Изобретение относится к сварке, в час тности к контактной сварке переменным током на однофазных машинах с тиристорным контактором..
Цель изобретения - повышение качества сварного соединения за счет контроля активного сопротивления при изменяющемся в каждом полупериоде работы контактора угла включения тиристоров.
Указанная цель достигается тем, что в каждом полупериоде протекания сварочного тока по соотношениям углов проводимости и включения тиристоров определяют текущие значения коэффициента мощности контура, измеряют действующие значения сетевого напряжения - Uc и сварочного тока 1д, рассчитывают параметры регулировочной характеристики сварочной машины, а затем рассчитывают активное сопротивление по формуле Uc
RKlx
(Ьо + Ь2 Cfoo&p ,
где К коэффициент трансформации,
а -угол включения тиристоров, кото- v рый задают, исходя из требуемой величины тока.
Способ осуществляют следующим образом.
В каждом полупериоде сетевого напряжения, исходя из заданного значения сварочного тока, назначают угол включения тиристоров - а, при этом получается импульс сварочного тока с углом проводимости - Я, и действующим значением - д, которые измеряют.
Одновременно измеряют действующие значения сетевого напряжения - Uc.
По величине угла проводимости рассчитывают значение коэффициента мощности контура - cos p , (в соответствии с а.с. 1281358 cos р, Со + Ci А), затем рассчитывают коэффициенты регулировочной характеристики машины:
2,189 cos р, +0,9642со$2 р, ,029+ 0,9184cosy5,- 1,3631 cos y,(1)
/bo-2,5 1bi--1.i L- 0,3631
5
fe
00
(Ј
Os О CO
Величина действующего значения сварочного тока определяется как
1д-. + Ь1А).
Откуда величина полного сопротивления сварочного контура Определяется
+ Di А) и ее активная составляющая
R Zcosp. - -Јj-{bo + bia)cos#. (2)
Эта формула позволяет по измеренным и вычисленным параметрам определить активную составляющую сопротивления контура при произвольных углах включения тиристоров - «.
В процессе контроля желателен контроль сопротивления детали. Для этого необходимо определить сначала активное сопротивление контура в опыте короткого замыкания, а затем в процессе сварки из полученных значений сопротивления вычитать сопротивление контура.
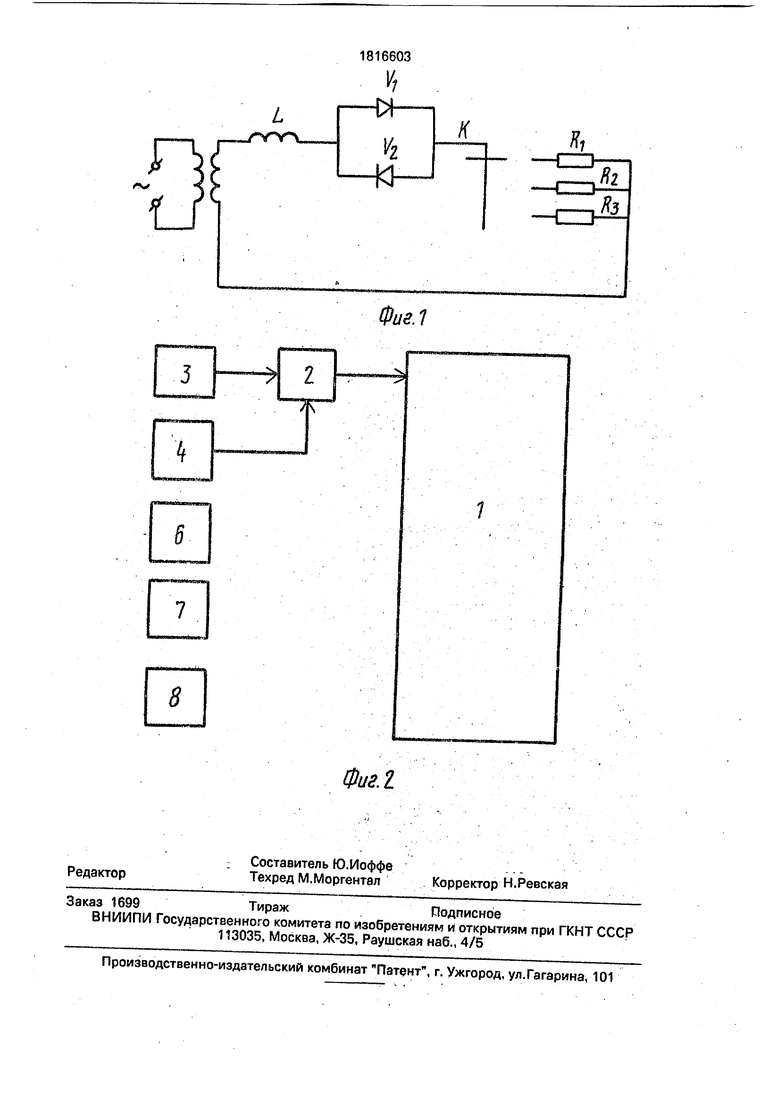
На фиг. 1 приведена схема имитатора сварочной цепи; на фиг. 2 - блок-схема устройства, реализующего предлагаемый способ.
