Изобретение относится к машиностроению, в частности к самолетостроению, и может быть использовано при изготовлении многорядных срезных болтовых и заклепочных соединений листовых деталей.
Известна конструкция многорядных срезных соединений (см., например, Ярко- вец А. И., Сироткин О. С. и др. Технология выполнения высокоресурсных заклепочных и болтовых соединений в конструкциях самолетов. М.: Машиностроение, 1987, с. 6, рис. 1.16), состоящие из соединяемых листов, скрепленных несколькими рядами соединительных крепежных элементов. Статическая прочность известного соединения во многом определяется статической прочностью на срез крепежных элементов, Трение контактных поверхностей соединяемых листов, величина которого зависит от величины осевой стяжки крепежного элемента и состояния поверхности соединяемых листов, способствует повышению
статической прочности соединения на срез, поскольку часть срезной нагрузки с листа на лист передается трением. Однако, увеличение величины осевой стяжки соединительных крепежных элементов приводит к ослаблению статической прочности на отрыв самих крепежных элементов, а также к интенсивной фреттинг-коррозии соединяемых листов, Для снижения нагруженности на срез крепежных элементов применяют внутренние элементы жесткости - см., например, а. с. № 1477011, а. с. № 621904 и т. п., способствующие повышению жесткости на сдвиг соединения и разгрузке соединительных крепежных элементов. Однако, известные соединения трудоемки в изготовлении, усложняют сборку соединения и применимы, в основном, для толстостенных конструкций.
Наиболее близким по техническому решению и достигаемому результату является соединение деталей, известное из а с. Ms
ON VJ Ю
4
1479733, F 16 В 5/02, 1987 г. (прототип). Известное соединение состоит из соединяемых листов, скрепленных несколькими рядами соединительных крепежных элементов, причем на контактной поверхно- сти в зонах отверстий выполнены конусные, концентричные отверстиям, выемки. Конусные выемки позволяют разнести зону геометрической концентрации напряжений на кромке Загруженного отверстия и зону по- вышенных контактных напряжений, снизить силонагруженность по рядам крепежных элементов. Это способствует повышению усталостной долговечности соединяемых листов. Однако, применение ко- нусных выемок различной глубины реализуемо для пакетов средних и больших толщин и практически неприменимо для тонкихлистов, кроме того, наличие внутренних пустот снижает эффективность осевой стяжки пакета деталей.
Цель изобретения - повышение надежности соединения путем увеличения статической прочности соединяемых деталей.
Для достижения поставленной цели способ получения многорядного срезного соединения листовых деталей включает выполнение отверстий в соединяемых листовых деталей пакета, выполнение в каждой детали в-зонах отверстий последнего ряда относительно места приложения нагрузки на эту деталь и внутренних рядов конических выемок со стороны сопрягаемой с другой деталью поверхности, концентричных отверстиям, причем в зонах отверстий лис- товой детали, начиная с первого промежуточного ряда, а в другой - со второго, установку в совмещенные отверстия листовых деталей крепежных элементов и их осевую затяжку до полного заполнения выемок каждой листовой детали материалом другой.
