Изобретение относится к металлообработке и может быть использовано при шлифовании зубьев цилиндрических зубчатых колес.
Целью изобретения является повышение качества поверхностного слоя и точности обрабатываемых изделий за счет снижения теплонапряженности процесса резания путем прерывания контакта шлифовального круга с обрабатываемым профилем в течение одного оборота круга.
.На чертеже изображена схема шлифования зубчатого колеса профильным кругом.
Способ осуществляется следующим образом.
Зубчатое колесо 1 обрабатывается методом копирования в условиях периодического деления профильным шлифовальным кругом.2. Шлифовальный.круг 2 вращается вокруг оси 7 (при повороте на 180° круг занимает положение 3), зубчатое колесо 1 в процессе обработки получает продольную
подачу (не показано). Подача на врезание (на фиг. не показано) производится путем периодического перемещения круга 2 в радиальном направлении, т.е. в направлении оси симметрии шлифуемой впадины 6, с последующем движении подачи вдоль впадины так, что шлифуются сразу оба профиля соседних зубьев с припуском 5. При шлифовании используют шлифовальный круг 2 в виде косого цилиндра, образующая которого составляет не менее половины впадины 6 обрабатываемого зуба колеса 1. При этом угол наклона «оси 7 шлифовального круга 2 связан с протяженностью образующей косого цилиндра 4 условием возможности шлифования полного профиля 8 впадины 6 за один оборот шлифовального круга 2.
П р и м е р. На зубошлифовальном станке мод,5А868 обрабатывается прямозубое зубчатое колесо m 6 мм, Z 50 с шириной зубчатого венца В 40 мм. Режимы резания: скорость резания Vpea. 25 м/сек., Snp. 200 мм/мин., глубина резания 0,05 мм. Примеw
Ё
00
о
00 СП
со кэ
няется круг диаметром Окр. 300 мм. Характеристика круга91 А40М38К5. Кругустанав- ливается относительно оси вращения под углом а , отличным от 90° на 10. Правка круга осуществляется единичными алмаза- ми так, что в результате правки сумма всех наложенных друг на друга сечений плоскостями, проходящими через ось его вращения, совпадает с профилем впадины в нормальном сечении. В процессе обработки режущая кромка круга перемещается за каждый оборот круга из положения, соответствующего номинальной глубине резания, в сторону ее уменьшения вплоть до прерывания контакта на заданное время, зависящее от угла наклона круга.
Достижение цели - повышение качества поверхностного слоя и точности обработки за счет снижения теплонапряженности процесса резания и уменьшения темпера- турных деформаций обеспечивается тем, что контакт круга с профилем зуба прерывается в течение времени одного оборота круга и за время прохождения площадки контакта каждая точка профиля поочередно
подвергается циклам теплового воздействия во время съема припуска и теплового отдыха (охлаждения) во время отхода режущей кромки от обрабатываемой поверхности.
