Изобретение относится к станкостроению и может быть использовано при обработке цилиндрических деталей, преимущественно втулок, в оптическом приборостроении, в частности при производстве эндоскопов,
Цель изобретения - расширение технологических возможностей за счет обеспечения обработки деталей с внутренним диаметром менее f 12 мм.
Поставленная цель достигается тем, что в устройство для снятия внутренних фасок в отверстиях цилиндрических деталей, содержащем установленную в корпусе с возможностью поворота на оси подпружиненную оправку, несущую режущий инструмент, который представляет собой зенковку с торцовыми шлицами,подпружиненная оправка выполнена в виде двуплечего рычага, а приводным элементом служит заостренная пластина, предназначенная для взаимодействия со шлицами зенковки.
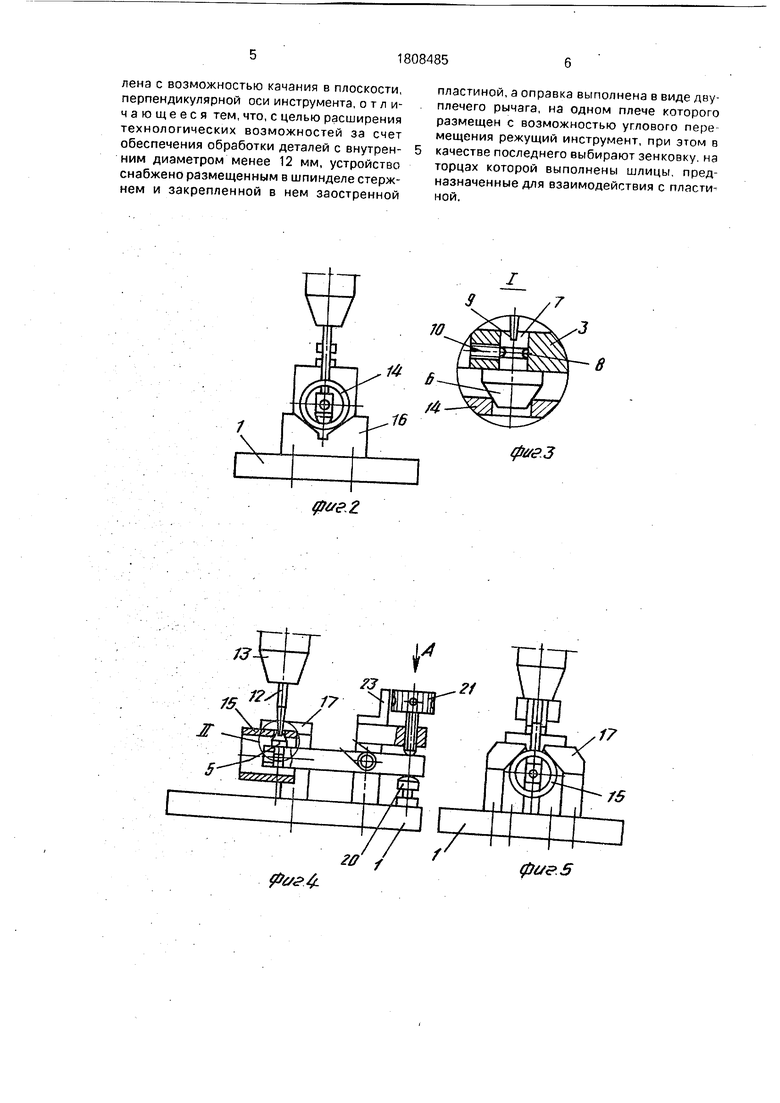
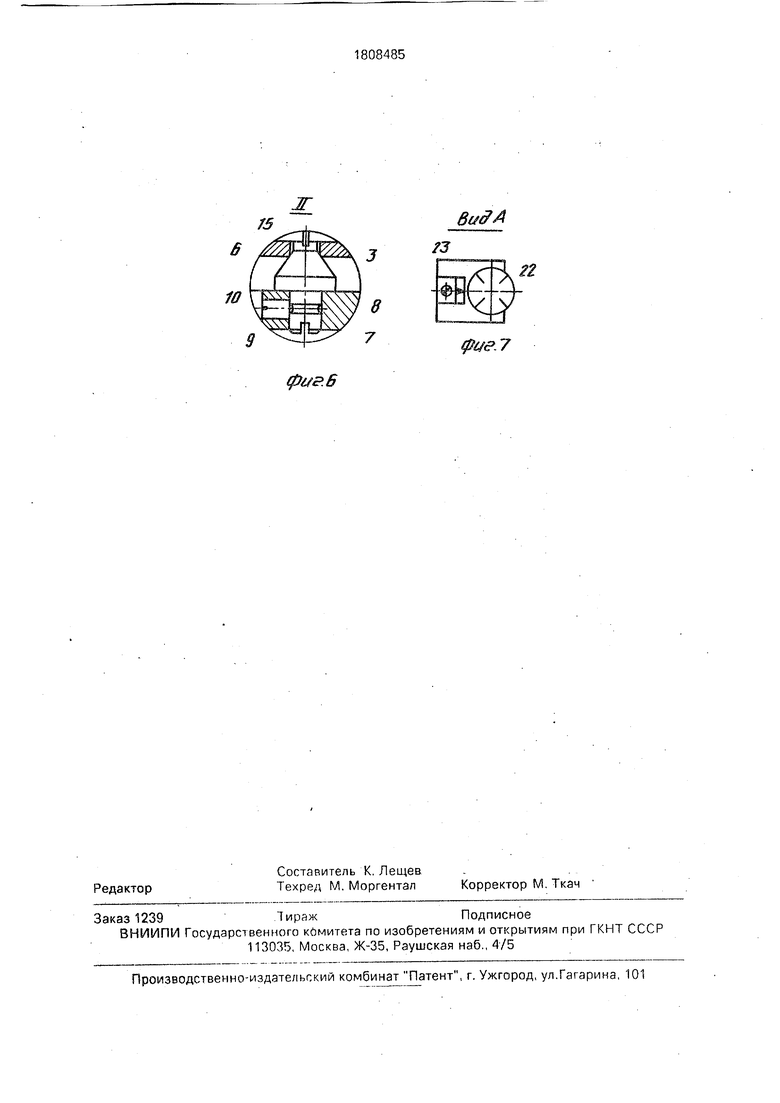
На фиг.1 изображен общий вид устройства 1 для снятия внутренних фасок в цилиндрических деталях с радиально-соосными отверстиями; на фиг.2 - вид устройства 1 слева; на фиг.З - узел I на фиг.1; на фиг.4 - устройство 2 для снятия внутренних фасок в цилиндрических деталях с несоосными радиальными отверстиями; на фиг,5 - вид устройства 2 слева; на фиг.б - узел II на фиг.4; на фиг.7 - вид по стрелке А на фиг.4.
