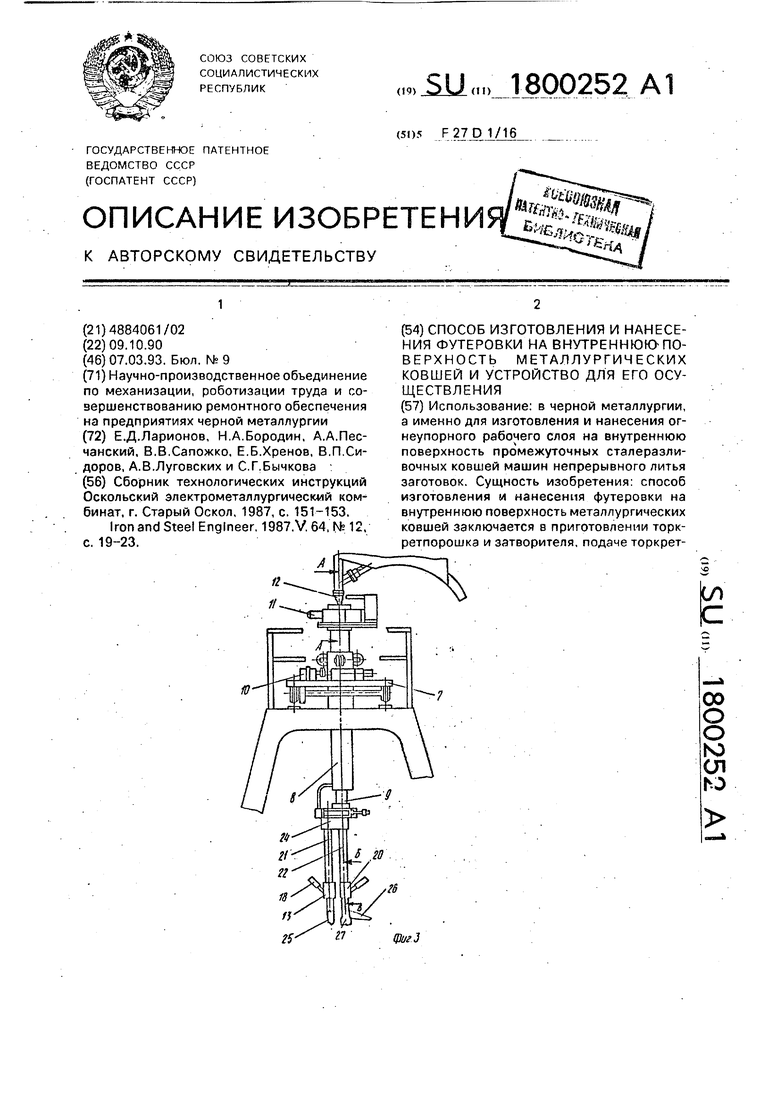
На фиг. 1 показано устройство, вид сверху; на фиг. 2 - то же,, вид сбоку; на фиг.
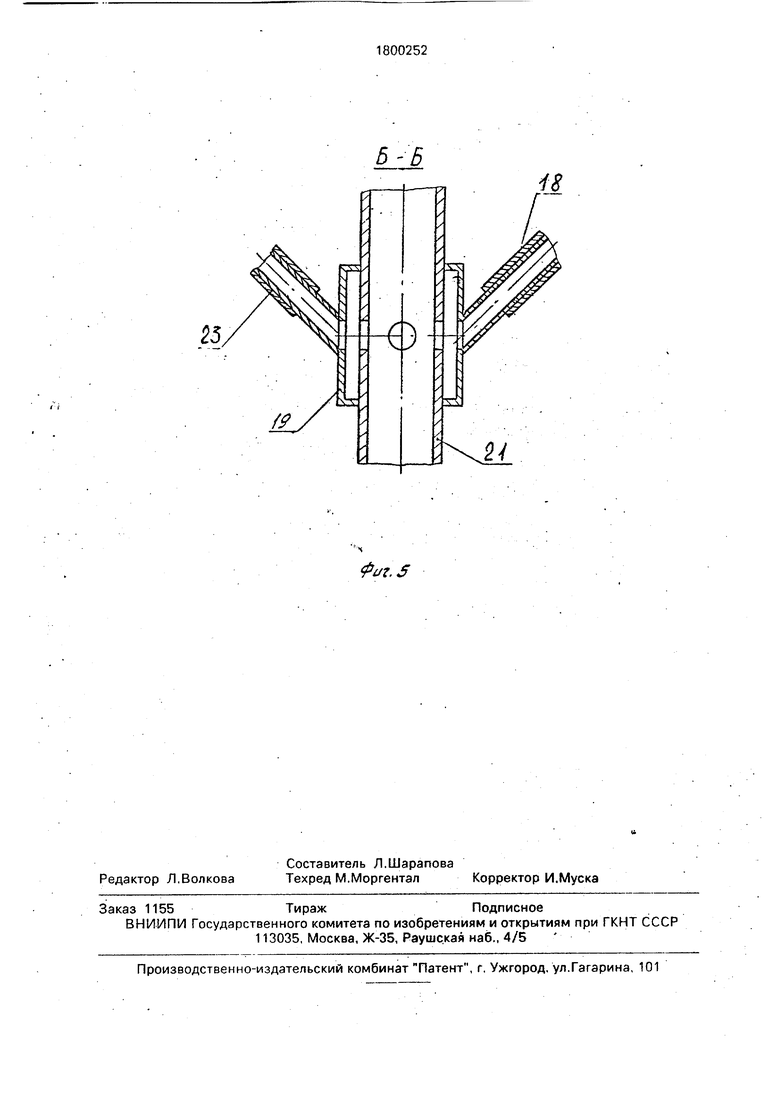
0 3 - манипулятор; на фиг. 4 - разрез А-А на фиг. 3; на фиг. 5 - разрез Б-Б на фиг. 3.
