Изобретение относится к контактной сварке и может быть использовано в сварочной части роботов и робототехнологических комплексов.
Целью изобретения является повышение качества сварных соединений за счет компенсации влияния изменения напряжения питающей сети
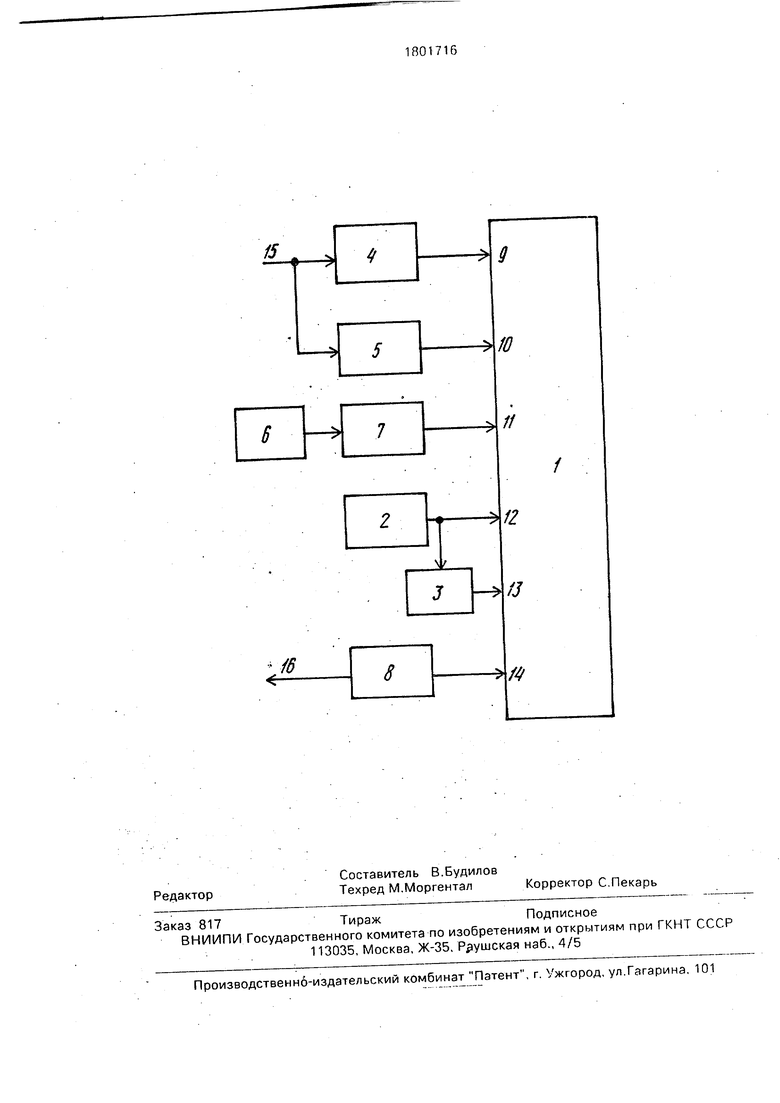
Устройство содержит однокристальную микроЭВМ (ОМ ЭВМ) 1, генератор тактовых импульсов(ГТИ) 2, делитель частоты 3, выпрямитель 4, схему синхронизации 5, датчик тока 6, компаратор 7, блок усилителей (БУС) 8.
8 качестве примера 16-разрядной ОМ ЭВМ-1 может служить микросхема 1827 ВЕ2. Она имеет помимо основных ресурсов встроенный аналого-цифровой преобразователь (АЦП), регистр счета/сдвига.
9 аналоговый вход АЦП ОМ ЭВМ-1,- 10-первый вход прерываний ОМ ЭВМ-1. На него поступают каждый полупериод сигналы синхронизации;
11 - второй вход прерываний ОМ ЭВМ- Т, на него поступают сигналы конца
12 - тактовый вход ОМ ЭВМ-1;
13 - счетный вход регистра счета/сдвига ОМ ЭВМ-1,- 14- выходОМ ЭВМ-1, с которого в БУС- 8 поступают сигналы включения тиристо- ров;:
15 - вход выпрямителя 4 и схемы 5, на который подается напряжение сети;
16- выход на исполнительное устройство (тиристоры).
