ел
с
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения соединения деталей | 1990 |
|
SU1735626A1 |
| СПОСОБ ГЕРМЕТИЗАЦИИ НЕРАЗЪЕМНЫХ И РАЗЪЕМНЫХ СОЕДИНЕНИЙ ВОЗДУШНЫХ И ТОПЛИВНЫХ ОТСЕКОВ ЛЕТАТЕЛЬНЫХ АППАРАТОВ С ПРИМЕНЕНИЕМ КОЛПАЧКОВ ГЕРМЕТИЗАЦИИ | 2007 |
|
RU2354858C2 |
| СПОСОБ ВЫПОЛНЕНИЯ БОЛТОВЫХ СОЕДИНЕНИЙ С РАДИАЛЬНЫМ НАТЯГОМ | 2011 |
|
RU2502896C2 |
| Болт-заклепка | 1988 |
|
SU1567808A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОЛТОВОГО СОЕДИНЕНИЯ | 2008 |
|
RU2373437C1 |
| Способ получения соединения деталей | 1990 |
|
SU1803616A1 |
| Способ получения соединения трех конструктивных элементов | 1990 |
|
SU1739083A1 |
| Способ получения многорядного соединения деталей | 1989 |
|
SU1691592A1 |
| Способ получения многорядного срезного соединения листовых деталей | 1990 |
|
SU1767244A1 |
| ФИКСАТОР СОЕДИНЕННЫХ КЛЕПКОЙ ДЕТАЛЕЙ ДЛЯ РАСПРЕДЕЛЕНИЯ МЕЖДУ НИМИ В ЗОНЕ НЕПРОКЛЕПА ГЕРМЕТИКА | 2019 |
|
RU2755712C1 |
Использование: в самолетостроении. Сущность изобретения: способ получения соединения состоит в сборке деталей в пакет, выполнении в нем технологических отверстий, нанесении на сопрягаемые поверхности отделенных друг от друга деталей слоя герметика и повторной сборки их в пакет, установке технологических болтов через одно, их затяжки и последующей одноразовой дозатяжки по истечении 50-70% времени вулканизации герметика, чистовой обработке свободных отверстий и установке в них рабочих болтов с последующей их затяжкой, извлечении технологических болтов, установленных ранее, и чистовой обработке отверстий из-под них, а затем установке в эти отверстия рабочих болтов. Использование данного способа позволяет снизить трудоемкость на 20-30%. 1 ил.
Изобретение относится к технологии сборки болтовых соединений с внутришов- ным герметиком.и может найти применение в самолетостроении при сборке неразъемных Соединений топливных и воздушных от- секоф летательных аппаратов.
$олтовые соединения с внутришовной герметизацией выполняют следующим образом.
После установки и фиксации деталей пакета в рабочем положении с помощью, на- пример, струбцины, выполняют предварительное сверление отверстий под болты с помощью пневмодрели СМ2 1-9- 300. фосле отделения деталей друг от друга снимают фаски на сопрягаемых поверхностях, обезжиривают и наносят на них слой герметика, толщиной 0,5-0,8 мм. Собирают соединяемые детали в пакет с сопряжением нанесенных слоев герметика, совмещая при
этом отверстия, после чего устанавливают технологические болты в упомянутые отверстия через одно и затягивают их. Через 50-70% времени жизнеспособности герметика производят одну подтяжку технологических болтов.