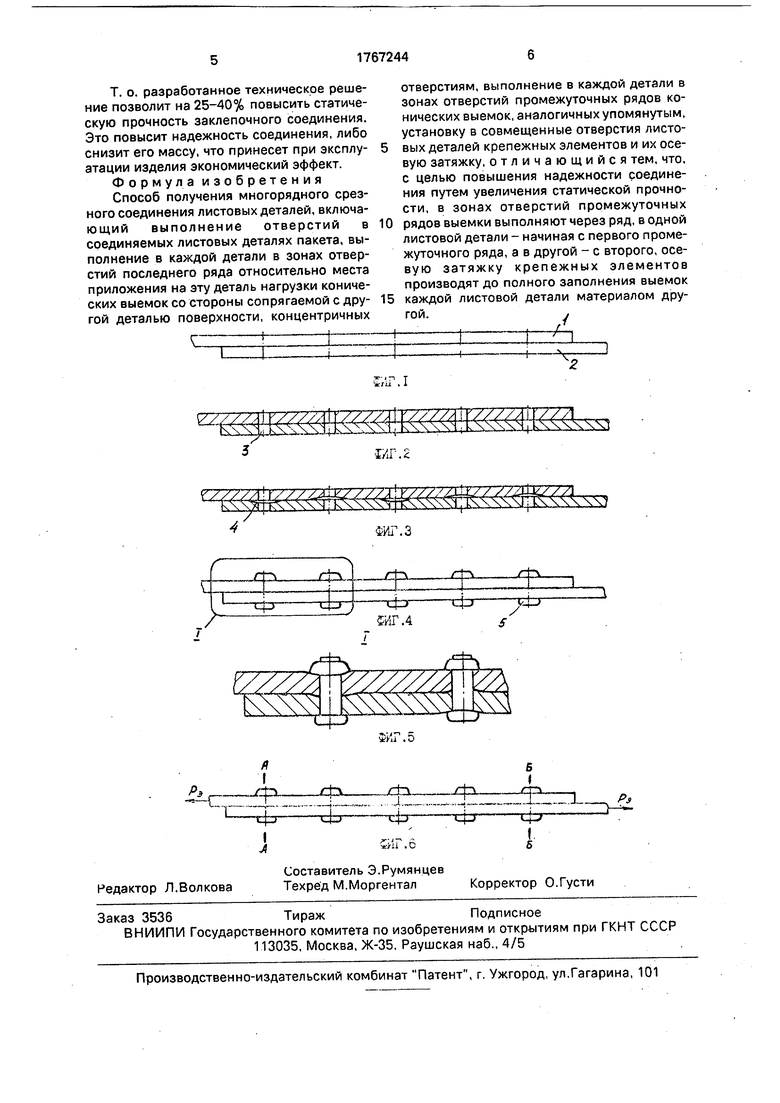
На фиг. 1-4 - этапы технологического процесса изготовления многорядного соединения деталей; на фиг. 5 - узел I на фиг. 4 фрагмент собранного соединения деталей; на фиг. 6 - конструкция и характер эксплуатационного нагружения многорядного од- носрезного заклепочного соединения.
Разработанный способ получения мно- горядного срезного соединения листовых деталей 1 и 2 заключается в выполнении в каждой детали отверстий 3, расположенных в несколько рядов (фиг. 2). В каждой детали выполняют со стороны поверхности, сопря- гаемой с другой деталью, конические выемки 4, концентричные отверстиям, причем на крайних отверстиях выемки располагают в зонах отверстий последнего ряда, относительно места приложения нагрузки на эту
деталь, а в зонах отверстий промежуточных рядов выемки располагают через ряд, в одной листовой детали (например, 1) - начиная с первого промежуточного ряда, а в другой - со второго (фиг. 3). В совмещенные отверстия листовых деталей устанавливают крепежные элементы, например, заклепки 5, и производят их осевую затяжку (расклепывание) до полного заполнения выемок каждой листовой детали материалом другой (фиг. 5). Местом вероятного усталостного разрушения соединения листовых деталей под действием циклической эксплуатационной нагрузки Рэ является сечение деталей по крайним рядам крепежных элементов. Так, например, лист 1 разрушается по сечению А-А (отверстие первого, относительно места приложения нагрузки на деталь, ряда), а лист 2 - по сечению Б-Б (фиг, 6). Отсутствие выемок в детали по месту ее вероятного усталостного разрушения (фиг. 5) не ослабляет усталостную долговечность соединения деталей по сравнению с прототипом, но заполнение выемок в одной детали материалом другой приводит к тому, что реализуется своеобразное зубчатое зацепление одной детали с другой, где роль зуба выполняет выступ одной детали, входящей в выемку другой (фиг. 5), причем количество зубьев равно количеству рядов крепежных элементов. При работе на сдвиг под действием усилия Рэ происходит включение в работу зубьев (обмятием поверхности листа), причем для разработанного способа гарантирован контакт зубьев с поверхностью впадин, поскольку такое зацепление образовано при осевой затяжке пакета про- давливанием листа. При этом, для тонких листов (1-2 мм) прогиб материала может быть настолько большим (на всю глубину выемки), что заклепки практически в работу на срез не включаются, обеспечивая эффект разработанного решения по критерию усталостной долговечности, однако, в любом случае заход материала внутрь выемок обеспечивает большую статическую прочность соединения по сравнению с прототипом, Глубину выемок целесообразно выполнять равной 0,3-0,5 мм механообработкой, либо, что более эффективно по критерию усталостной долговечности, прессованием. Диаметр выемки необходимо выполнять равным 2,5-3,5 диаметра крепежного элемента для облегчения захода материала листа внутрь выемки.
