штоки 22 и 23 перемещают основную 17 и дополнительную 18 каретки до взаимодействия головок 26 и 27 под ключ с гайкой 39 и головкой болта 38. Включают фрикционный электромагнитный тормоз 35, тормозную электромагнитную муфту 37, привод 6 и возбудитель 3 колебаний. Вращение привода 6 через зубчатые колеса 9 и 10, планетарный редуктор 7, карданный механизм 28, конические зубчатые колеса 29 и 30 и шпиндель 23 с головкой 26 передается на гайку 39. Усилие затяжки контролируется момен- томером 34. По достижении предварительно заданного крутящего момента отлключают привод 6, возбудитель 3 колебаний и тормозную электромагнитную муфту
37, замеряют удлинение болта 38 и рассчитывают предварительное усилие затяжки. Включают дополнительный фрикционный электромагнитный тормоз 36, привод 6 и возбудитель 3 колебаний. При этом вместе с гайкой 39 с той же угловой скоростью в том же направлении вращается болт 38. Считывают показания моментомера и рассчитывают коэффициент трения по торцу гайки, затем коэффициент трения в резьбе и по последним - требуемый момент затяжки резьбового соединения. После этого выключают дополнительный фрикционный тормоз 36, включают тормозную электромагнитную муфту 37 и осуществляют окончательную затяжку резьбового соединения. 1 ил.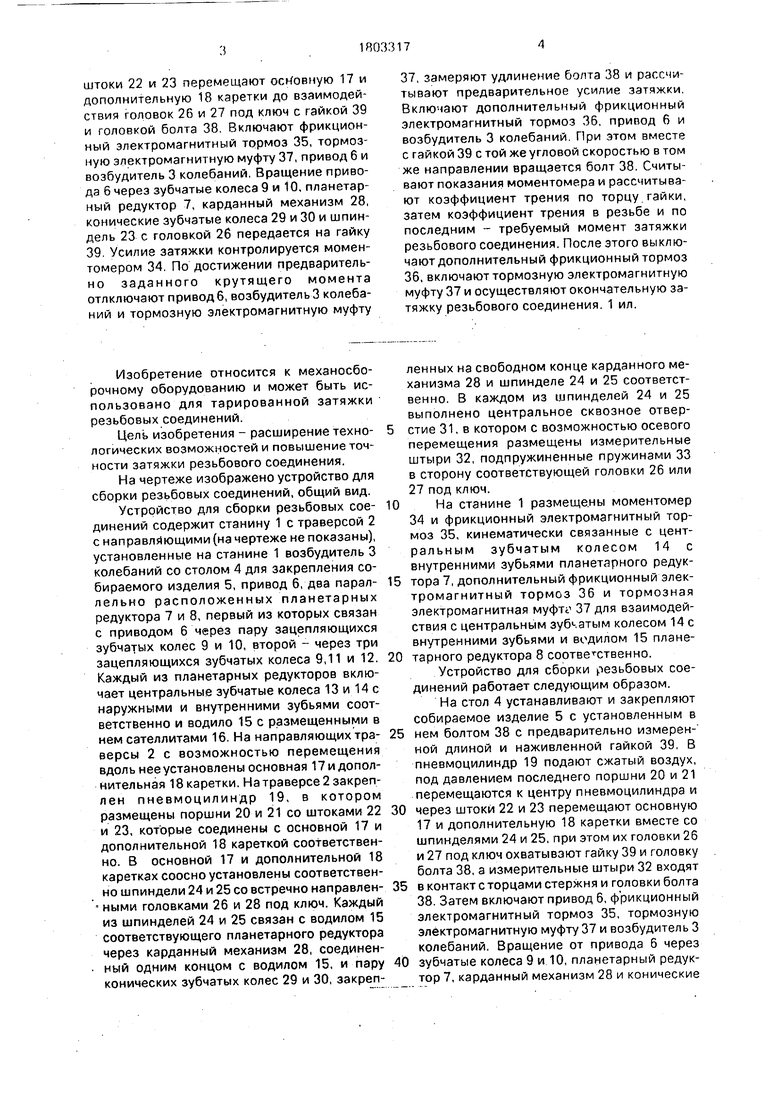
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки резьбовых соединений | 1989 |
|
SU1669703A1 |
| ВИБРАЦИОННЫЙ ГАЙКОВЕРТ | 1998 |
|
RU2182533C2 |
| Электромеханический гайковерт | 1990 |
|
SU1743838A1 |
| ВИБРАЦИОННЫЙ ГАЙКОВЕРТ | 1994 |
|
RU2081741C1 |
| Электромеханический гайковерт | 1988 |
|
SU1565669A2 |
| Способ вибрационной затяжки резьбовых соединений,имеющих стержни большой длины,и виброционный гайковерт для его осуществления | 1981 |
|
SU954203A1 |
| Гайковерт | 1990 |
|
SU1770116A1 |
| ГАЙКОВЕРТ | 2000 |
|
RU2184026C2 |
| ПЕРЕНОСНОЙ МЕТАЛЛОРЕЖУЩИЙ СТАНОК | 1991 |
|
RU2027558C1 |
| ВИБРАЦИОННЫЙ ГАЙКОВЕРТ | 1992 |
|
RU2046696C1 |
Изобретение относится к механосборочному оборудованию. Цель изобретения - расширение технологических возможностей и повышение точности затяжки резьбового соединения. Собираемое изделие 5 с болтом 38 и наживленной гайкой 39 закрепляют на столе 4. В штоковые полости пнев- моцилиндра 19 подают сжатый воздух, под давлением последнего поршни 20 и 21 через
Изобретение относится к механосборочному оборудованию и может быть использовано для тарированной затяжки резьбовых соединений.