Формула изобретения Способ шлифования зубьев цилиндрических зубчатых колес методом копирования профильным шлифовальным кругом в условиях периодического деления, отличающийся тем, что, с целью повышения качества поверхности слоя и точности обработки за счет снижения теплонапряженности процесса резания путем прерывания контакта шлифовального круга с обрабатываемым профилем в течение одного оборота круга, используют шлифовальный круг в виде косого цилиндра, образующая которого составляет не менее половины впадины обрабатываемого зуба, при этом угол наклона оси вращения шлифовального круга связан с протяженностью образующей косого цилиндра условием возможности шлифования полного профиля впадины за один оборот шлифовального круга.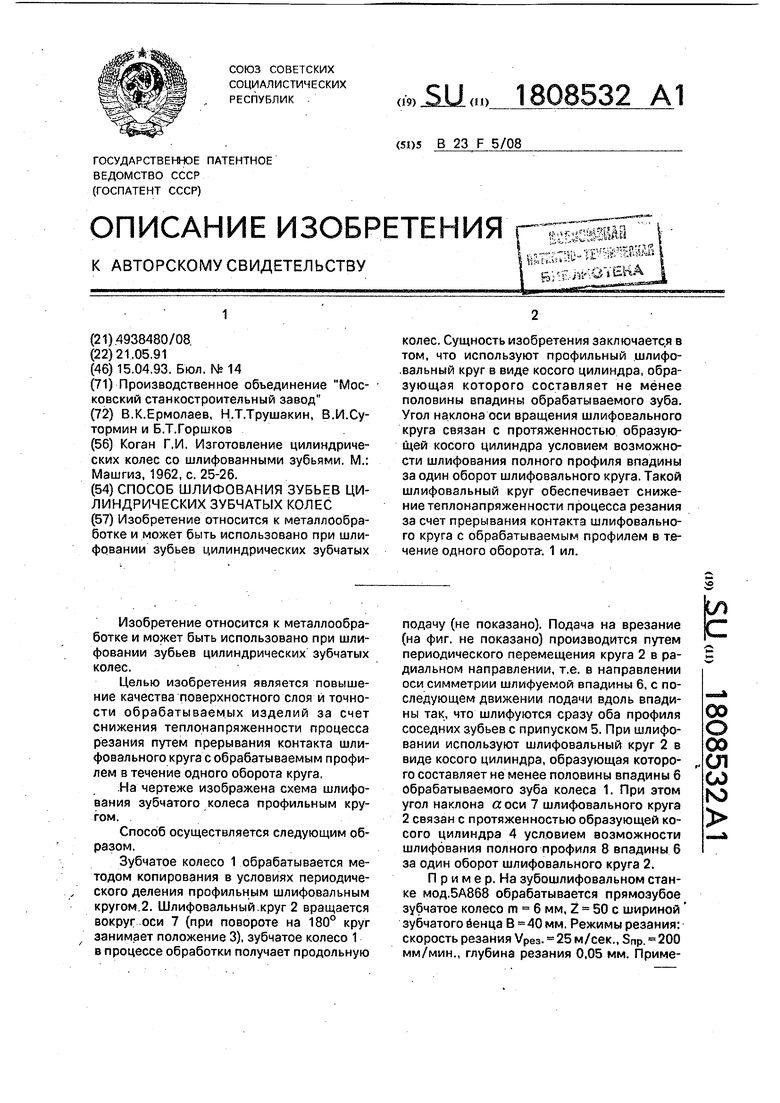

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРЕРЫВИСТОГО ШЛИФОВАНИЯ ЦИЛИНДРИЧЕСКИХ КОЛЕС С КРУГОВЫМИ ЗУБЬЯМИ | 1999 |
|
RU2147977C1 |
| СПОСОБ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ КОЛЕС С КРУГОВЫМИ ЗУБЬЯМИ | 1999 |
|
RU2147976C1 |
| Способ фрезерования врезных зубьев колеса | 1990 |
|
SU1819195A3 |
| СПОСОБ ЗУБОФРЕЗЕРОВАНИЯ | 2011 |
|
RU2469824C2 |
| ШЛИФОВАЛЬНОЕ УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ КРУГА ДЛЯ ОБРАБОТКИ КОЛЕС С КРУГОВЫМ ЗУБОМ | 1999 |
|
RU2146995C1 |
| ПРОДОЛЬНО-ПРЕРЫВИСТЫЙ КРУГ С ИМПРЕГНАТОРОМ ДЛЯ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2004 |
|
RU2270087C1 |
| СПОСОБ ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 1998 |
|
RU2123925C1 |
| СПОСОБ ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ ИГЛОШЛИФОВАЛЬНЫМ ИНСТРУМЕНТОМ С ПРЕРЫВИСТОЙ РАБОЧЕЙ ПОВЕРХНОСТЬЮ | 2003 |
|
RU2228128C1 |
| ПРЕРЫВИСТЫЙ ШЛИФОВАЛЬНЫЙ КРУГ ДЛЯ ОБРАБОТКИ КОЛЕС С КРУГОВЫМ ЗУБОМ | 1999 |
|
RU2147268C1 |
| СПОСОБ ПРОДОЛЬНО-ПРЕРЫВИСТОЙ ИМПРЕГНИРОВАННОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2004 |
|
RU2270748C1 |

Изобретение относится к металлообработке и может быть использовано при шлифовании зубьев цилиндрических зубчатых колес. Сущность изобретения заключается в том, что используют профильный щлифо- .вальный круг в виде косого цилиндра, образующая которого составляет не менее половины впадины обрабатываемого зуба. Угол наклона оси вращения шлифовального круга связан с протяженностью образующей косого цилиндра условием возможности шлифования полного профиля впадины за один оборот шлифовального круга. Такой шлифовальный круг обеспечивает снижение теплонапряженности процесса резания за счет прерывания контакта шлифовального круга с обрабатываемым профилем в течение одного оборота-. 1 ил.
| Коган Г.И | |||
| Изготовление цилиндрических колес со шлифованными зубьями | |||
| М.: Машгиз, 1962, с | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
