Изобретение относится к обработке металлов давлением, а именно к способам комбинированной обработки цилиндрических поверхностей.
Цель изобретения - повьшение качества обработки поверхности.
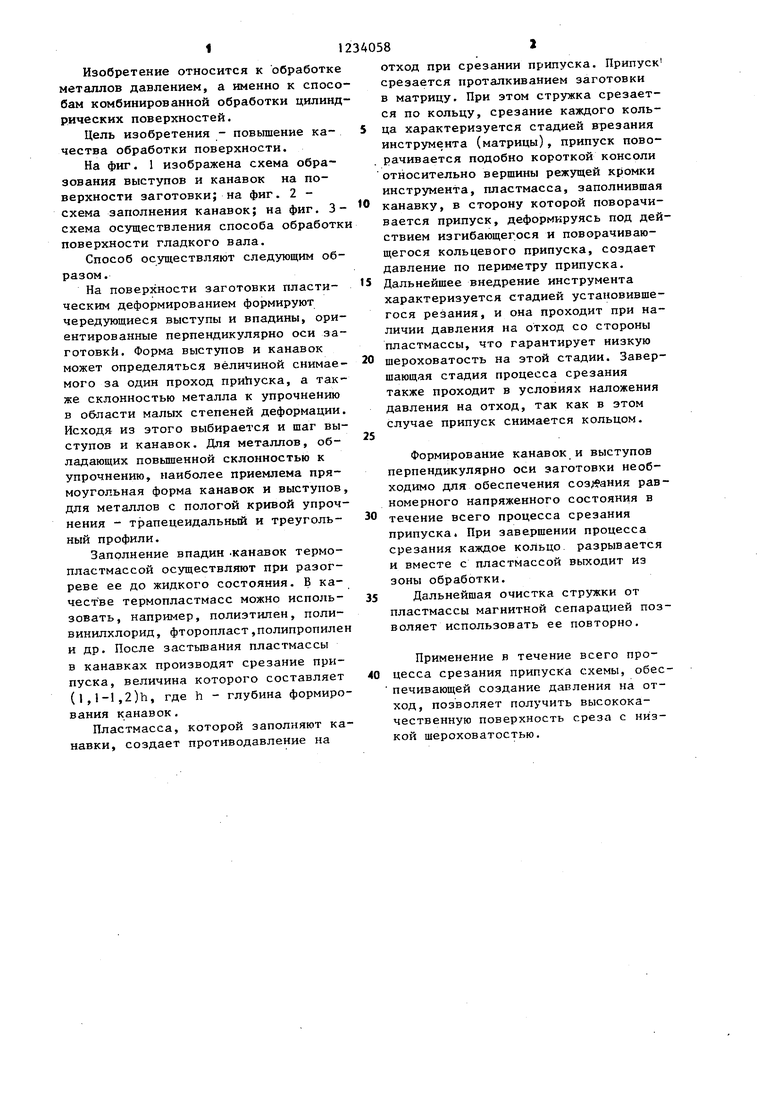
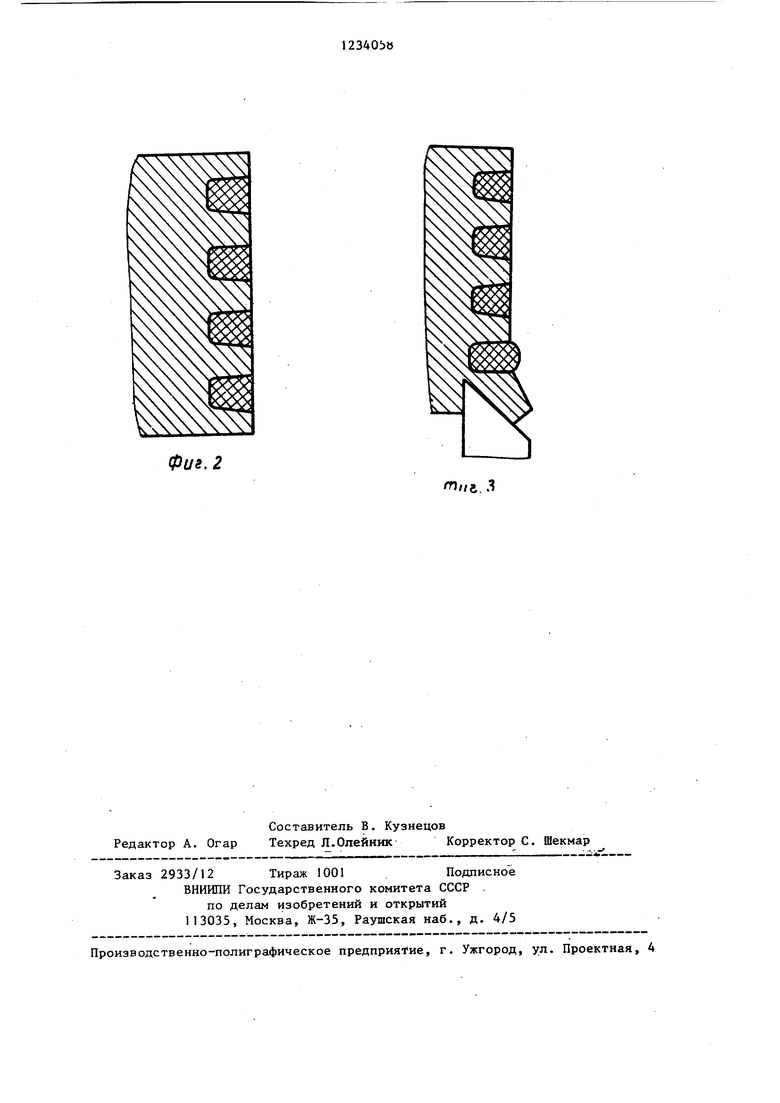
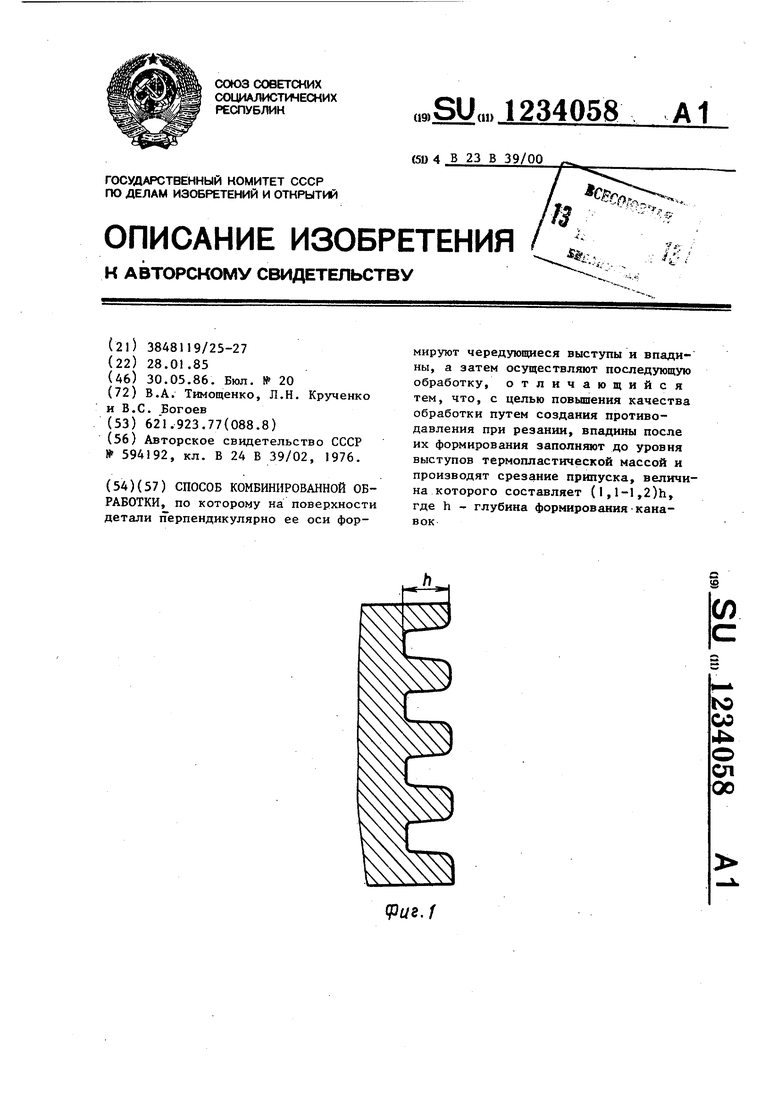
На фиг. 1 изображена схема образования выступов и канавок на поверхности заготовки; на фиг. 2 отход при срезании припуска. Припуск срезается проталкиванием заготовки в матрицу. При этом стружка срезается по кольцу, срезание катвдого кольца характеризуется стадией врезания инструмента (матрицы), припуск поворачивается подобно короткой консоли относительно вершины режущей кромки инструмента, пластмасса, заполнившая
схема заполнения канавок; на фиг. 3 - канавку, в сторону которой поворачисхема осуществления способа обработк поверхности гладкого вала.