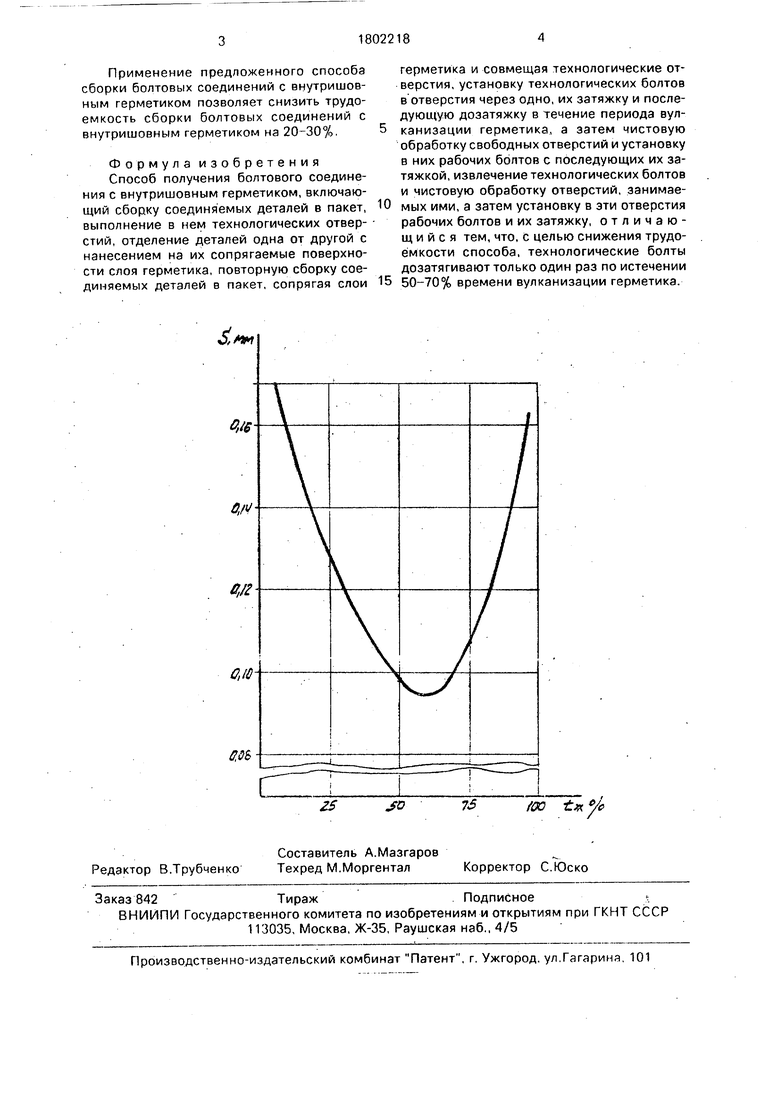
Заявляемый способ выполнения болтовых соединений с внутришовным гермети- ком иллюстрируется чертежом, на котором приведена экспериментально полученная зависимость толщины слоя внутришовного герметика S от времени подтяжки технологических болтов (в процентах от времени вулканизации герметика) 1ж.
Как видно из графика, оптимальна толщина слоя герметика меньше 0,1 мм обеспечивается подтяжкой технологических болтов в промежуток времени, равный 50- 70% времени вулканизации герметика.
00
о
ю ю
00
Применение предложенного способа сборки болтовых соединений с внутришов- ным герметикой позволяет снизить трудоемкость сборки болтовых соединений с внутришовным герметиком на 20-30%.
Формула изобретения Способ получения болтового соединения с внутришовным герметиком, включающий сборку соединяемых деталей в пакет, выполнение в нем технологических отверстий, отделение деталей одна от другой с нанесением на их сопрягаемые поверхности слоя герметика, повторную сборку соединяемых деталей в пакет, сопрягая слои
герметика и совмещая технологические отверстия, установку технологических болтов в отверстия через одно, их затяжку и последующую дозатяжку в течение периода вулканизации герметика, а затем чистовую обработку свободных отверстий и установку в них рабочих болтов с последующих их затяжкой, извлечение технологических болтов и чистовую обработку отверстий, занимаемых ими, а затем установку в эти отверстия рабочих болтов и их затяжку, отличающийся тем, что, С целью снижения трудоёмкости способа, технологические болты дозатягивают только один раз по истечении
50-70% времени вулканизации герметика.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
