Изобретение относится к обработке металлов резанием и может быть использовано при производстве прецизионных деталей из материалов, предрасположенных к дефектообразованиям в виде прижогов и микротрещин, а также при глубинном шлифовании с использованием эффекта микрорезания иглофрезерованием.
Известен способ прерывистого шлифования, реализуемый с помощью шлифовального круга, имеющего на периферийной рабочей поверхности ряд чередующихся выступов и впадин определенной протяженности (ЯКИМОВ А.В. Оптимизация процесса шлифования. - М.: Машиностроение, 1975, с.43-58). За счет интервалов разрыва процесса удается заметно снизить температуру в зоне резания и избежать дефектов шлифования.
Недостатком данного способа являются обусловленные наличием впадин на инструменте резкое уменьшение виброустойчивости, прочности и площади рабочей поверхности инструмента, что в свою очередь снижает размерную стойкость шлифовального круга, качество и производительность обработки.
Известны способ чистовой обработки поверхностей вращения и реализующий его инструмент, выполненный в виде шлифовального круга и соосно установленного с ним цилиндрического корпуса с периодически расположенными на его периферии участками с деформирующими элементами, причем на периферийной поверхности шлифовального круга образованы прерывистые нерабочие участки, где каждый участок с деформирующими элементами на цилиндрическом корпусе расположен напротив прерывистого участка шлифовального круга (а.с. СССР №1296391, кл. В 24 В 5/00, 15.03.1987). Способ обеспечивает прерывание контакта "обрабатываемая поверхность – шлифовальный круг" и исключает образование прижогов на обрабатываемой поверхности.
Недостатками данного способа являются кратковременный срок службы инструмента и невозможность восстановления первоначального диаметра шлифовального круга при его износе. Эксплуатация инструмента потребует восстановления и режущих способностей шлифовального круга, которое достигается неоднократной правкой, а это уменьшает наружный диаметр круга и приводит к потере работоспособности комбинированного инструмента в целом. Единственное решение приведения рабочих поверхностей круга и деформирующих элементов в одну касательную плоскость – это отказ от правки и полная замена шлифовального круга, что значительно удорожает обработку и делает эксплуатацию круга кратковременной и нерентабельной. Кроме того, использование обратного хода как рабочего приводит к излишнему деформированию и шелушению поверхностного слоя, т.е. возникает противоречие: шлифование требует многократных проходов для достижения точности и качества обрабатываемой поверхности, а обработка поверхностно-пластическим деформированием – только одного прохода.
Задача изобретения – повышение качества обработки за счет периодического, последовательного воздействия на обрабатываемую поверхность абразивных и иглоучастков, а также повышение производительности обработки, стойкости и виброустойчивости инструмента за счет применения аксиально-смещенного режущего комбинированного слоя.
Поставленная задача решена за счет того, что в способе шлифования поверхностей вращения иглошлифовальным инструментом с прерывистой рабочей поверхностью заготовке и иглошлифовальному инструменту сообщают вращательные движения и движение подачи вдоль обрабатываемой поверхности, причем иглошлифовальный инструмент берут с аксиальным смещением в направлении продольной подачи прерывистого абразивного рабочего слоя образованного впадинами и выступами прерывистого шлифовального круга, последний фиксируют на шпинделе с помощью дисков и косых шайб, а каждый из дисков имеет размещенные по периферии отверстия, количество которых равно числу впадин прерывистого круга и в которые устанавливают Г-образные пучки проволочного ворса таким образом, что впадины круга полностью заполнены пучками проволочного ворса.
Поставленная задача решена за счет того, что осуществляют плавное регулирование амплитуды осцилляции аксиально-смещенного режущего слоя путем изменения угла наклона круга к плоскости, перпендикулярной продольной оси вращения, благодаря установке косых шайб в количестве четырех штук по две с каждого торца круга.