Разработанный способ рекомендуем для получения односрезных многорядных заклепочных л болтовых соединений тонких, толщина ,5 -1,5 диаметра крепежного элемента, пакетов.
Т. о. разработанное техническое решение позволит на 25-40% повысить статическую прочность заклепочного соединения. Это повысит надежность соединения, либо снизит его массу, что принесет при эксплуатации изделия экономический эффект. Формула изобретения Способ получения многорядного срезного соединения листовых деталей, включающий выполнение отверстий в соединяемых листовых деталях пакета, выполнение в каждой детали в зонах отверстий последнего ряда относительно места приложения на эту деталь нагрузки конических выемок со стороны сопрягаемой с другой деталью поверхности, концентричных
г-- ±-ц
5
4отверстиям, выполнение в каждой детали в зонах отверстий промежуточных рядов конических выемок, аналогичных упомянутым, установку в совмещенные отверстия листовых деталей крепежных элементов и их осевую затяжку, отличающийся тем, что, с целью повышения надежности соединения путем увеличения статической прочности, в зонах отверстий промежуточных рядов выемки выполняют через ряд, в одной листовой детали - начиная с первого промежуточного ряда, а в другой - с второго, осевую затяжку крепежных элементов производят до полного заполнения выемок каждой листовой детали материалом другой., -,( ,. . /
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения многорядного срезного соединения деталей | 1990 |
|
SU1735625A1 |
| Способ получения соединения деталей | 1990 |
|
SU1735626A1 |
| Многорядное соединение деталей | 1989 |
|
SU1691590A1 |
| Многорядное соединение деталей | 1990 |
|
SU1751461A1 |
| Способ получения заклепочного соединения деталей | 1990 |
|
SU1735627A1 |
| Способ получения многорядного соединения деталей | 1990 |
|
SU1712686A1 |
| Многорядное соединение деталей | 1989 |
|
SU1682654A1 |
| Способ получения болтового соединения деталей | 1989 |
|
SU1691589A1 |
| Способ получения многорядного соединения деталей | 1989 |
|
SU1682655A1 |
| Способ получения многорядного соединения деталей | 1989 |
|
SU1691592A1 |
Использование: в машино- и самолетостроении, в многорядных срезных соединениях листовых деталей. Сущность изобретения: в каждой листовой детали в зонах отверстий последнего ряда относительно места приложения нагрузки на эту деталь выполняют конические выемки со стороны, сопрягаемой с другой деталью поверхности. В зонах отверстий промежуточных рядов выемки выполняют аналогичными через ряд, в одной детали, начиная с первого промежуточного ряда, а в другой - с второго. Устанавливают в отверстия пакета деталей крепежные элементы и производят их осевую затяжку до полного заполнения выемок каждой детали материалом другой. 6 ил,
7ZZ 1ZZZZZ T ZZZ7ZMSZ
fc
q|K ggfflg
ФИГ.З
ГЛГ.2
fc
z/&z/&
| Срезное многорядное соединение деталей | 1987 |
|
SU1479733A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