Основу устройства составляет микро- ЭВМ1, на счетный вход которой через ключ 2 с генератора 3 поступают импульсы за время, определяемое датчиком угла проводимости 4, который открывает ключ 2, когда тиристоры находятся в проводящем состоянии. В результате на счетный вход микро- ЭВМ на каждом полупериоде поступает число импульсов, пропорциональное углу проводимости тиристоров.
На аналоговый вход микро-ЭВМ поступает сигнал с нормирующего преобразователя 5, который преобразует сигнал с датчика тока 6 в напряжение, пропорциональное сварочному току.
На другой аналоговый вход микро-ЭВМ с блока преобразователя 7 поступает сиг- мал, пропорциональный сетевому напряжению. На вход прерывания микро-ЭВМ подается выходное напряжение с дифференцирующей цепи 6, которая вырабатывает импульсы, соответствующие началу и концу полупериодз сварочного тока.
Работа происходит следующим образом.
При сварке в каждом полупериоде сетевого напряжения измеряется угол проводи- 0 мостиА, по которому по формуле С0 + Ci А, . cos p определяется cos p .
Также в каждом полупериоде протекания тока за время, определяемое двумя сигналами прерывания, производится измерение действующего значения сварочного тока и сетевого напряжения. Затем по формулам (1) и (2) рассчитывается активное сопротивление контура.
Формула изобретения
Способ контроля активного сопротивления сварочного контура при контактной сварке, заключающийся в измерении углов включения а и проводимости А тиристоров контактора, определении активного сопротивления сварочного контура в зависимости от измеренных параметров, отличающийся тем, что, с целью повышения качества сварки за счет контроля активного сопротивления при изменяющемся в каждом полупериоде работы контактора угле включения а тиристоров, измеряют в каждом полупериоде действующие значения сетевого напряжения Uc и сварочного тока 5 |д,то величинеугла проводимостиА определяют текущее значение коэффициента мощности сварочного контура cos p, а активное сопротивление сварочного контура определяют по формуле
R тгг- (Ьо + bi «Jcosp , 14 д
где К - коэффициент трансформации сварочного трансформатора, а коэффициенты Ьо и bi рассчитывают по величине cos p .