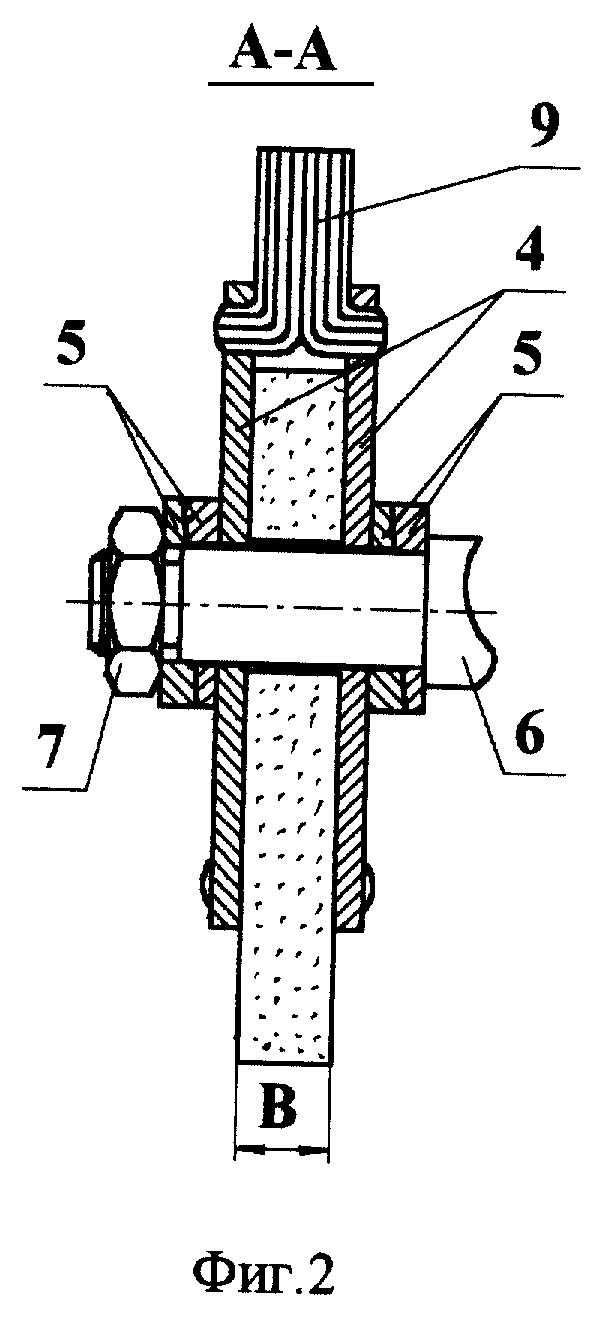
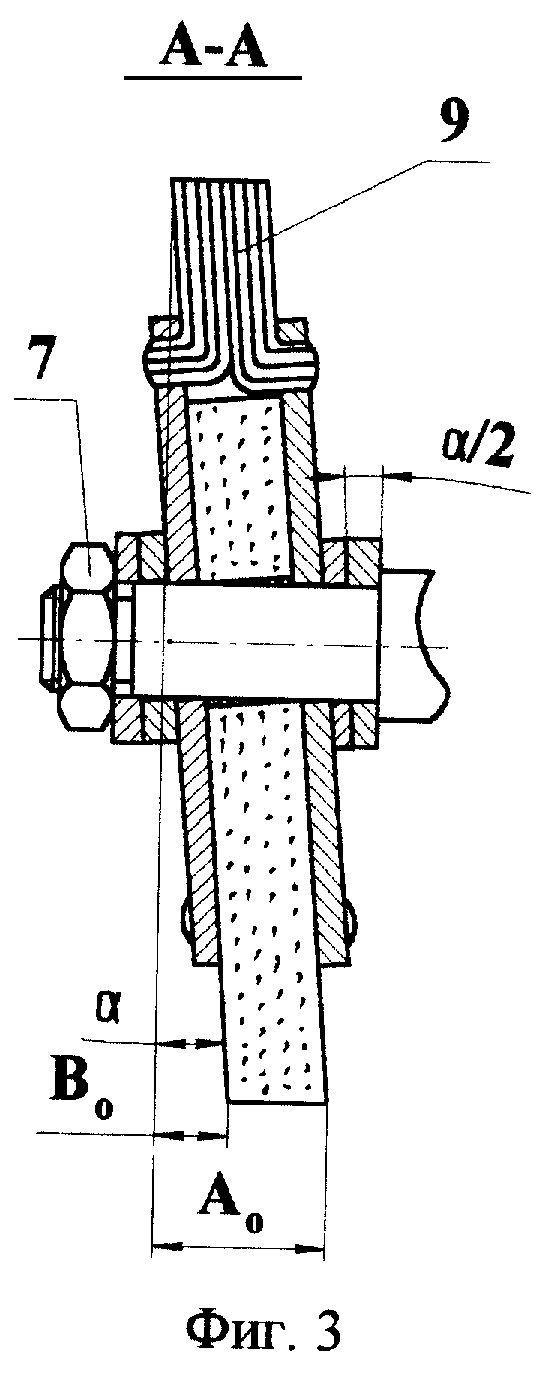
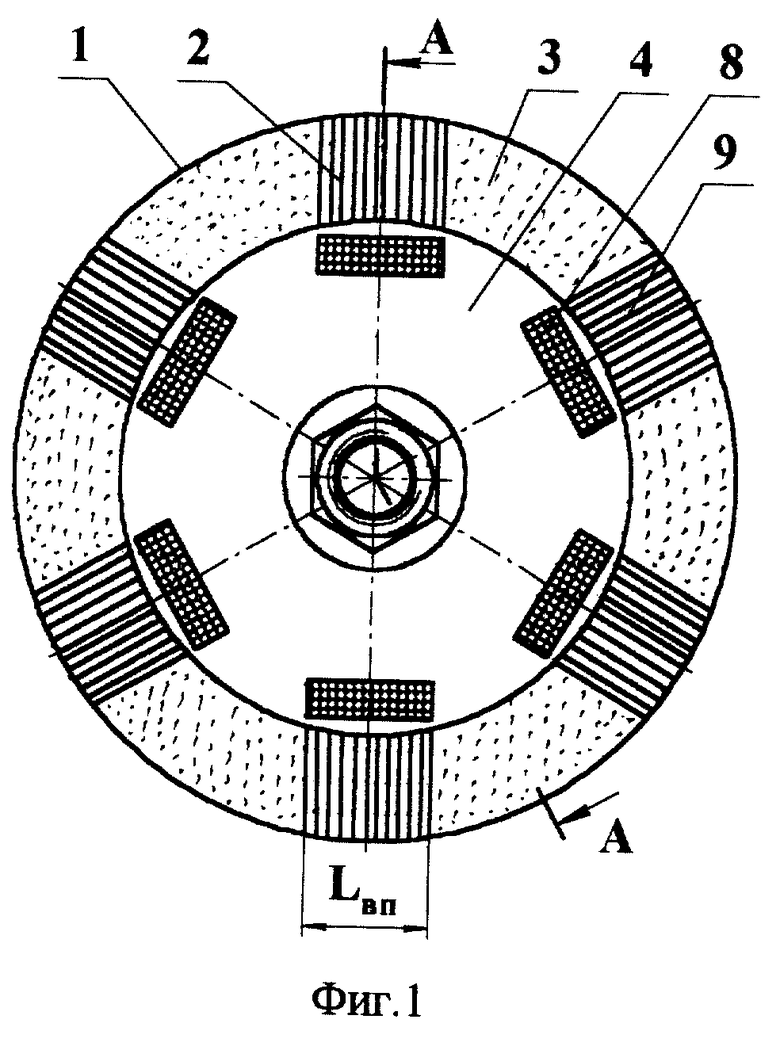
Сущность предлагаемого способа поясняется чертежами, где на фиг. 1 изображен общий вид спереди иглошлифовального инструмента с прерывистой рабочей поверхностью для реализации предлагаемого способа; на фиг. 2 – продольный разрез А-А на фиг. 1, угол наклона периферийного режущего слоя круга α=0; на фиг. 3 – продольный разрез А-А на фиг. 1, угол наклона α периферийного режущего слоя круга относительно плоскости, перпендикулярной продольной оси, максимальный.
Предлагаемый способ шлифования предназначен для обработки поверхностей вращения, при котором заготовке и иглошлифовальному инструменту сообщают вращательные движения и движение подачи вдоль обрабатываемой поверхности, однако он применим и для плоского шлифования периферией круга.
Способ реализуется с помощью иглошлифовального инструмента с прерывистой рабочей поверхностью, который содержит шлифовальный круг 1 с впадинами 2 и выступами 3, два диска 4, расположенных с торцов круга 1, и четыре косые шайбы 5 по две с каждого внешнего торца дисков 4. Фиксация круга 1 на шпинделе 6 производится через диски 4 и косые шайбы 5 с помощью гайки 7.
Каждый из дисков 4 имеет размещенные по периферии отверстия 8, количество которых равно числу впадин 2 круга 1. Форма отверстий 8 может быть любая, но предпочтительно прямоугольная. В отверстия 8 установлены Г-образные пучки проволочного ворса 9 таким образом, что впадины 2 круга 1 заполнены пучками проволочного ворса 9.
Прямоугольная форма отверстий 8 позволяет формировать пучок проволочного ворса 9 по профилю впадины 2 и способствует наиболее полному заполнению последней, при этом длина прямоугольного отверстия 8 в дисках 4 равна длине Lвп впадины 2 круга 1.
