1
(21)4420570/08
(22) 04.05.88
(46) 07.01.91. Бюл. Р 1
(71) Производственное объединение Волгодизельмаш
(72) В.А.Селиванчик (53) 621-.8-209.3 (088.8) (56) Авторское свидетельство СССР № 270444, кл. В 23 В 43/00, 1965. (54) УСТРОЙСТВО ДЛЯ СНЯТИЯ ФАСОК И ЗАУСЕНЦЕВ
(57) Изобретение относится к устройствам для обработки металлов резанием, а именно к устройствам для снятия фасок и заусенцев в отверстиях. Целью изобретения является повышение
производительности устройства путем сокращения времени на установку детали в заданное положение перед обработкой. Поршневой палец укладывают на призму к надвигают на редуктор до попадания пружинного фиксатора в отверстие пальца. Перемещением ру-, коятки 12 поворачивают эксцентрики 9, призма поднимается и деталь подается на вращающуюся зенковку. Снимается фаска. Для настройки на обработку следующего отверстия поворачивают деталь до совмещения фиксатора со следующим отверстием, оси зенковки и отверстия совпадают и цикл повторяется. 1 з.п. ф-лы, 3 ил.
ю
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для снятия внутренних фасок в отверстиях цилиндрических деталей | 1991 |
|
SU1808485A1 |
| УСТРОЙСТВО ДЛЯ СНЯТИЯ ФАСОК С ДВУХ СТОРОН В ОТВЕРСТИЯХ РЕЛЬСОВ | 1997 |
|
RU2107591C1 |
| АВТОМАТИЗИРОВАННОЕ УСТРОЙСТВО ДЛЯ СНЯТИЯ ФАСОК | 1998 |
|
RU2137875C1 |
| Станок ручной для снятия фаски | 2020 |
|
RU2735848C1 |
| А. А. Подгорный, Д. И. Степанов, Л. Я. Юсим и Л. А. Бенин | 1972 |
|
SU323195A1 |
| Ротор для сверления отверстий | 1988 |
|
SU1668103A1 |
| Машина для термического снятия фасок с изделия под сварку | 1986 |
|
SU1409424A1 |
| Зажимное поворотное устройство | 1978 |
|
SU768596A1 |
| Автомат для сверления,зенкования фасок и нарезания резьбы | 1984 |
|
SU1166966A1 |
| Универсальный кондуктор | 1986 |
|
SU1431898A1 |
Вид 6
Фиг.З
14
(Л
оэ оо
СП
О
J1 Изобретение относится к устройствам для обработки металлов резанием, а именно к устройствам для снятия фасок и заусенцев в отверстиях.
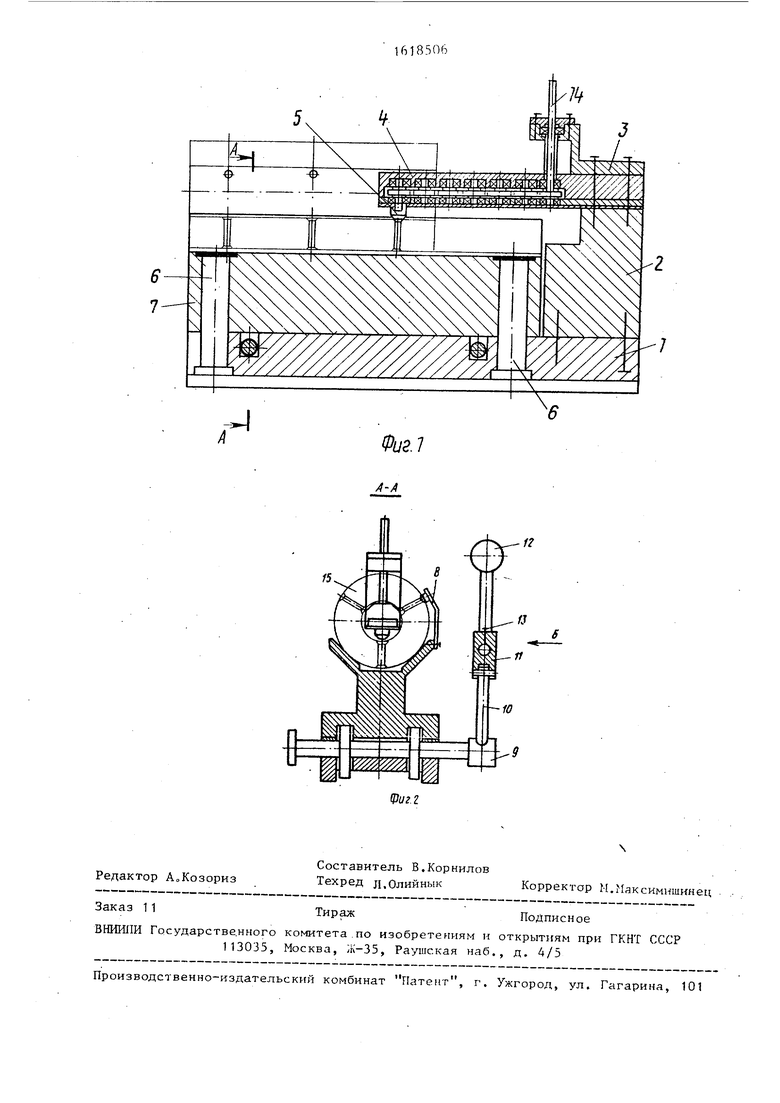
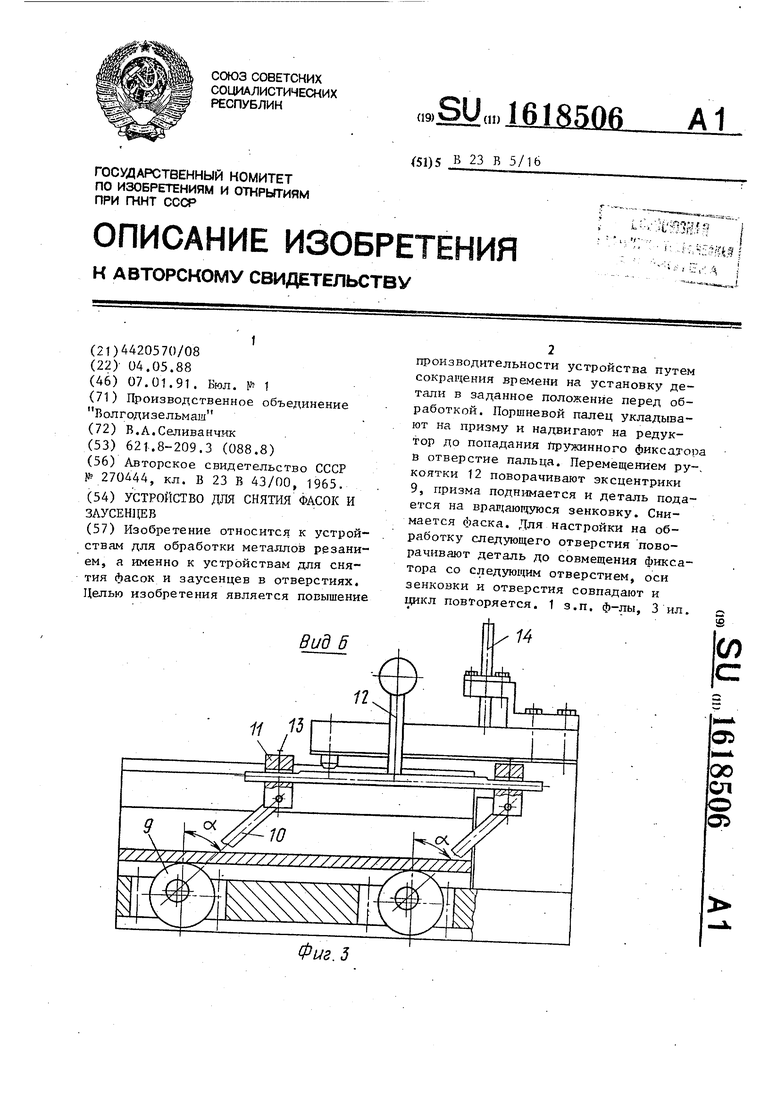
Цель изобретения - повышение производительности устройства путем сокращения времени на установку детали заданное положение перед обработкой. На фиг. 1 изображено предлагаемое устройство, разрез; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вид Б на фи г. 2.
