4;: СД
00 00
Минусовые выводы управляемых выпрямителей объединены и связаны с объедн- ненными катодами тиристоров 8 и 9 и блоком 10 управления тиристорами.
Блоки И и 12 управления выпрямителями содержит нуль-орган 18, входы которого подключены к фазе А и нулю трехфазной сети, а выход его связан с входами первого формирователя 19 импульсов, управляющих величиной сварочного тока, и третьего формирователя 22 импульсов, управляющих сварочным током при вводе в режим и заварке кратера, - непосредственно, а с вхо-. дом второго формирователя 21 импульсов, управляющих величиной тока в паузе при
Изобретение относится к электросварочному оборудованию и предназначено для проектирования источников питания переменным прямоугольным током.
Цель изобретения - повышение качест- ва сварных соединений путем удаления окис- ных плен из ванны с по1иощью низкочастотной модуляции сварочного тока.
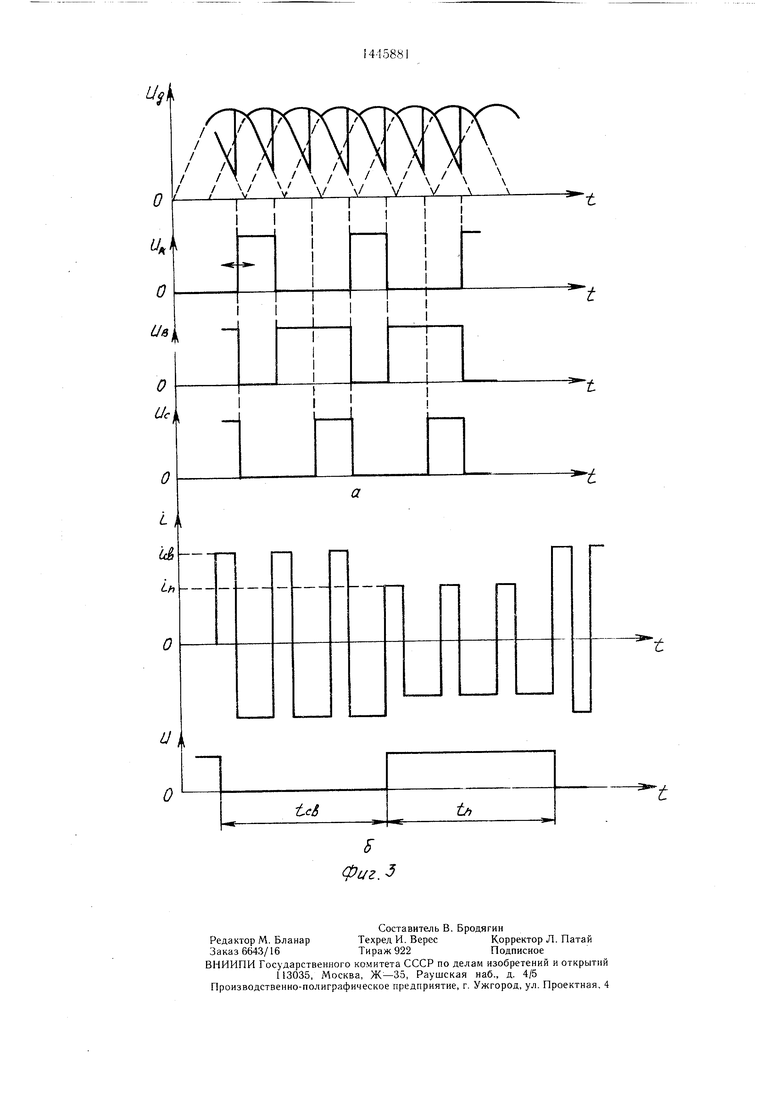
На фиг. 1 представлена функциональная схема устройства для дуговой сварки переменным током; на фиг. 2 - принци- Ю пиальная электрическая , схема блока управления управляемым выпрямителем; на фиг. 3 - временные диаграммы, поясняющие работу устройства.
Устройство содержит первый 1 и второй 2 сварке с модуляцией тока, - через выход- управляемые выпрямители, первый 3 и вто- ную цепь оптрона 20, входная цепь которого рой 4 индуктивные ь-дкопители, первый 5 и подключена к блоку 15 модуляции. Три вхо- второй 6 диоды, конденсатор 7, первый 8 и да схемы ИЛИ 23, подключены к выходам второй 9 тиристоры, блок iO управления ти- формирователей IS, 21 и 22 импульсов, а рлсторами, первый П и. второй 12 блоки ее выход через первый инвертор 24 связан уггравления выпрямителями, первый 13 и вто- 20 с усилителями-формирователями 25, 29 и 32 рс-й 4 программные задатчики тока, блок 15 модуляции. Выход устройства подключен к сварочному электроду J6 и сварочному изделию 17 (не показано).