Устройство содержит корпус 1, установленную на нем посредством стойки 2 подпружиненную оправку-рычаг 3 с возможностью поворота ее на оси 4 стойки 2. Режущий инструмент - зенковка 5 установлена с возможностью вращения на левом конце оправки-рычага 3 и состоит из режущей конической части б и цилиндрического хвостовика 7, на котором выполнена кольцевая канавка 8. На торцах зенковки образованы шлицы 9. Винт 10, установленный в оправку-рычаг 3, коническим или радиусным концом входит в канавку 8, ограничивая осевое смещение зенковки 5.
Поджим оправки-рычага 3 осуществляется пружиной 11. Заостренная пластина 12, закрепленная в шпинделе 13, взаимодействует со шлицем 9 зенковки 5 и служит ее приводным элементом. Обрабатываемая цилиндрическая деталь 14 или 15 базируется соответственно на призме 16 или 17, в зависимости от конструктивных особенностей детали.
Регулировочные винты 18, 19, 20 и приводной винт 21 служат для определения углового положения оправки-рычага 3 и связанной с ним зенковки 5.
На торце приводного винта 21 нанесены риски шкалы 22, а угольник 23 несет индекс 24 для отсчета осевого смещения винта 21 и находящегося в контакте с ним
рычага 3 с зенковкой 5.
Устройство работает следующим образом.
. Цилиндрическая деталь 14, имеющая два соосных радиальных отверстия, в одном
0 из которых необходимо снять внутреннюю фаску(фигЛ), устанавливается на призму 16. При этом оправка-рычаг 3, упираясь в торец регулировочного винта 18 под действием пружины 11 обеспечивает необходимый за5 зор для прохода детали 14 между зенковкой 5 и призмой 16. Затем шпиндель 13 с закрепленной в нем пластиной 12 перемещается вниз, при этом пластина 12 проходит через верхнее.отверстие и входит в шлиц 9
0 зенковки 5.