0
5
0
0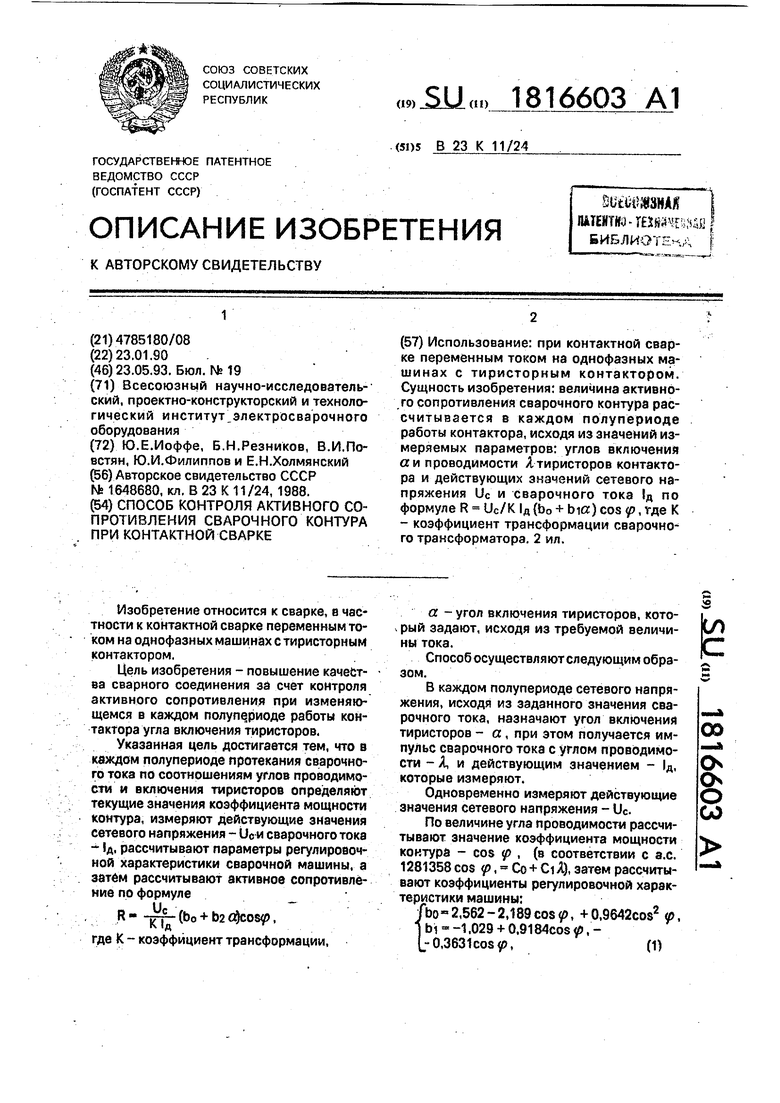

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ стабилизации сварочного тока при контактной сварке с тиристорным управлением | 1986 |
|
SU1355409A1 |
| Способ управления сварочным током при контактной точечной сварке на однофазных машинах | 1987 |
|
SU1611642A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 2005 |
|
RU2301729C2 |
| СПОСОБ УПРАВЛЕНИЯ СВАРОЧНЫМ ТОКОМ ПРИ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКЕ | 2005 |
|
RU2309030C2 |
| СПОСОБ СТАБИЛИЗАЦИИ ТОКА КОНТАКТНОЙ СВАРКИ | 2012 |
|
RU2507046C1 |
| СПОСОБ СТАБИЛИЗАЦИИ ТОКА КОНТАКТНОЙ СВАРКИ | 2009 |
|
RU2424099C1 |
| СПОСОБ ИЗМЕРЕНИЯ СОПРОТИВЛЕНИЯ СВАРОЧНОГО КОНТАКТА | 2009 |
|
RU2424095C1 |
| Система управления поточной линией контактной сварки | 1980 |
|
SU946853A1 |
| Способ контактной стыковой сварки сопротивлением | 1988 |
|
SU1648680A1 |
| Способ измерения коэффициента мощности однофазной контактной сварочной машины | 1986 |
|
SU1310149A1 |
Использование: при контактной сварке переменным током на однофазных машинах с тиристорным контактором. Сущность изобретения: величина активного сопротивления сварочного контура рассчитывается в каждом полупериоде работы контактора, исходя из значений измеряемых параметров: углов включения а и проводимости Атиристоров контактора и действующих значений сетевого напряжения Uc и сварочного тока 1д по формуле R Ос/К 1Д (bo + bia) cos p, где К - коэффициент трансформации сварочно- го трансформатора. 2 ил.
| Способ контактной стыковой сварки сопротивлением | 1988 |
|
SU1648680A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