Первый П и второй 12 блоки управления вырпямителями идентичны и состоят из нуль-органа 18, первого формирователя 19 импульсов, регулирующего величину сварочного тока, оптрона. 20, второго формирователя 21 импульсов, управляющих величиной тока в паузе при сварке с модуляцией сва- . рочного тока, третьего формирователя 22 импу.пьсов, управляющих сварочным током при вводе в режим t-, заварке кратера, схе- лы ИЛИ 23, первого инвертора 24, первого усилителя-формирователя 25, дифференцирующей цепи 26, первого элемента 27 задержки на 1/3 полупериода питаюш,ей сети, второго инвертора 28, второго усилителяформирователя 29, второго элемента 30 задержки на 2/3 полупериода питающей сети, третьего инвертора 3 и третьего усилителя- формирователя 32.
соответственно для фазы А, фазы В и фазы С выпрямителя. Выход первого инвертора 24 соединен с входом первого усилителя-формирователя 25 непосредственно, а с входами -,г усилителей-формирователей 29 и 32 - через дифференцирующую цепь 26, выход которой через перы- й элемент 27 задержки на 1/3 полупериода питающей сети и второй инвертор 28 подключен к входу второго уси.п.чте- ля-формирователя 20 для фазы В выпрямителя, а через второй элеглент 30 задержки ка 2/3 полупериода Штающей cerKi и третий инвертор 31 подсоединен к входу третьего усклителя-формирозателя 32.
При сварке некоторых алюминиевых сплавов в шве наблюдаю ;С51 остатки окис- ной пленки алюмик я, что приводит к снижению качества сварного соединения. Окис- ная пленка удаляется из шва, если величина сварочного тока периодически изменяется {так называемая модуляция сварочного тока), причем частота модуляции снарочного тока низкая (от долги Гц до 10 Гц).
35
40
Устройство работает следующим образом.
С блока 10 управления тиристорами поочередно, с заданной частотой, поступают импульсы 8 управляющие цепи тиристоров S
Первый 1 и второй 2 управляемые выпрямители параллельно подключены к трехфазному сварочному трансформатору.
Плюсовые вь;зоды управляемых выпрямите- д и 9. Допустим, что в первый момент полей 1 и 2 подключены к соответствующе-ступил импульс в цепь управления тирис- му первому 3 и второму 4 индуктивному тора 8. Последний открывает, а тиристор 9 накопителю, другой вывод каждого из индуктивных накопителей через соответствую- п,ий первый 5 и второй 6 диоды связан
закрывается, т-ак как .ао момента включения тиристора 8 конденсатор 7 заряжен так, что минус напряжения конденсатора 7 приложен
с конде1-к;аторсм 7, первый 8 и вторым 9 50 к аноду тиристора 9, а в момент включения
тиристорами, упразляющие цепи которых подсоединены к блоку 10 управления тиристорами. Каждый из управляемых выпрямителей 1 и 2 связан с соответствующим первым 11 и вторым 12 блоком управления выпрямителями, которые соединены с соответствующим первым 13 и вторым 14 программным задатчиком тока и блоком 15 модуляции.
тиристора 8 плюс напряжения конденсатора 7 прикладывается к катоду тиристора 9. После включения тиристсра 8 индуктивный накопитель 3 начинает заряжаться по цепи: плюс управляемого выпрямителя 1, индук- 55 тивный накопитель 3, диод 5, тиристор 8, минус управляемого выпрягу ителя 1, причем скорость зарядки индуктивного накопите.ля 3 прямо пропорциональна выходному напряМинусовые выводы управляемых выпрямителей объединены и связаны с объедн- ненными катодами тиристоров 8 и 9 и блоком 10 управления тиристорами.
