Изобретение относится к машиностроению и может быть использовано при изготовлении многорядных срезных высокоресурсных соединений.
Цель изобретения - снижение массы соединения и повышение качества.
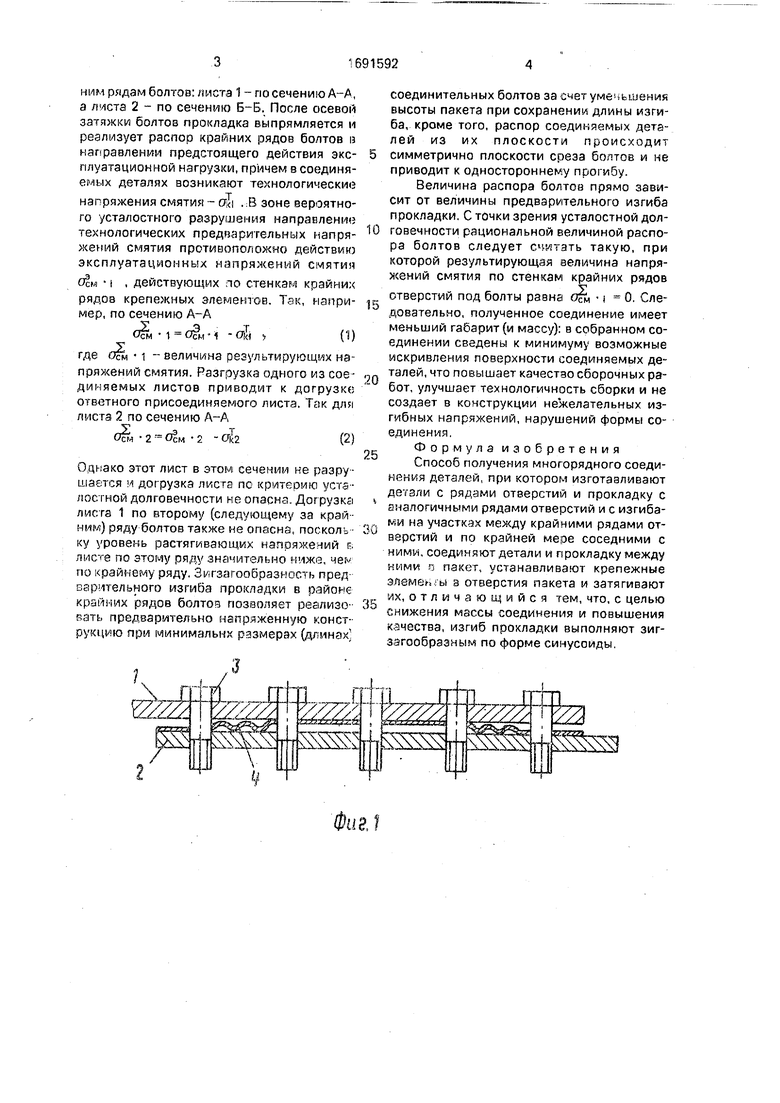
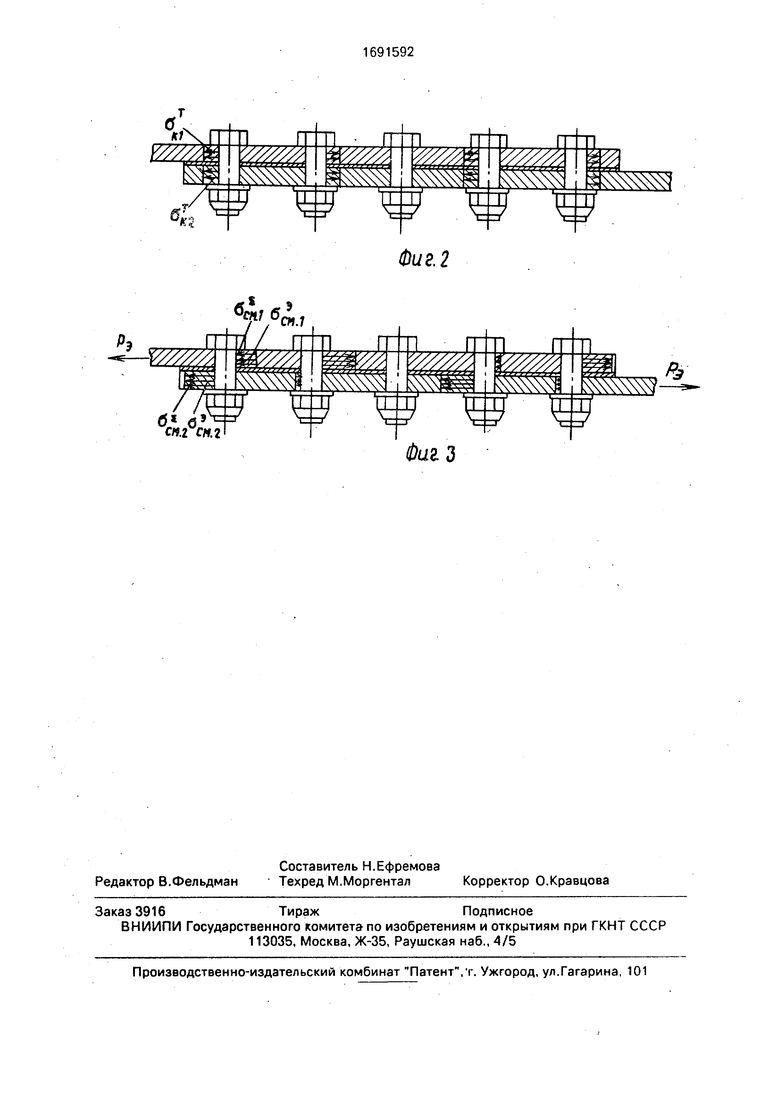
На фиг, 1 изображена конструкция многорядного односрезного болтового соединения деталей до затяжки соединяемого пакета; на фиг. 2 - конструкция соединения деталей после осевой затяжки крепежных элементов; на фиг. 3 - конструкция и характер напряженного состояния в соединении после приложения эксплуатационной нагрузки.