Цель изобретения - расширение технологических возможностей и повышение точности затяжки резьбового соединения.
На чертеже изображено устройство для сборки резьбовых соединений, общий вид.
Устройство для сборки резьбовых соединений содержит станину 1 с траверсой 2 с направляющими (на чертеже не показаны), установленные на станине 1 возбудитель 3 колебаний со столом 4 для закрепления собираемого изделия 5, привод 6, два параллельно расположенных планетарных редуктора 7 и 8, первый из которых связан с приводом 6 через пару зацепляющихся зубчатых колес 9 и 10, второй - через три зацепляющихся зубчатых колеса 9,11 и 12. Каждый из планетарных редукторов включает центральные зубчатые колеса 13 и 14 с наружными и внутренними зубьями соответственно и водило 15 с размещенными в нем сателлитами 16. На направляющих траверсы 2 с возможностью перемещения вдоль нее установлены основная 17 и дополнительная 18 каретки. На траверсе 2 закреплен пневмоцилиндр 19, в котором размещены поршни 20 и 21 со штоками 22 и 23, которые соединены с основной 17 и дополнительной 18 кареткой соответственно. В основной 17 и дополнительной 18 каретках соосно установлены соответственно шпиндели 24 и 25 со встречно направлен- ными головками 26 и 28 под ключ. Каждый из шпинделей 24 и 25 связан с водилом 15 соответствующего планетарного редуктора через карданный механизм 28, соединенный одним концом с водилом 15, и пару конических зубчатых колес 29 и 30, закрепленных на свободном конце карданного механизма 28 и шпинделе 24 и 25 соответственно. В каждом из шпинделей 24 и 25 выполнено центральное сквозное отверстие 31, в котором с возможностью осевого перемещения размещены измерительные штыри 32, подпружиненные пружинами 33 в сторону соответствующей головки 26 или 27 под ключ.
На станине 1 размещены моментомер 34 и фрикционный электромагнитный тормоз 35, кинематически связанные с центральным зубчатым колесом 14 с внутренними зубьями планетарного редуктора 7, дополнительный фрикционный электромагнитный тормоз 36 и тормозная электромагнитная муфту 37 для взаимодействия с центральным зубчатым колесом 14с внутренними зубьями и водилом 15 планетарного редуктора 8 соответственно.
Устройство для сборки резьбовых соединений работает следующим образом.
