Изобретение относится к обработке металлов давлением и резанием и может быть использовано а машиностроении для чистовой обработки гладких валов.
Цель изобретения - повышение качества.
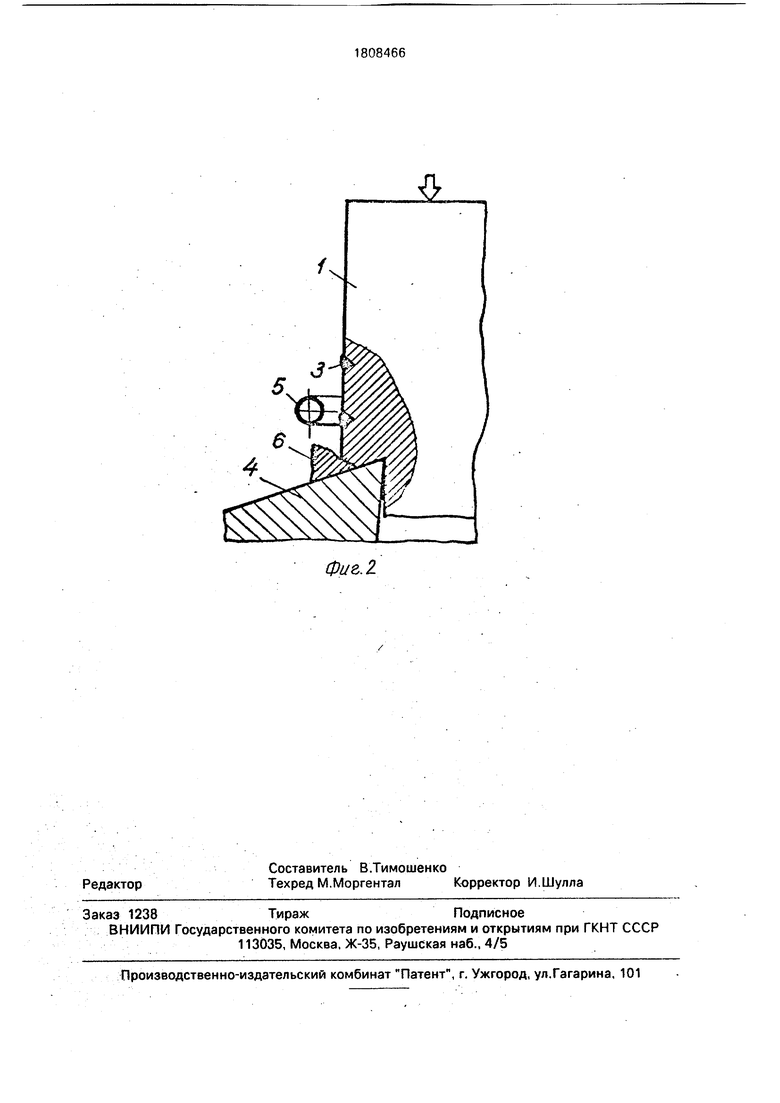
На фиг. 1 показана последовательность осуществления способа: на фиг 2 - схема срезания припуска.
На заготовке 1 под углом 60-75° к оси формируют рифления 2, к примеру накатыванием. Глубина рифлений составляет Л h О.ЗДз . а шаг между смежными впадинами S Дз, где Аз - величина срезаемого припуска. Затем рифления заполняют поверхностно-активными сплавами 3, к примеру, напылением, электроискровым легированием.
Срезание припуска осуществляют проталкиванием подготовленной заготовки 1 в матрицу 4. Проталкиваемая заготовка 1 с заполненными поверхностно-активным сплавом 3 рифлениями проходит через кольцевой индуктор 5. При этом поверхностно-активный сплав вблизи зоны резания расплавляется и при срезании припуска трещина, по которой идет отделение элемента стружки 6, выходит из кромки матри- цы 4 в вершину впадины. Расплав поверхностно-активного сплава охрупчива- ет материал заготовки и в результате отклоняет трещину в тело снимаемого припуска и исключает возможность возникновения дефектов в виде вырывов, чешуек на обработанной поверхности. Поверхность после срезания припуска имеет низкую шероховатость.