Многорядное соединение деталей состоит из соединяемых листов 1, 2, нескольких рядов крепежных элементов, например болтов 3, и высокопрочной прокладки 4, располагаемой между сопрягаемыми поверхностями соединяемых листов. Прокладка имеет предварительные изгибы на участках
между крайними рядами отверстий под болтами и по крайней мере соседними с ними, причем изгибы выполняют зигзагообразными по форме синусоиды.
Таким образом, после изготовления деталей с рядами отверстий и прокладки с аналогичными рядами отверстий и зигзагообразными изгибами на участках детали и прокладку соединяют в пакет, устанавливают крепежные элементы (болты) и осуществляют их последовательную затяжку, начиная от места наибольшего прогиба прокладки. Целесообразно повышение осевой чжки крайних рядов болтов на 10-20%.
В самолетостроении нашли широкое применение соединения деталей из материала Д16Т, В95 стальными болтами из ЗОХГСА, ЗОХГСНА, 16ХСН, титана ВТ-16. Для изготовления прокладок целесообразно применение таких же материлов как и для изготовления болтов. Усталостное разрушение соединения происходит по крайсл
С
о ю
-А
сл о ю
ним рядам болтов: листа 1 - по сечению А-А, а листа 2 - по сечению Б-Б. После осевой затяжки болтов прокладка выпрямляется и реализует распор крайних рядов болтов в направлении предстоящего действия эксплуатационной нагрузки, причем в соединяемых деталях возникают технологические
напряжения смятия - ofi ,-В зоне вероятного усталостного разрушения направление технологических предварительных напряжений смятия противоположно действию эксплуатационных напряжений смятия
i , действующих по стенкам крайних рядов крепежных элементов. Так, например, по сечению А-А
а$м 1 -о& (1)
где о&л 1 - величина результирующих напряжений смятия, Разгрузка одного из соединяемых листов приводит к догрузке ответного присоединяемого листа. Так для листа 2 по сечению А-А
0, 2 Осм 2 - (2)
Однако этот лист в этом сечении не разрушается и догрузка листа по критерию усталостной долговечности не опасна. Догрузка листа 1 по второму (следующему за крайним) ряду болтов также не опасна, поскольку уровень растягивающих напряжений в листе по этому ряду значительно чиже, чем по крайнему ряду, Зигзагообразность предварительного изгиба прокладки в районе крайних рядов болтов позволяет реализовать предварительно напряженную конструкцию при минимальнх размерах (длинах)
0
5
0
5
0
5
соединительных болтов за счет уменьшения высоты пакета при сохранении длины изгиба, кроме того, распор соединяемых деталей из их плоскости происходит симметрично плоскости среза болтов и не приводит к одностороннему прогибу.
Величина распора болтоа прямо зависит от величины предварительного изгиба прокладки. С точки зрения усталостной долговечности рациональной величиной расло- ра болтов следует считать такую, при которой результирующая величина напряжений смятия по стенкам крайних рядов
отверстий под болты равна о& i 0. Следовательно, полученное соединение имеет меньший габарит (и массу); в собранном соединении сведены к минимуму возможные искривления поверхности соединяемых деталей, что повышает качество сборочных работ, улучшает технологичность сборки и не создает в конструкции нежелательных из- гибных напряжений, нарушений формы соединения.
Формула изобретения Способ получения многорядного соединения деталей, при котором изготавливают детали с рядами отверстий и прокладку с аналогичными рядами отверстий и с изгибами на участках между крайними рядами отверстий и по крайней мере соседними с ними, соединяют детали и прокладку между ними rj пакет, устанавливают крепежные элеме ы а отверстия пакета и затягивают их, отличающийся тем, что, с целью снижения массы соединения и повышения качества, изгиб прокладки выполняют зигзагообразным по форме синусоиды.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения многорядного соединения деталей | 1990 |
|
SU1712686A1 |
| Способ получения болтового соединения деталей | 1989 |
|
SU1691589A1 |
| Соединение деталей | 1990 |
|
SU1733732A1 |
| Способ получения соединения деталей | 1990 |
|
SU1735626A1 |
| Способ получения многорядного соединения деталей | 1989 |
|
SU1682655A1 |
| Способ получения соединения деталей | 1990 |
|
SU1754926A1 |
| Способ получения многорядного срезного соединения деталей | 1990 |
|
SU1735625A1 |
| Соединение деталей | 1989 |
|
SU1712685A1 |
| Соединение деталей | 1987 |
|
SU1479734A1 |
| Соединение деталей | 1987 |
|
SU1493804A2 |
Изобретение относится к машиностроению, в частности к способам получения многорядного соединения деталей. Цель изобретения - снижение массы соединения и повышение качества. Пакет деталей 1, 2 и прокладку 4 стягивают болтами 3. Прокладку 4 выполняют с предварительными зигзагообразными по форме синусоиды изгибами на участках между крайними рядами отверстий под болты и по крайней мере соседними с ними. Зигзагообразность изгиба прокладки обеспечивает уменьшение предварительной высоты пакета деталей, а распрямление прокладки при затяжке - перераспределение загруженности рядов болтов при работе соединения под нагрузкой и повышение усталостной долговечности соединения.3 ил.
Фиг.1
Јь
Y/////m
Ј
У
h
б бэ сн.г сн.г
%
;SSS$
x
g}
Фиг. 2
ЬигЗ
| Соединение деталей | 1987 |
|
SU1493804A2 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
