Изобретение относится к области обработки металлов резанием, в частности к переносным станкам для обработки в труднодоступных и стесненных местах в судостроении и судоремонте.
Целью изобретения является повышение надежности станка.
Совокупность отличительных признаков позволяет осуществить прямое регулирование подачи как при перегрузке цепи подачи (проскальзывание муфты подачи), так и при перегрузке цепи главного движения (проскальзывание муфты в цепи главного движения). Обеспечивается автоматическое прямое управление и регулирование процесса обработки по нагрузке в цепи главного движения. Такое управление повышает точность регулирования, что снижает величины перегрузок и уровень напряжений, действующих в деталях конструкции, т.е. повышается надежность и долговечность станка.
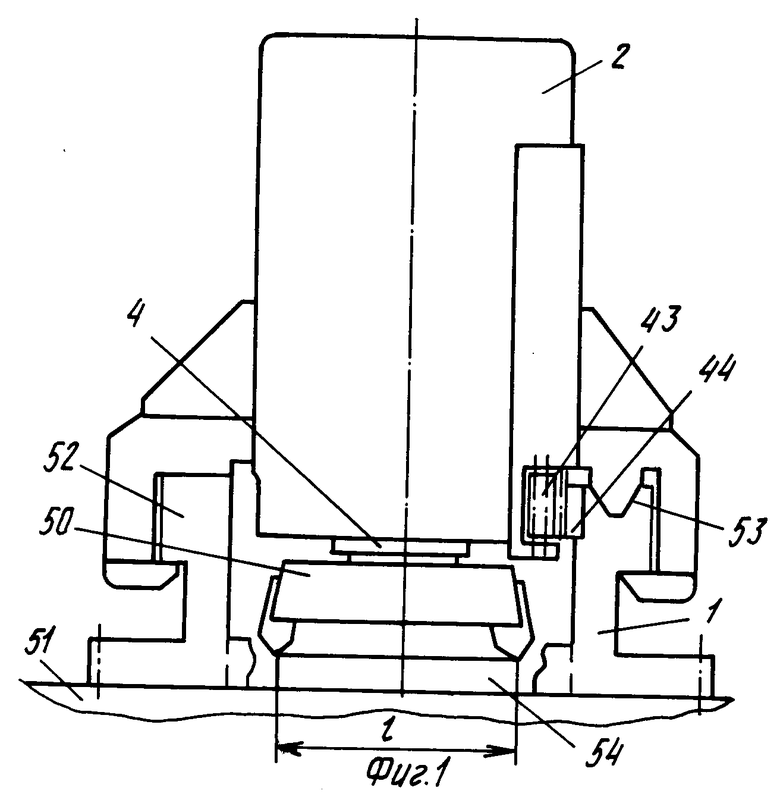
На фиг. 1 изображен переносной металлорежущий станок; на фиг. 2 - кинематическая схема станка.
Станок состоит из станины 1 и перемещающейся относительно нее силовой головки 2. В корпусе 3 головки размещен шпиндель 4, получающий вращение по цепи главного движения, включающей приводной мотор 5, коробку 6 скоростей, цепь зубчатых колес 7-9, фрикционную муфту 10 привода, имеющую в корпусе 11 диски 12, 13 и упругий элемент 14, приводной вал 15, цепь зубчатых 16, 17. Зубчатое колесо 17, передающее вращение на шпиндель 4, соединено с ним профильным соединением "а" (шлицевым или шпоночным) и зафиксировано в корпусе 3 в осевом направлении. На верхнем конце шпинделя 4 выполнены хвостовик в виде квадрата (лысок) 18 и резьбовой участок 19, а в корпусе 3 установлен резьбовой элемент (например, полугайка) 20 с возможностью взаимодействия с резьбовым участком 19. Управление резьбовым элементом осуществляется механизмом 21 управления. В ступице 22 зубчатого колеса 17 установлен зажим 23, например тангенциальный или клеммовый, фиксирующий шпиндель 4 в осевом направлении.