Устройство для изготовления и нанесения футеровки на внутреннюю поверхность металлургических ковшей содержит разме5 щенные на отдельных площадках узел приготовления затворителя, состоящий из бака 1 для приготовления раствора затворителя, и насосного агрегата 2, соединенного с баком 1 трубопроводами 3; узел дозирования
0 и подачи торкретпорошка, включающий бункер 4 для приема торкретпорошка с подвешенным к его выходной горловине вибропитателем (на рис. не показан), соединенным через уплотнение с торкре5 тустановкой 5.
На самоходом портале 6 размещена тележка 7, на которой установлен с возможностью горизонтального, вертикального и вращательного движений манипулятор 8 с трубопроводом 9. Горизонтальное движение манипулятора обеспечивается продольным передвижением портала 6 и поперечным движением тележки 7. Вертикальное движение манипулятора выполняется с помощью привода 10 вертикального переме- щения, установленного на тележке 7. С помощью привода 1 установленного в верхней части манипулятора, производят его вращение.
В верхней и нижней частях трубопрово- да 9 расположены узлы 12 и 13 смачивания торкретсмеси. Верхний узел смачивания торкретсмеси 12 содержит корпус 14, в котором установлены металлическая втулка 15 и резиновая втулка 16.
Смачивание торкретсмеси. подаваемой из узла дозирования и подачи по материа- лопроводу 17, происходит за счет отклоне,- ния стенок резиновой втулки 16 под воздействием давления затворителя, пода- ваемого по трубопроводу 18 из узла приготовления затворителя.
Нижний узел 13 смачивания торкретсмеси состоит из коллекторов 19, 20 и форсунок 21 и 22. Затворитель подается по трубопроводу 23 в коллектор 19, а из него в форсунку 21 через ряд ее отверстий.
. В нижней части манипулятора 8 на трубопроводе 9 расположен шибер 24 с двухка- нальной задвижкой, в каналы которой установлены форсунки 21 и 22 с донным 25 и боковым 26 соплами, при этом форсунка с боковым соплом имеет в донной части про- тивоизносный карман 27.
Устройство для изготовления и нанесе- ния футеровки на внутреннюю поверхность металлургических ковшей работает следующим образом.
Нанесение огнеупорного покрытия на футеровку промковша выполняется в два этапа - покрытие стенки и покрытие днища. В бункер 4 узла дозирования и подачи тор- кретпорошка загружают сыпучий материал для торкретирования (хромомагнезитовая смесь). В бак 1 узла приготовления затвори- теля засыпают сернокислый магний и подают воду для его растворения до нужной плотности.
Портал 6 устанавливают над промежуточным ковшом, подготовленным для футе- ровки, и располагают в исходном положении, при котором форсунку 22 с боковым соплом 26 направляют на начало продольной стенки ковша. Поочередно подают воздух, затворитель и торкретпорошок.. При этом затворитель в соотношении 18-22% по массе к торкретпорошку поступает в верхний узел 12 смачивания. Торкрет порошок увлажняется, образуя готовую к нанесению торкретсмесь. Далее торкретсмесь по трубопроводу 9 манипулятора 8 под давлением воздуха поступает в форсунку 22 и через сопло 26 наносится на боковую стенку ковша. Во время нанесения покрытия сопло 26 передвигают вертикально вниз, не доходя до днища 60 мм перемещают вдоль стенки на 60 мм и поднимают вертикально вверх, затем, повторяя этот цикл, проходят по всему периметру боковых стен ковша.