Устройство -состоит из плиты 1 , к которой через стойку 2 жестко прикреплен люнет 3 и редуктор 4, на выходном валу которого установлена зенковка 5. На плите 1 установлены две направляющие 6, на которых находится базовый элемент - призма 7 с подпружиненным фиксатором 8. К плите 1 также прикреплены два,эксцентриковых валика 9с рычагами 10-, подвижными втулками 11, рукояткой 12 и стопорными винтами 13. Привод зенковки осуществляется через приводной вал 1 Перед работой, чтобы исключить за клинивание призмы 7 при нахождении обрабатываемой детали в крайнем- положении, производят согласование работы двух эксцентриков 9, для чего изменяют угол об, т.е. перемещают одну из втулок 11 по рукоятке 12, добиваясь одновременного касания двух эксцентриков 9 с призмой 7. : Перед установкой обрабатываемой , детали 15 на призму 7 производят регулировку фиксатора 8 относительно зенковки 5 так, что оси зенковки 5 и фиксатора 8 развернуты одна относительно другой, как и оси отверстий « обрабатываемой детали 15.
Устройство работает следующим образом.
0
5
0
8506
5
0
5
0
Поршневой палец 15, в котором на- до снять фаски на краях отверстий в его полости, укладывают на призму 7 и надвигают на редуктор.4 до попадания пружинного фиксатора 8 в отверстие пальца 15 так, чтобы оси обрабатываемого отверстия и зенковки 5 совпали.
Двигая рычажную систему за рукоятку 12, поворачивают эксцентриковые валики 9, призма 7 поднимается, а деталь подается на вращающуюся зенковку, и происходит снятие фаски. Для настройки на обработку следующего отверстия поворачивают деталь до совмещения фиксатора со следующим отверстием, это значит, что снова совпадают оси обрабатываемого отверстия и зенковки 5, и далее процесс повторяется.. /
Формула, изобретения .1. Устройство для снятия фасок и заусенцев, содержащее установленные на плите инструмент с приводом его вращения и базовый элемент с фиксатором, предназначенный для размещения обрабатываемой заготовки, и привод ее подачи на инструмент, о т л и ч а- . ю щ е е с я тем, что, с целью повышения производительности, привод подачи выполнен в виде установленных на плите эксцентриков, соединенных посредством рычагов и втулок с рукояткой и имеющих возможность взаимодействия с базовым элементом, установленным на введенных в устройство и закрепленных на плите направляющих.
2, Устройство по п. 1, отличающееся тем, что оно снаб-
жено механизмом настройки эксцентриков, выполненным в виде винтов, расположенных на втулках и имеющих возможность взаимодействия с рукояткой.
15
Фиг. 7