Блоки И и 12 управления выпрямителями содержит нуль-орган 18, входы которого подключены к фазе А и нулю трехфазной сети, а выход его связан с входами первого формирователя 19 импульсов, управляющих величиной сварочного тока, и третьего формирователя 22 импульсов, управляющих сварочным током при вводе в режим и заварке кратера, - непосредственно, а с вхо-. дом второго формирователя 21 импульсов, управляющих величиной тока в паузе при
сварке с модуляцией тока, - через выход- ную цепь оптрона 20, входная цепь которого подключена к блоку 15 модуляции. Три вхо- да схемы ИЛИ 23, подключены к выходам формирователей IS, 21 и 22 импульсов, а ее выход через первый инвертор 24 связан с усилителями-формирователями 25, 29 и 32
сварке с модуляцией тока, - через выход- ную цепь оптрона 20, входная цепь которого подключена к блоку 15 модуляции. Три вхо- да схемы ИЛИ 23, подключены к выходам формирователей IS, 21 и 22 импульсов, а ее выход через первый инвертор 24 связан с усилителями-формирователями 25, 29 и 32
соответственно для фазы А, фазы В и фазы С выпрямителя. Выход первого инвертора 24 соединен с входом первого усилителя-формирователя 25 непосредственно, а с входами усилителей-формирователей 29 и 32 - через дифференцирующую цепь 26, выход которой через перы- й элемент 27 задержки на 1/3 полупериода питающей сети и второй инвертор 28 подключен к входу второго уси.п.чте- ля-формирователя 20 для фазы В выпрямителя, а через второй элеглент 30 задержки ка 2/3 полупериода Штающей cerKi и третий инвертор 31 подсоединен к входу третьего усклителя-формирозателя 32.
При сварке некоторых алюминиевых сплавов в шве наблюдаю ;С51 остатки окис- ной пленки алюмик я, что приводит к снижению качества сварного соединения. Окис- ная пленка удаляется из шва, если величина сварочного тока периодически изменяется {так называемая модуляция сварочного тока), причем частота модуляции снарочного тока низкая (от долги Гц до 10 Гц).
Устройство работает следующим образом.
С блока 10 управления тиристорами поочередно, с заданной частотой, поступают импульсы 8 управляющие цепи тиристоров S
и 9. Допустим, что в первый момент поступил импульс в цепь управления тирис- тора 8. Последний открывает, а тиристор 9
и 9. Допустим, что в первый момент поступил импульс в цепь управления тирис- тора 8. Последний открывает, а тиристор 9
закрывается, т-ак как .ао момента включения тиристора 8 конденсатор 7 заряжен так, что минус напряжения конденсатора 7 приложен
к аноду тиристора 9, а в момент включения
тиристора 8 плюс напряжения конденсатора 7 прикладывается к катоду тиристора 9. После включения тиристсра 8 индуктивный накопитель 3 начинает заряжаться по цепи: плюс управляемого выпрямителя 1, индук- тивный накопитель 3, диод 5, тиристор 8, минус управляемого выпрягу ителя 1, причем скорость зарядки индуктивного накопите.ля 3 прямо пропорциональна выходному напряжению управляемого выпрямителя 1. Индуктивный накопитель 4 к этому моменту заряжен до величины, которая зависит как от величины напряжения на выходе выпрямителя 2, так и от времени зарядки, которое определяется блоком 10 управления тиристорами. С момента включения тиристора 8 конденсатор 7 начинает перезаряжаться по цепи: плюс управляемого выпрямителя 2, индуктивный накопитель 4, диод 6, конденсатор 7, тиристор 8, минус выпрямителя 2. В это же время ток в дуговом промежутке по мере перезаряда конденсатора 7 начинает сначала уменьшаться, а затем и меняет направление., и после перезаряда конденсатора .7 весь тек индуктивного накопителя 4 протекает через дуговой промежуток по цепи: плюс выпрямителя 2., индуктивный накопитель 4, изделие 17, электрод ;б, диод 5; тиристор 8, минус управляемого выпрямителя 2. При этом сварочный ток изменяется не мгновенно из-за наличия в цепи дуги паразитных индуктивностей. Величина зарядного тока индуктивных накопителей, а следовательно, и сварочного тока прямо пропорционально зависит от выходных напряжений управляемых выпрямителей 1 и 2, поэтому установить заданный сварочный ток как прямой, так и обратной полярностей можно, управляя работой управляемых выпрямителей 1 и 2.
На первой д : агрзмме (фиг. За) пунктиром по;(Г1.занс фазное напряжение, сплош- нсуй jjHHHeft - напряжение на выходе вь:- 1рямителя, если бы схема Ларионова была co6p:iHa на диодах, сплошной жирной ли- нией-наиряжение на выход,е выпрямителя, если схема Ларнонова собрана на тиристорах.
В блоке 11 либо 12 управления выпрямителями выр.:1батываются импульсы, передний фронт котор:-з Х соответствует началу полупериода фазы А, а задний фронт сареде- ляет время запуска тиристоров фазы А выпрямителя, а также начальные фронты от- ри 1ательных импульсов, длительность которых равна 1/3 и 2/3 полуволны питающей сети, задние фронты которых соответственно определяют время запуска тиристоров фазы В и С выпрямителя. При этом, изменяя длительность и.мпульса, напряжение на выходе управляемых выпрямителей либо 2 из- ме -:яется.