На стол 4 устанавливают и закрепляют собираемое изделие 5 с установленным в
нем болтом 38 с предварительно измерен- ной длиной и наживленной гайкой 39, В пневмоцилиндр 19 подают сжатый воздух, под давлением последнего поршни 20 и 21 перемещаются к центру пневмоцилиндра и
через штоки 22 и 23 перемещают основную 17 и дополнительную 18 каретки вместе со шпинделями 24 и 25, при этом их головки 26 и 27 под ключ охватывают гайку 39 и головку болта 38, а измерительные штыри 32 входят
в контакт с торцами стержня и головки болта 38. Затем включают привод 6, фрикционный электромагнитный тормоз 35, тормозную электромагнитную муфту 37 и возбудитель 3 колебаний. Вращение от привода 6 через
зубчатые колеса 9 и 10, планетарный редуктор 7, карданный механизм 28 и конические
зубчатые колеса 29 и 30 передаются на шпиндель 24, который через головку 26 под ключ осуществляет предварительную затяжку гайки 39. В это время дополнительный шпиндель 25 не вращается, так как кинематически связанное с ним водило 15 редуктора 8 заторможено тормозной электромагнитной муфтой 37, а центральное колесо 14 с внутренними зубьями редуктора 8, связанное с приводом б через сателлиты 16, центральное зубчатое колесо 13 и зубчатые колеса 12,11 и 9, свободно вращается относительно водила 15. По достижении наперед заданного значения крутящего момента, замеряемого моментомером 34, составляющего например 30-50% от требуемого номинального момента затяжки резьбового соединения, отключают привод 6 и возбудитель 3 колебаний, замеряют расстояние между свободными торцами измери- тельных штырей 32 и вычисляют удлинение болта 39, а по последнему - усилие предварительной затяжки резьбового соединения. После этого выключают тормозную электромагнитную муфту 37 и включают дополни- тельный фрикционный электромагнитный тормоз 36, возбудитель 3 колебаний и привод 6. При этом вращение от привода 6 в вышеописанной последовательности передается на затягиваемую гайку 39 и через . зубчатые колеса 9,11 и 12, планетарный редуктор 8, карданный механизм 28, конические зубчатые колеса (на чертеже не Показаны) - на дополнительный шпиндель 25 с головкой 27 под ключ, которая осущест- вляет вращение болта 38 с той же угловой скоростью и в направлении, совпадающим с соответствующими параметрами вращения гайки 39.
В этом режиме работы устройства счи- тывают показания моментомера, соответствующее моменту трения между торцом гайки и болта при рассчитанном предварительном усилии затяжки, а затем по известным эмпирическим зависимостям сначала рассчитывают например, с помощью ЭВМ коэффициент трения между торцом гайки и изделия, затем - коэффициент трения в резьбе, а потом требуемый предельный крутящий момент, при котором обеспечивается требуемое усилие затяжки резьбового соединения. После этого выключают дополнительный фрикционный электромагнитный тормоз 36 и включают вновь тормозную электромагнитную муфту 27, при этом до- полнительный шпиндель 25, а вместе с ним болт 38 останавливаются. Далее, контролируя с помощью моментомера 34, осуществляют окончательную затяжку резьбового соединения до рассчитанного предельного
крутящего момента. По достижении последнего отключают привод 6 и возбудитель 3 колебаний, в полость, образованную пнев- моцилиндром 19 и поршнями 20 и 21, подается сжатый воздух, под давлением которого поршни 20 и 21 перемещаются в осевом направлении и через штоки 22 и 23 разводят основную 17 и дополнительную 18 каретки. Затем снимают собранное изделие 5 со стола 4.
Затем цикл повторяется в вышеописанной последовательности. В случае сборки партии изделий одного типоразмера определение требуемого предельного крутящего момента производится только на одном изделии.
Формула изобретения
Устройство для сборки резьбовых соединений, содержащее станину, установленные на ней возбудитель колебаний со столом для закрепления собираемого изделия, привод, кинематически связанные с ним два параллельно расположенных планетарных редуктора, шпинДель с головкой под ключ на конце, кинематически связанный с водилом первого планетарного редуктора, кинематически связанные с центральным зубчатым колесом с внутренними зубьями первого планетарного редуктора моментомер и фрикционный электромагнитный тормоз и тормозную электромагнитную муфту для взаимодействия с водилом второго планетарного редуктора, отличающееся тем, что, с целью расширения технологических возможностей и повышения точности затяжки резьбо- вого соединения, оно снабжено кинематически связанным с водилом второго планетарного редуктора дополнительным шпинделем с головкой под ключ на конце, дополнительным фрикционным электромагнитным тормозом для взаимодействия с центральным зубчатым колесом с внутренними зубьями второго планетарного редуктора, закрепленной на станине траверсой с направляющими, установленными на последних каретками и измерительными штырями, кинематическая связь каждого из шпинделей с водилом выполнена в виде соединенного одним концом с соответствующим водилом карданного механизма и пары конических зубчатых колес, закрепленных на свободных концах карданного механизма и на шпинделе соответственно, шпиндели размещены в соответствующих каретках соосно друг другу, их головки под ключ встречно направлены и выполнены с центральными сквозными каналами для разме
щения измерительных штырей, подпружи-виде пары зацепляющихся зубчатых колес
ненных в сторону соответствующей головкидля одного планетарного редуктора и трех
под ключ, а кинематическая связь приводазацепляющихся зубчатых колес для друс планетарными редукторами выполнена втого.
| Электромеханический гайковерт | 1978 |
|
SU956267A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Устройство для сборки резьбовых соединений | 1989 |
|
SU1669703A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