Для управления муфтой 10 привода предназначен винтовой механизм 24. Для осуществления продольных (горизонтальных) перемещений головки 2 служит цепь подачи, которая включает зубчатые колеса 9 и 16, муфту 10 привода, зубчатое колесо 25, вал 26, муфту 27 подачи, состоящую из дисков 28, 29 и упругого элемента 30, тормоз подачи (на фиг. не обозначен), состоящий из дисков 31, 32, механизм управления муфтой 27 и тормозом 33 подачи, коробку подач 34, состоящую из зубчатых колес 35-40, вала 41, планетарную передачу 42, и выходное звено цепи подачи, выполненное, например, в виде реечной пары - зубчатого колеса 43 и рейки 44. Рейка 44 закреплена на станине 1.
Выходное звено цепи подачи может быть выполнено в виде винтовой пары, цепной или фрикционной пары, один из элементов которой закреплен на станине 1 или на изделии.
Планетарная передача 42 состоит из центральных колес 45, 46 внешнего и внутреннего зацепления соответственно сателлитов 47, сцепленных с колесами 45 и 46 и размещенных в водиле 48. Зубчатое колесо 46 соединено с зубчатым колесом 49, находящимся в зацеплении с зубчатым колесом 9 цепи главного движения.
Центральные зубчатые колеса 45 и 46 связаны между собой кинематической связью, которая включает зубчатые колеса 36, 35 (или 38, 37 или 40, 39), 25, 16, 9, 49, фрикционные муфты 10, 27 привода и подачи, корпуса которых жестко соединены с зубчатыми колесами 9 и 35, 37, 39 соответственно.
Коробка 34 подач имеет переключатель (на фиг. не обозначен), выполненный, например, в виде вытяжной шпонки, который замыкает зубчатые колеса 36, 38, 40 на вал 41.
В шпинделе 4 станка устанавливается инструмент, например фреза 50.
Станина 1 предназначена для закрепления станка на изделии 51 технологическими крепежными элементами (на фиг. не показаны) и установки силовой головки 2 в направляющих 52, 53, при этом фреза 50 располагается напротив обрабатываемого элемента 54, например платика фундамента.
Станок работает следующим образом.
Производится закрепление станины 1 станка на обрабатываемом изделии 51 технологическими крепежными элементами.
Включается мотор 5, от которого вращение через планетарную коробку скоростей 6, зубчатые колеса 7, 8, 9, муфту 10, приводной вал 15, зубчатые колеса 16, 17 и профильное (шпоночное) соединение "а" передается на шпиндель 4. Механизмом 24 на муфте 10 устанавливается предельная величина момента вращения, определяемая возможностями инструмента 50, мощностью привода 5 или другими технологическими ограничениями. Механизмом 21 управления вводят резьбовой элемент 20 в контакт с резьбовым участком 19 шпинделя 4. Шпиндель 4 с инструментом 50 перемещается вниз. По достижении заданного горизонта обработки станок останавливается и шпиндель 4 фиксируется в осевом направлении затяжкой зажима 23.
Управляющим элементом коробки подач 34 устанавливается величина подачи, несколько большая необходимой по режимам обработки за счет сцепления одного из зубчатых колес 36, 38, 40 с валом 41, например колеса 36.
Механизмом 33 управления предварительно затягивается муфта подачи 27 на усилие подачи.