Устройство (фиг. 1) в Динамическом режиме работает, следующим образом. При включении устройства на сварку с блока 10 упраьлени.я тиристор .ми поочередно, с заданной частотой, поступают импульсы в управляющие цепи тиристоров 8 и 9. На выходе управляемых выпрямителей 1 и 2 установлено минимально заданное напряжение. Программные задатчики 13 и 14 тока начинают вырабатывать сигналы, управляющие соответственно блоками li ..-I 12 управления выпрямителями так, что напряжение на выходе
управляемых выпрямителей 1 и 2 увеличивается с заданной скоростью до тех пор, пока не достигает заданного режимом сварки величины. Блок 15 модуляции вырабатывает
низкочастотные сигналы (фиг. 36). управляющие блоками 11 и 12 управления выпрямителями так, что когда на выходе блока модуляции имеется напряжение (/, - вре-.- . паузы), напряжение на выходе управляе .::
„ выпрямителей 1 к 2 уменьшается до заданного напряжения в паузе сварочног о г ка. Форма сварочного тока показа.ча .: . фиг. 36.
В конце сварки программные задатш;- ки 13 и 14 тока начинают вырабатывать
5 сигналы, управляющие блоками II и 12 vrb равления выпрямителями так, -. напряжение на выходе управляемых -пряг ште- лей 1 и 2 уменьшается со скоростью 3;v варки кратера.
Рассмотрим работу блока 11 либо 2
управления выпрямителями (фиг. 2). Фазное напряжение фазы А прикладывается к вхол нуль-органа 18. на выходе которого вырабатываются отрицательные короткие импульсы, по длительности совпадающие с кучем
5 напряжения фазы А. Эти импульсы .кя;ус- кают первый 19 и третий 22 формирователи импульсов, а также второй формирователь 2 импульсов, если оптрон 20 открыт. Первый фор.мирозатель 19 импульсов вырабатывает отрицательный и.мпульс, дли0 тельность которого мо.жно устанавливать заранее, причем длительность импульса о феде- ляет сварочный ток устройства. Тре пгй фор- кировгтель 22 импульсов вырабатывает отрицательный импульс, длитатьность которого определяете, программным задатчиком
5 13 тока. Второй формирователь 2 импульсов вырабатывает отрицательный и.мпу.чьс, длительность которого устанаЕлмвается заранее и определяет велич1-;ну сварочного тока 3 паузе моду. шрованного тока (фиг. 36).
0
Все эти импульсы подаются на входы
схемы ИЛИ 23, на зыходе которой формируется отрицательный импульс, длительност:) которого равна длительности наибольи его и.мпульса на в.ходе схемы ИЛИ 23. После первого инвертора 24 импульс подается на
5 вход первого усилителя формирователя 25 и дифференцирующую цепь 26. Первый усилитель-формирователь 25 вырабатывает запускающие и.мпульсы, совпадающие по времени с задним фронтом положительного импульса первого инвертора 24. Запускаю0 щие и.мпульсы первого усилителя-формирователя 25 подаются в управляющие цепи тиристоров выпрямителя 2 (либо ) фазы А. Отрицательные импульсы дифференцирующей цепи 26 запускают элементы 27 и 30
55
задержки на 1/3 и 2/3 полупериода питающей сети, которые вырабаты.ают отрицательные импульсы длительностью /3 и 2/3 длительности полупериода питающей сети. Эти импульсы через второй 28 и третий 31
инверторы поступают на второй 29 и третий 32 усилители-формирователи, которые вырабатывают запускающие импульсы, подаваемые соответственно в управляющие цепи тиристоров фазы В и фазы С выпрямителей.
В начале сварки длительность импульса третьего формирователя 22 импульсов больше, чем длительность импульса первого формирователя 19 импульсов, поэтому на выходе схемы ИЛИ 23 формируется импульс, аналогичный импульсу третьего формирователя 22. По мере ввода устройства в режим длительность импульса третьего формирователя 22 уменьшается и после того, как он станет короче импульса первого формирователя 19., на выходе схемы ИЛИ 23 формируется импульс, аналогичный импульсу первого формирователя 19.