П р и м е р. На цилиндрической заготовке из стали Х18Н9Т диаметром 11 мм накатыванием формировали под углом 60° к оси рифления глубиной 0.15 мм и шагом 0,5 мм.
Затем заготовку проталкивали в матрицу с рабочим отверстием 10 мм и передним углом 15°. На поверхности наблюдались вырывы, шероховатость соответствовала 80 мкм по Rz. Во втором случае рифления
заполнили опилками эвтектики - олово- цинк и закрепили резиновым клеем. Образец нагревали в печи до расплавления сплава и проталкивали в матрицу. Стружка имела форму частей кольца, а на обработанной поверхности не наблюдалось вырывов. Шероховатость поверхности соответствовала 1,25-1,5 мкм по Ra.
Способ может найти широкое применение в металлообрабатывающей промышленности для чистовой обработки деталей типа втулок, штифтов с высокой производительностью.
Формула изобретения
1. Способ обработки гладких валов, со
гласно которому на поверхности заготовки
формируют рифления, ориентированные под углом к оси заготовки, а затем осуществляют срезание припуска, отличающий- с я тем, что, с целью повышения качества,
после формирования рифлений их заполняют поверхностно-активным сплавом, а при срезании припуска заготовку нагревают до температуры плавления поверхностно-активного сплава.
2. Способ по п. 1,отличающийся тем, что рифления формируют глубиной Л h 0,3 Аз и шагом S Аз , где Аз - величина срезаемого припуска.
Фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕЖУЩЕ-ДЕФОРМИРУЮЩЕЙ ОБРАБОТКИ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 2013 |
|
RU2536308C1 |
| УСТРОЙСТВО ДЛЯ ВНУТРЕННЕГО РЕЗЬБОНАКАТЫВАНИЯ | 2012 |
|
RU2505383C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВНУТРЕННИХ РЕЗЬБ | 2012 |
|
RU2521758C2 |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ С КАЛИБРОВАНИЕМ И УПРОЧНЕНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2011 |
|
RU2478025C1 |
| ИНСТРУМЕНТ ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ С КАЛИБРОВАНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2011 |
|
RU2478457C1 |
| Способ комбинированной обработки | 1985 |
|
SU1234058A1 |
| СПОСОБ НАРЕЗАНИЯ РЕЗЬБ НА КОНЦАХ ОБСАДНЫХ ТРУБ И МУФТАХ | 2016 |
|
RU2648589C2 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ С ДРОБЛЕНИЕМ СТРУЖКИ | 2018 |
|
RU2696512C1 |
| СПОСОБ ДЕФОРМИРУЮЩЕ-РЕЖУЩЕГО ДОРНОВАНИЯ СО СТАТИКО-ИМПУЛЬСНЫМ НАГРУЖЕНИЕМ | 2010 |
|
RU2460627C2 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ДЕФОРМИРУЮЩЕ-РЕЖУЩЕГО ДОРНОВАНИЯ | 2010 |
|
RU2460626C2 |
Использование: при обработке заготовок типа гладких валов. Сущность изобретения: на заготовке 1 под углом к ее оси формируют рифления 2 глубиной Дл 0,3 Дз и шагом 5 Д} .где AJ -величина срезаемого припуска. Заполняют рифления 2 поверхностно-активным сплавом 3. Пропускают заготовку 1 через кольцевой индуктор, нагревая ее до температуры плавления поверхностно-активного сплава. Срезают припуск 3, проталкивая заготовку 2 в матрицу. 1 з.п. ф-лы, 2 ил.
| Тимошенко В.А., Крученко Л.Н, Чистовая обработка гладких валов в штампах | |||
| Высокопроизводительные металлосберега- ющие процессы обработки металлов | |||
| Способ изготовления электрических сопротивлений посредством осаждения слоя проводника на поверхности изолятора | 1921 |
|
SU19A1 |
| Министерство высшего и среднего специального образования, МССР | |||
| Кишинев, 1984, с | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