При сообщении вращения шпинделю 13 и дальнейшем его перемещении, рабочая коническая часть 6 зенковки 5 центрируется по нижнему отверстию детали 14 и снимает
5 внутреннюю фаску в отверстии, пока рычаг 3 не упрется в торец винта 19, регулировкой которой определяется размер снимаемой фаски. Затем шпиндель 1.3 перемещается.в верхнее положение, рычаг 3 под действием
0 пружины 11 устанавливается в исходное положение до упора в винт 18, деталь 14 снимается
В случаях, когда выполнение двух соосных радиальных отверстий недопустимо по
5 конструктивным соображениям, возможна модификация рассмотренного выше устройства (фиг.4). Работа такого устройства заключается в том, что деталь 15, имеющая одностороннее радиальное отверстие, уста0 навливается этим отверстием на коническую часть 6 зенковки 5, когда левое плечо рычага 3 отведено в нижнее положение. Затем приводным винтом 21 рычаг 3 поворачивается по часовой стрелке до упора
5 детали 15 в перевернутую призму 17.
Шпиндель 13 перемещают вниз до ввода пластины 12 в шлиц 9 зенковки 5. Шпинделю 13 сообщают вращение, а винтом 21 продолжают поворот рычага 3 до упора его
0 в регулировочный винт 20. При этом вращающаяся зенковка 5 снимает фаску, глубина которой определяется настройкой винта 20, Затем винтом 21 поворачивают рычаг 3 в исходное положение, а деталь 15 снимают.
5 Формула изобретения
Устройство для снятия внутренних фасок в отверстиях цилиндрических деталей, в корпусе которого размещены шпиндель и подпружиненная оправка, несущая режущий инструмент, причем оправку установлена с возможностью качания в плоскости, перпендикулярной оси инструмента, отличающееся тем, что, с целью расширения технологических возможностей за счет обеспечения обработки деталей с внутренним диаметром менее 12 мм, устройство снабжено размещенным в шпинделе стержнем и закрепленной в нем заостренной
пластиной, а оправка выполнена в виде дву- плечего рычага, на одном плече которого размещен с возможностью углового перемещения режущий инструмент, при этом в качестве последнего выбирают зенковку, на торцах которой выполнены шлицы, предназначенные для взаимодействия с пластиной.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЗИРОВАННОЕ УСТРОЙСТВО ДЛЯ СНЯТИЯ ФАСОК | 1998 |
|
RU2137875C1 |
| УСТРОЙСТВО ДЛЯ СНЯТИЯ ФАСОК С ДВУХ СТОРОН В ОТВЕРСТИЯХ РЕЛЬСОВ | 1997 |
|
RU2107591C1 |
| Устройство для снятия двусторонних фасок | 1980 |
|
SU931325A2 |
| Устройство для снятия фасок и заусенцев | 1988 |
|
SU1618506A1 |
| Устройство для зенковки отверстий | 1980 |
|
SU1002104A1 |
| Устройство для снятия фасок | 1988 |
|
SU1690961A1 |
| ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ | 1992 |
|
RU2009786C1 |
| Инструмент для зачистки заусенцев и снятия фасок | 1985 |
|
SU1303287A1 |
| Устройство к сверлильному станку для зенковки отверстий с обратной стороны | 1982 |
|
SU1139574A1 |
| Устройство для снятия внутренних фасок в отверстиях цилиндрических деталей | 1987 |
|
SU1458094A1 |
Использование: станкостроение, а именно устройства для снятия внутренних фасок в отверстиях цилиндрических деталей. Сущность изобретения: цилиндрическая деталь 14, имеющая два соосных радиальных отверстия, в одном из которых необходимо снять внутреннюю фаску, устанавливается в призму 16, размещенную на корпусе 1. При этом оправка - рычаг 3, упираясь вторец регулировочного винта 18,под действием пружины 11 обеспечивает необходимый зазор для прохода детали 14 между зенковкой 5 и призмой 16. Затем шпиндель 16 с установленной в нем заостренной пластиной 12 перемещается вниз. Пластина 12 проходит через верхнее отверстие и входит в шлиц зенковки 5. При сообщении вращения шпинделю 13 и дальнейшем его перемещении, коническая часть зенковки 5 центрируется и снимает внутреннюю фаску в отверстии, пока рычаг 3 под действием пружины 11 не упрется в торец винта 19, регулировкой которого определяется размер снимаемой фаски. 7 ил. Чажаз
five. 2
Р&г4(рмг.6
| Филиппов Г.В | |||
| Режущий инструмент | |||
| Л.: Машиностроение, 1981, с | |||
| Катодное реле | 1921 |
|
SU250A1 |
| Устройство для снятия внутренних фасок в отверстиях цилиндрических деталей | 1987 |
|
SU1458094A1 |