Длительность импульса второго формирователя 21 импульсов устанавливается всегда бол)аше длительности импульса первого формирователя 19, поэтому когда из блока 15 модуляции приходит сигнал, открывающий оптрон 20, на выходе схемы ИЛИ 23 формируется импульс, аналогичный импульсу второго формирователя 21. В это время сварочный ток уменьшается. При заверке кратера блок ввода сварочного тока в режим управляет третьим формирователем 22 импульсов так, что импульс третьего формирователя 22 увеличивается. После того, как импульс третьего формирователя 22 станет больше импульса первого формирователя 19, на выходе схемы ИЛИ 23 формируется импульс, аналогичный импульсу третьего формирователя 22. При этом напряжение на выходе управляемых выпрямителей и 2 уменьшается.
Технико-экономические преимущества мзобретени. состоят в более широких технологических возможностях, возможности по.лучения модулированного сварочного тока, а также .в обеспечении ввода в режим н заварки кратера, что сказывается на улучшении качества сварки алюминиевых сплавов неплав ящимся электродом.
Формула изобретения
1. Устройство для дуговой сварки, содержащее два трехфазных управляемых вы- г прямителя, два индуктивных накопителя, два тиристора, два диода, конденсатор, два блока управления управляемыми выпрямителями, блок управления тиристорами, отличающееся тем, что, с целью улучщения качества сварки, вводится блок модуляции и
0
два программных задатчика тока, причем
блок модуляции соединен с обоими блоками управления управляемыми выпрямителями, а каждый программный задатчик тока подсоединен к соответствующему блоку управления управляемым выпрямителем.
2. Устройство по п. 1, отличающееся тем, что каждый из блоков управления управляемыми выпрямителями содержит последовательно соединенные нуль-орган, первый
0 формирователь импульсов, схему ИЛИ, первый инвертор, первый усилитель-формирователь, а также оптрон, второй и третий формирователи импульсов, дифференцирующую цепь, второй и третий инверторы, первый и второй элемент задержки, второй и третий усилители-формирователи, прием вход нуль- органа подкл-.эчен к фазе А и нулю трехфазной сети, а выход - к первому входу оптрона и первому входу третьего формирователя импульсов, второй вход которого
Q соединен с выходом соответствующего программного задатчика, второй вход оптрона подключен к выходу блока модуляции, выход оптрона сое;1.инен с входом второго формирователя импульсов, выходы первого, второго и третьего формирователя импульсов
5 являются тремя входами схемы ИЛИ, в.voд дифференцируюпхей цепи соединен с выходом первого инвертора, а выход - с входами двух цепей, состоящих из последовательно соединенных первого элемента задержки, второго инвертора, второго усилителя-фор0
мирователя и второго элемента задержки, третьего инвертора и третьего усилителя- формирователя.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления электродвигателем | 1981 |
|
SU1083307A1 |
| Устройство для дуговой сварки с короткими замыканиями дугового промежутка | 1982 |
|
SU1073028A1 |
| ИСТОЧНИК СВАРОЧНОГО ТОКА | 1998 |
|
RU2131338C1 |
| Инверторный сварочный источник | 1988 |
|
SU1542722A1 |
| Источник сварочного тока | 1985 |
|
SU1291321A1 |
| Устройство для стабилизации сварочной дуги переменного тока | 1987 |
|
SU1458121A1 |
| Источник питания для дуговой сварки | 1990 |
|
SU1738521A1 |
| Асинхронный вентильный каскад | 1983 |
|
SU1092689A1 |
| Устройство компенсации мощности искажения | 1987 |
|
SU1494111A1 |
| ОДНОФАЗНЫЙ ВЫПРЯМИТЕЛЬ ДЛЯ ДУГОВОЙ СВАРКИ | 2010 |
|
RU2441734C1 |

Изобретение относится к области машиностроения, а именно, к проектированию сварочных источников питания переменного тока. Цель изобретения - повышение качества сварных соединений путем удаления окисных плен из ванны с помощью низкочастотной модуляции сварочного тока. Устройство содержит два управляемых выпрямителя, отрицательные выводы которых объединены, а положительные через индуктивные накопители подсоединены к дуге. Коммутация сварочного тока осуществляется двумя силовыми диодами, конденсатором и дву.мя тиристорами посредством блока управления тиристорами. Устройство управления выпрямителями содержит блок низкочастотной модуляции и два программных за- датчика тока. Устройство позволяет повысит:. прочность швов при сварке алюминиевых сплавов путем создания низкочастотной м(; дуляции сварочного тока, способстсвующеГ: удалению окисных плен из сварочной ванн;, .1 з.ф-лы, 3 ил. f и
fe. /
и ih
О
t
| Устройство для дуговой сварки | 1986 |
|
SU1382613A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