Включается станок и осуществляется вращение шпинделя 4. Одновременно вращение с зубчатого колеса 9, установленного по ходу передачи движения перед муфтой привода 10, идет по кинематической связи, выполненной в виде сцепленного с зубчатым колесом 9 зубчатого колеса 49, и передается зубчатому колесу 46 внутреннего зацепления планетарного редуктора 42. С зубчатого колеса 16 приводного вала 15, установленного за муфтой 10 (по ходу цепи главного движения при передаче вращения на шпиндель 4), вращение через дополнительное зубчатое колесо 25 по цепи главного движения передается в цепь подачи на вал 26, а через зубчатые колеса 35, 36 коробки подач 34 - на вал 41 и приводное центральное зубчатое колесо 46 наружного зацепления. Медленное результирующее движение с сателлитов 47, сцепленных с обоими центральными колесами 45, 46, снимается водилом 48 и передается на элемент выходного звена подачи - зубчатое колесо 43, которое, обкатываясь по рейке 44, перемещает силовую головку 2 по направляющим 52, 53 с величиной подачи подвода, определяемой передаточным отношением кинематической связи между зубчатыми колесами 45 и 46. При контакте инструмента 50 с обрабатываемой поверхностью подача уменьшается и устанавливается в соответствии с настроенного фрикционной муфтой 27 усилием подачи и условиями обработки: диаметром фрезы, числом ее зубьев, глубиной обработки t; шириной обрабатываемого платика l. При этом фрикционная муфта 27 постоянно проскальзывает, а окружная скорость зубчатого колеса 45 уменьшается, определяя величину рабочей подачи.
При выходе фрезы 50 с торца платика 54 подача начнет увеличиваться и достигнет по окончании обработки значения подачи подвода и до следующего платика 54 головка 2 будет перемещаться ускоренно с подачей подвода, а затем процесс повторится. Если в процессе работы меняются параметры обработки, например, увеличивается глубина снимаемого припуска t или ширина l обрабатываемой поверхности платика 54, то автоматически будет увеличиваться величина проскальзывания муфты 27 и уменьшаться величина подачи, при уменьшении параметров t, l проскальзывание муфты 27 уменьшается, величина подачи увеличивается.
При затуплении режущих кромок инструмента усилие подачи остается постоянным, равным настроенному муфтой 27, а величина подачи уменьшиться, что приведет к уменьшению крутящего момента на шпинделе 4 и не произойдет перегрузка станка.
Если при работе будет происходить защемление инструмента, например отрезной фрезой при прорезке ребер, то произойдет увеличение крутящего момента на шпинделе 4 и соответственно во всей цепи главного движения. В результате произойдет проскальзывание муфты 10, упадет частота вращения и шпинделя 4 и зубчатого колеса 45. Это приведет к тому, что скорость водила 48 упадет до нулевого значения или даже изменит знак, т.е. направление вращения выходного звена - зубчатого колеса 43. Следовательно, произойдет, в зависимости от степени перегрузки шпинделя 4, уменьшение подачи до нуля или даже отход головки 2 (отрицательная подача) до устранения заклинивания.
Если произойдет выкрашивание части зубьев инструмента, например отрезной фрезы, то так же произойдет проскальзывание фрикционной муфты 10, уменьшение частоты вращения зубчатого колеса 45, шпинделя 4 и отвод головки 2 с инструментом 50, пока не провернутся изломанные зубья инструмента 50. По окончании обработки при необходимости инструмент 50 поднимается. Для этого мотор 5 останавливается, муфты 10, 27 выключаются, а резьбовой элемент 20 сцепляется с нарезкой 19, зажим 23 отпускается и ручным вращением за хвостовик 18 против часовой стрелки шпиндель 4 отводится и фиксируется зажимом 23. Затем механизмом 33 управления замыкаются на корпус 3 силовой головки 2 диски 30, 32 тормоза 5. Останавливается через зубчатые колеса 30, 36 центральное зубчатое колесо 45 планетарного редуктора (при этом муфта 27 выключена).
При включении мотора 5 вращение по дополнительной кинематической связи поступает на центральное зубчатое колесо 46 с внутренними зубьями и водило 48 приобретает отрицательную скорость (вращается ускоренно в обратную сторону зубчатое колесо 43) и осуществляется ускоренный отвод головки 2 в исходное положение.