Частота ГТИ-2 выбрана таким образом, чтобы с одной стороны максимально использовать быстродействие ОМ ЭВМ-1, а с другой - чтобы из нее легко (делением на целое число) можно было получить-управляющую частоту (например, 25,6 кГц). Эта частота получается из частоты ГТИ-2 с помощью делителя частоты 3, с выхода которого импульсы поступают на счетный вход встроенного регистра счета/сдвига ОМ ЭВМ-1. При такой частоте один полупериод сетевого напряжения соответствует 256 счетным импульсам. Сигнал переполнения регистра счета/сдвига используется в качестве управляющего импульса для тиристор- ного контактора и поступает на выход 14 ОМ ЭВМ-1.
ел
00
о
На вход 9 ОМ ЭВМ-1 через В-4 поступает аналоговый сигнал, пропорциональный напряжению сети.
Схема 5 каждый полупериод вырабатывает сигналы синхронизации, которые поступают на вход 10 ОМ ЭВМ-1.
Датчик тока 6 первичной обмотки сварочного трансформатора одновременно является и датчиком тока тиристоров. Переход тока первичной обмотки сварочного трансформатора через ноль определяет момент перехода через ноль и тока выключающего тиристора.
Датчик тока 6 связан с компаратором 7, который следит за уровнем сигнала с датчи-; ка тока 6, формируя сигнал конец тока при изменении полярности сигнала с датчика 6.
Сигнал включения тиристоров через БУС-8 подается на исполнительное устройство (тиристоры).
Устройство управления сварочным током в машинах контактной сварки работает по программе, находящейся в ОМ ЭВМ-1. В каждом полупериоде измеряют напряжение сети, которое поступает на вход 9 ОМ ЭВМ-1. В зависимости от величины напряжения сети и требуемой величины сварочного тока устанавливают время задержки на включение очередного тиристора и засылают это значение в регистр счета/сдвига ОМ ЭВМ-1. По переполнению этого регистра через требуемую задержку времени сигнал включения тиристоров подается с выхода ОМ ЭВМ-1, через БУС-8 на выход 16 (на исполнительное устройство).
Следующая засылка в регистр счета/сдвига ОМ ЭВМ-1 осуществляется по
прерыванию от конца тока. Сигнал прерывания формируется по цепи: датчик тока 6, компаратор 7 ОМ ЭВМ-1. Синхронизация всего процесса во времени осуществляется
5 по прерыванию от сигналов синхронизации, поступающих на вход 10 ОМ ЭВМ-1.
Экономический эффект от внедрения предполагаемого изобретения по сравнению с базовым способом, за который принят
0 прототип, достигается за счет повышения качества сварных соединений.
Формула изобретения Способ управления сварочным током при контактной сварке, заключающийся в
5 установке времени задержки на включение тиристора последовательного инвертора от момента перехода тока предыдущего тиристора через ноль, отличающийся тем, что, с целью повышения качества сварки за
0 счет компенсации влияния изменения напряжения питающей сети, в течение цикла сварки измеряют напряжение питающей сети U, а время задержки устанавливают в соответствии с выражением
5..
t - Т . 1 / . I . U0 ч ь(Э п тг)
2 b
U
где Т - период работы инвертора; 30 Uo опорное напряжение сети, выбранное из разрешенного диапазона изменения напряжения сети;
Im - наибольший сварочный ток при U0; I - заданное значение сварочного тока; 35а и b - коэффициенты регулировочной характеристики инвертора.
Ч6
8
/4
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1988 |
|
SU1683244A1 |
| Способ управления процессом заряда конденсаторной батареи сварочной машины | 1989 |
|
SU1696220A1 |
| Машина для контактной стыковой сварки непрерывным оплавлением | 1979 |
|
SU1039668A1 |
| Устройство для дуговой сварки | 1987 |
|
SU1445881A1 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 2004 |
|
RU2275995C2 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1991 |
|
RU2077415C1 |
| Способ управления источником сварочного тока | 1991 |
|
SU1786622A1 |
| Источник питания сварочной дуги переменного тока | 1987 |
|
SU1547988A1 |
| Система управления сварочной машиной | 1989 |
|
SU1683929A1 |
| Способ контроля активного сопротивления сварочного контура при контактной сварке | 1990 |
|
SU1816603A1 |
Использование: в сварочной части роботов. Сущность изобретения: регулируют сварочный ток с промежуточным звеном повышенной частоты, в качестве которого используют последовательный инвертор. Компенсация влияния изменения напряжения питающей сети производится путем коррекции времени задержки на включение очередного тиристора-инвертора. 1 ил.
| Источник питания для контактной сварки на повышенной частоте | 1987 |
|
SU1518100A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
