Изобретение относится к машиностроению и может быть использовано при изготовлении срезных клеевых, клеезак- лепочных и клееболтовых соединений листовых деталей.
Цель изобретения - повышение надежности соединения путем повышения устало- стной долговечности и трещиностойких соединяемых деталей.
Для достижения поставленной цели способ получения соединения деталей включает в себя подготовку поверхностей соединяемых деталей, нанесение на контактные поверхности соединяемых деталей клеевого слоя, размещение на клеевой поверхности одной из деталей металлической сетки, причем диаметр проволоки сетки выполняют больше толщины клеевого слоя, а сетку выполняют из материала твердостью больше твердости материала соединяемых деталей.
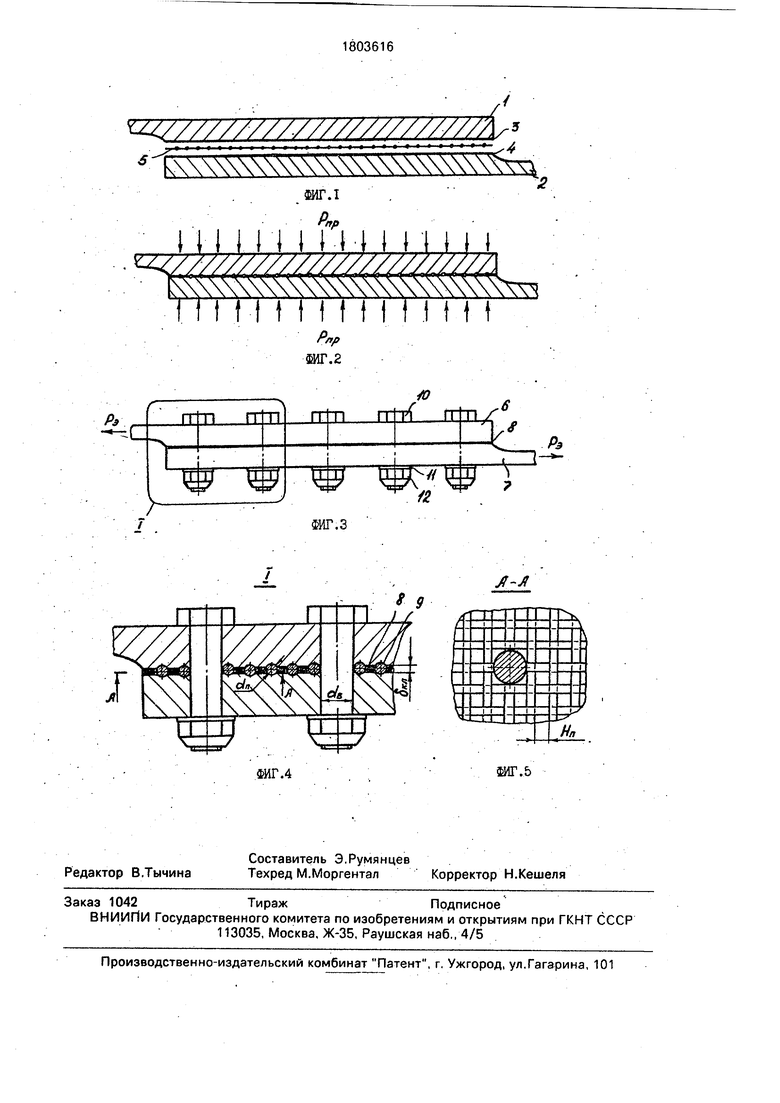
На фиг. 1-2 -способ получения клеевого соединения деталей: на фиг. 3 - конструк- ция многорядного клееболтового соединения листовых деталей: на фиг. 4 поперечное сечение .клееболтового соединения деталей (узел I на фиг. 3); на фиг. 5 - продольное сечение клееболтового соединения деталей (сечение А-А на фиг, 4).
Способ получения соединения деталей заключается в подготовке поверхности (зачистка, обезжиривание) соединяемых деталей 1,- 2- (фиг, 1), нанесение на подготовленные поверхности клеевого слоя 3,4. Отдельно изготавливают сетку 5 из проволоки, материал которой имеет твердость больше твердости материала соединяемых деталей, а диаметр проволоки берут больше толщины клеевого слоя. Изготовленную сетку размещают на одну из поверхностей соединяемых деталей, далее накладывают одну деталь на другую, совмещая подготовленные поверхности и прикладывают к деталям усилие прижатия Рпр до момента отвердения клея. Причем величина усилия прижатия должна быть больше величины усилий, соответствующих пределу упругости материала соединяемых деталей. В процессе прижатия деталей происходит заполнение клеем микронеровностей поверхk
00
о
СА) (
сЈ
ностй соединяемых деталей и внедрение (выдавливание) материала проволоки в поверхность обеих соединяемых деталей. При этом производятся локальные упрочнения материала соединяемых деталей, причем замкнутого характера (в пределах одной ячейки). Локальное поверхностное упрочнение повышает усталостную долговечность соединяемых листов. Кроме того, упрочняя небольшими ячейками поверхность соединяемых деталей, проволока способствует повышению трещиностойкости соединения, т.к. возникшая усталостная трещина под действием циклических нагрузок, наращивая свою длину упирается в местное упрочнение проволокой.