При работе с использованием верхнего узла 12 смачивания торкретсмесь, проходя через трубопровод 9 манипулятора, за счет частичного прилипания создает гарнисаж на его стенках, который предохраняет трубопровод от истирания. Длительность подачи затворителя в.верхний узел смачивания определяет скоростью зарастания трубопровода до оптимальной толщины гарниса- жа. После образования необходимой толщины гарнисажа на поверхности трубопровода манипулятора затворитель подают в нижний узел 13 смачивания.
После полного нанесения торкретпок- рытия на боковые стенки ковша с помощью переключения шибера 24 вводят в работу форсунку 21 с донным соплом и наносят торкретсмесь на днище ковша. После этого манипулятор с форсунками поднимают и портал 6 выводят в исходное положение, освобождая промковши.
Применение предлагаемых способа нанесения футеровки на внутреннюю поверхность металлургических ковшей и устройства для его осуществления позволяют повысить стойкость футеровок и долговечность службы устройства.
Ожидаемый экономический эффект составляет 43968 руб.
Формула изобретения
1. Способ изготовления и нанесения футеровки на внутреннюю поверхность металлургических ковшей, включающий приготовление торкретпорошка и затворителя, подачу торкретпорошка в материалоп- ровод манипулятора с одновременным его смачиванием затворителем в-нижней части материалопровода и последующее шаговое послойное нанесение торкретсмеси на внутреннюю подогр етую поверхность ковша, при помощи форсунок, отличающийся тем, что, с целью повышения эффективности торкретирования, торкретсмесь наносят слоями сверху вниз по высоте боковой поверхности футеровки ковша, смещая на продольный шаг, затем - снизу вверх с перекрытием слоев, после чего цикл повторяют по часовой стрелке по всему периметру боковых стенок, при этом образующиеся неровности от перекрытия торкретслоев располагают сверху вниз, а затворитель в
заданном соотношении подают периодически в верхнюю или нижнюю часть материа- лопровода манипулятора с образованием противоизносного гарнисажа на внутренней поверхности материалопровода и по- следующим его истиранием.
2. Способ по п. 1,отличающийся тем, что используют торкретпорошок из хромомагнезитовой смеси,который смачива- ют в материалопроводе при соотношении по массе к нему затворителя, равному 18- 22%.
3. Способ по п. 1,отличающийся тем, что продольный шаг нанесения торкрет- слоя составляет величину, равную произведению расстояния между поверхностью футеровки и носком форсунки на тангенс половинного угла раскрытия струи.
А. Устройство для изготовления и нанесения футеровки на внутреннюю поверхность металлургических ко в шей. со держащее узел приготовления затворителя, узел доэи- рования и подачи торкретсмеси, портал, тележку, установленный с возможностью перемещения и поворота вокруг собственной, оси манипулятор с материалопроео- дом, в нижней части которого расположены узел смачивания торкретпорошка и форсунка с соплом, отличающееся тем, что, оно снабжено дополнительным узлом смачивания торкретпорошка. размещенным в верхней части материалопровода манипулятора, и расположенными в нижней части манипулятора шибером с двухканальной задвижкой, в каналы которой установлены форсунки с вертикальным донным, и боковым соплом, при этом форсунка с боковым соплом выполнена с донным карманом.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ТОРКРЕТИРОВАНИЯ МЕТАЛЛУРГИЧЕСКИХ КОВШЕЙ | 1991 |
|
RU2047420C1 |
| СПОСОБ ТОРКРЕТИРОВАНИЯ ФУТЕРОВКИ ПРОМЕЖУТОЧНЫХ КОВШЕЙ | 1991 |
|
RU2047419C1 |
| Устройство для торкретирования металлургических ковшей | 1978 |
|
SU1082559A1 |
| ПЛАВИЛЬНЫЙ АГРЕГАТ | 2001 |
|
RU2207476C2 |
| СПОСОБ УДАЛЕНИЯ ШЛАКОВЫХ НАСТЫЛЕЙ В ЧУГУНОВОЗНЫХ КОВШАХ | 1994 |
|
RU2080962C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ФУТЕРОВКИ КОНВЕРТЕРА В ГОРЯЧЕМ СОСТОЯНИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2111262C1 |
| Способ уборки шлакового расплава от металлургических агрегатов | 1977 |
|
SU742465A1 |
| СПОСОБ ФУТЕРОВКИ МЕТАЛЛУРГИЧЕСКОГО АГРЕГАТА КРУГЛОЙ ФОРМЫ | 2021 |
|
RU2783942C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ФУТЕРОВКУ МЕТАЛЛУРГИЧЕСКОГО АГРЕГАТА ИЛИ ФУТЕРОВКУ МЕТАЛЛУРГИЧЕСКОЙ ЕМКОСТИ | 1997 |
|
RU2131571C1 |
| УСТРОЙСТВО ДЛЯ ДОННОЙ ПРОДУВКИ МЕТАЛЛА | 1993 |
|
RU2066690C1 |
Pvz.S