Способ осуществляют следующим образом.
На поверхности заготовки пластическим деформированием формируют чередующиеся выступы и впадины, ориентированные перпендикулярно оси заготовки. Форма выступов и канавок может определяться величиной снимаемого за один проход приЬуска, а также склонностью металла к упрочнению в области малых степеней деформации. Исходя из этого выбирается и шаг Выступов и канавок. Для металлов, обладающих повьшенной склонностью к упрочнению, наиболее приемлема прямоугольная форма канавок и выступов, для металлов с пологой кривой упрочнения - трапецеидальный и треугольный профили.
Заполнение впадин .канавок термопластмассой осуществляют при разогреве ее до жидкого состояния. В качестве термопластмасс можно использовать, например, полиэтилен, поли- винилхлорид, фторопласт,полипропилен и др. После застьюания пластмассы в канавках производят срезание припуска, величина которого составляет (l,l-l,2)h, где h - глубина формирования канавок.
Пластмасса, которой заполняют канавки, создает противодавление на
отход при срезании припуска. Припуск срезается проталкиванием заготовки в матрицу. При этом стружка срезается по кольцу, срезание катвдого кольца характеризуется стадией врезания инструмента (матрицы), припуск поворачивается подобно короткой консоли относительно вершины режущей кромки инструмента, пластмасса, заполнившая
канавку, в сторону которой поворачивается припуск, деформируясь под действием изгибающегося и поворачивающегося кольцевого припуска, создает давление по периметру припуска.
Дальнейшее внедрение инструмента
характеризуется стадией установившегося резания, и она проходит при наличии давления на отход со стороны пластмассы, что гарантирует низкую
шероховатость на зтой стадии. Завер- щающая стадия процесса срезания также проходит в условиях наложения давления на отход, так как в этом случае припуск снимается кольцом.
Формирование канавок и выступов перпендикулярно оси заготовки необходимо для обеспечения равномерного напряженного состояния в
течение всего процесса срезания припуска. При завершении процесса срезания каждое кольцо разрывается и вместе с пластмассой выходит из зоны обработки.
Дальнейшая очистка стружки от
пластмассы магнитной сепарацией позволяет использовать ее повторно.
Применение в течение всего про- цесса срезания припуска схемы, обес- печивающей создание давления на отход, позволяет получить высококачественную поверхность среза с низкой шероховатостью.
Фиг. 2
Составитель В. Кузнецов Редактор А. Огар Техред Л.Олейник Корректор С. Шекмар
Заказ 2933/12 Тираж 1001Подписное
ВНИИПИ Государственного комитета СССР .
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
. .
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНСТРУМЕНТ ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ С КАЛИБРОВАНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2011 |
|
RU2478457C1 |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ С КАЛИБРОВАНИЕМ И УПРОЧНЕНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2011 |
|
RU2478025C1 |
| Штамп совмещенного действия | 1983 |
|
SU1148674A1 |
| СПОСОБ ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ И КАЛИБРОВАНИЯ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ДЕФОРМИРУЮЩЕ-РЕЖУЩИМ ИНСТРУМЕНТОМ | 2011 |
|
RU2474486C1 |
| РЕЗЬБОНАКАТНОЙ МЕТЧИК С ИМПУЛЬСНЫМ УСТРОЙСТВОМ ПРИВОДА | 2013 |
|
RU2538248C1 |
| Способ обработки гладких валов | 1990 |
|
SU1808466A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ С ДРОБЛЕНИЕМ СТРУЖКИ | 2014 |
|
RU2578875C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ С КАЛИБРОВАНИЕМ И УПРОЧНЕНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2011 |
|
RU2484928C2 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2018416C1 |
| УСТРОЙСТВО ДЛЯ ВНУТРЕННЕГО РЕЗЬБОНАКАТЫВАНИЯ | 2012 |
|
RU2505383C1 |
| Способ упрочняюще-отделочной обработки внутренних поверхностей деталей и устройство для его осуществления | 1975 |
|
SU594192A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