| название | год | авторы | номер документа |
|---|---|---|---|
| Переносной металлорежущий станок | 1990 |
|
SU1745432A1 |
| Металлорежущий станок | 1982 |
|
SU1115861A1 |
| Металлорежущий станок | 1983 |
|
SU1214337A1 |
| Шпиндельный узел сверлильного станка | 1982 |
|
SU1093427A1 |
| Переносной станок для обработки отверстий в труднодоступных местах | 1984 |
|
SU1371794A1 |
| Переносной сверлильно-резьбонарезной станок | 1982 |
|
SU1060362A1 |
| Переносной станок для нарезания резьбы | 1981 |
|
SU1039659A1 |
| Переносной сверлильный станок | 1982 |
|
SU1115862A1 |
| Переносной станок для нарезания резьбы | 1979 |
|
SU874286A2 |
| Переносной сверлильный станок | 1982 |
|
SU1115863A1 |
Использование: обработка металлов резанием, в частности переносные станки для обработки в труднодоступных местах. Сущность изобретения: в корпусе 3 размещены кинематические цепи главного движения - вращения шпинделя 4 - и цепь подач. Центральные зубчатые колеса 45, 46 планетарной передачи 42 цепи подач кинематически связаны с фрикционной муфтой 27, а в цепи главного движения расположена фрикционная муфта 10, размещенная между зубчатыми колесами 17 и 9. Зубчатое колесо 17 через колесо 25 связано с цепью подачи, а зубчатое колесо 9 через колесо 49 - с центральным колесом 46 планетарной передачи 42. При затуплении режущих кромок инструмента усилие подачи будет постоянным, равным настроенному муфтой 27, а величина подачи уменьшится, т. е. уменьшится крутящий момент и не произойдет перегрузки станка. При защемлении инструмента, например при прорезке ребер, или выкрашивании его зубьев произойдет увеличение крутящего момента на шпинделе 4, соответственно - в цепи главного движения, в результате чего будут осуществляться проскальзывание муфты 10 и отвод головки 2 с инструментом. 2 ил.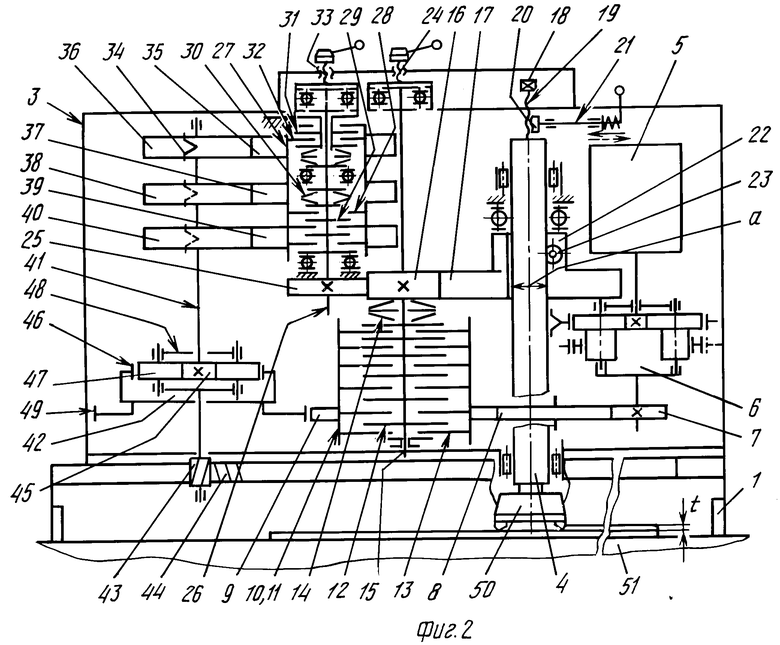
ПЕРЕНОСНОЙ МЕТАЛЛОРЕЖУЩИЙ СТАНОК, содержащий шпиндель с инструментальной головкой, связанный с цепью главного движения и цепью подач, и две фрикционные муфты, одна из которых установлена в цепи подач, отличающийся тем, что, с целью повышения надежности, вторая фрикционная муфта размещена в цепи главного движения и связана зубчатыми колесами с фрикционной муфтой цепи подач и планетарной передачей, которая введена в станок и соединена с выходным звеном цепи подач.
| Переносной сверлильный станок | 1982 |
|
SU1115863A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