Известно, что локальное упрочнение вершины трещины сжатием приводит к тормозящему эффекту для ее развития, а поскольку упрочнение проволокой замкнуто в плоскости, то процесс затормаживания трещины неизбежен независимо от направления ее развития, что очень важно, поскольку при разомкнутом характере упрочнения вершина трещины может повернуть в неупрочненную зону без затормаживания. Поскольку упрочненных ячеек на поверхности соединяемых листов много, то даже при небольшом эффекте торможения в пределах одной ячейки происходит значительный суммарный тормозящий эффект, приводящий к хорошей трещиностойкости конструкции соединения,
Для комбинированных, например, клее- болтовых соединений (фиг. 3), способ получения соединения подобен описанному: подготовка (после выполнения отверстий под крепежные элементы) поверхностей соединяемых деталей 6, 7; нанесение на подготовленные поверхности клеевого слоя 8; размещение между соединяемыми деталями заранее изготовленной сетки 9; совмещение отверстий в пакете деталей: установку в отверстия крепежных элементов, например, болтов 10 и их осевую затяжку посредством шайб 11 и гаек 12. Для клееболтового соединения величина усилия прижатия деталей обеспечивается осевой затяжкой крепежных элементов. Однако, типоразмер и величина затяжки болтов (усилие клепки заклепок) должно быть достаточно для внедрения более твердой сетки в стыкуемые поверхности соединяемых деталей. В противном случае требуется дополнительное прижатие деталей внешними технологическими усилиями. После затяжки крепежных элементов соединение выдерживают до отведения (полимеризации) клея.
Разработанный способ получения соединения деталей, кроме общих с прототипом свойств - улучшения адгезионных свойств клея, выравнивания температур соединяемых деталей, повышения стабильности толщины клеевого слоя, обладает
положительным свойством - повышение ус- талостной долговечности соединяемых листов как за счет создания локальных зон повышенных контактных напряжений сжатия (упрочнения), так и за счет повышенной
0 трещиностойкости конструкции, что приводит к повышению срока службы соединения, либо при сохранении срока службы к повышению его надежности.
В самолетостроении нашли широкое
5 применение соединения деталей из материалов Д16Т, В95 посредством болтов из ЗОХГСА, ЗОХГСНА, 16ХСН, 40ХНМЮ и т.п. Для изготовления комбинированных соединений можно рекомендовать клеи типа ВК0 32, К-153 и т.п., а для изготовления сетки - проволоку, подобную проволоки для изготовления болтов, либо из прочных автоматных сталей типа А10. Причем диаметр проволоки необходимо в 1,2-1,5 раза боль5 ше потребной (оптимальной) толщины клеевого слоя, что составляет 0,15-0,25 мм.
Разработанный способ соединения деталей рекомендуем для образования клеевых и комбинированных клеедискретных
0 соединений - клееболтовых и клеезаклепоч- ных.
Разработанный способ получения сое- динения способствует повышению усталостной долговечности соединяемых деталей
5 в 1,3-1,5 раза. Это повысит ресурс соединения на 5-8%, либо при заданном ресурсе позволит повысить надежность соединения, что принесет при эксплуатации изделия экономический эффект.
0 Форм у л а изобретения
Способ получения соединения деталей, включающий подготовку сопрягаемых поверхностей, нанесение клея на поверхность одной из деталей, размещение на той же
5 поверхности проволочной металлической сетки, наложение одной детали на другую, совмещая подготовленные поверхности с последующим воздействием на них усилием прижатия до момента отверждения клея, о т0 л и ч а ю щи и с я тем, что, с целью повышения надежности соединения путем увеличения его усталостной долговечности и трещиностойкости, диаметр проволоки сетки выполняют большим, чем толщина клее5 вого слоя, сетку используют из материала с твердостью большей, чем твердость материала соединяемых деталей, а величину прижатия берут больше величины усилий, соответствующих пределу упругости упомянутого материала.
v US////////.//////////////As

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения соединения деталей | 1990 |
|
SU1735626A1 |
| Способ получения соединения деталей | 1990 |
|
SU1742535A1 |
| Соединение деталей | 1987 |
|
SU1493804A2 |
| Электрически изолирующее неразъемное рельсовое стыковое соединение | 2017 |
|
RU2671893C1 |
| ЭЛЕКТРОИЗОЛИРУЮЩЕЕ СТЫКОВОЕ СОЕДИНЕНИЕ РЕЛЬСОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2319802C1 |
| Способ получения болтового соединения деталей | 1990 |
|
SU1751462A1 |
| Соединение деталей | 1986 |
|
SU1355780A1 |
| СПОСОБ ПОЛУЧЕНИЯ БОЛТОВОГО СОЕДИНЕНИЯ ДЕТАЛЕЙ | 1991 |
|
RU2031260C1 |
| СПОСОБ ПОВЫШЕНИЯ ПРОЧНОСТИ БОЛТОВОГО МЕТАЛЛОКОМПОЗИЦИОННОГО СОЕДИНЕНИЯ | 2015 |
|
RU2607888C1 |
| Соединение деталей | 1986 |
|
SU1323770A1 |
Использование: в самолетостроении. Сущность изобретения: подготавливают српрягаемые поверхности деталей, на одну из них наносят клеевой состав, затем на эту же поверхность накладывают металлическую сетку, изготовленную из материала с твердостью больше, чем твердость материала соединяемых деталей, одну деталь накладывают на другую и прикладывают к ним усилия прижатия, а его величина берется больше величины усилий, соответствующих пределу упругости упомянутого материала. Использование данного способа позволяет повысить усталостную долговечность соединяемых деталей в 1,3-1,5. 5 ил.
ФИГ.I
.11 f М I I f f t 1 1 t ft
Рпр
ШГ.2
/У
ГЕН ШЕ --ПИЬС
;
Л
| Способ получения клеевого соединения | 1982 |
|
SU1139906A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