Кроме того, для реализации способа инструмент содержит косые шайбы 5 в количестве четырех штук по две с каждого внешнего торца диска 4 для обеспечения аксиально-смещенного режущего слоя путем установки круга 1 под углом α к плоскости, перпендикулярной продольной оси, и с возможностью плавного регулирования амплитуды осцилляции путем изменения угла α наклона круга. Такая установка круга 1 и плавное регулирование его угла наклона возможна благодаря относительному развороту одной косой шайбы 5 относительно другой в каждой паре относительно оси вращения. Угол между непараллельными торцами косых шайб 5 при этом должен быть равен α/2.
По мере износа выступов 3 шлифовального круга 1 зерна затупляются, круг теряет свои режущие свойства и подвергается правке, при этом иглоучастки во впадинах 2 также будет изнашиваться в такой же степени. Это происходит потому, что скорость резания иглошлифовальным инструментом выбирается в зависимости от режущих свойств алмазно-абразивного круга, которая на порядок выше, чем микрорезание проволочным ворсом. Поэтому износ торцов пучков проволоки, который также зависит от материала проволоки иглоучастков, экспериментально подбирается равный износу шлифовального круга.
После длительной работы и затупления абразивных зерен и засаливания круга, а также после каждой регулировки угла наклона инструмента необходимо осуществлять его правку методом шлифования, а именно принудительным вращением правящего инструмента – алмазного ролика.
Предлагаемый способ отличается плавностью работы иглошлифовального круга 1, который, соприкасаясь выступами 3 с обрабатываемой поверхностью изделия, снимает установленный припуск совместно с иглоучастками, состоящими из пучков проволочного ворса 9, не прерывая контакта круга с изделием.
Прерывистая абразивная периферийная поверхность выступов 3 круга 1 обеспечивает прерывание контакта "обрабатываемая поверхность - абразивный круг" и исключает образование прижогов и микротрещин на поверхности обработки, а иглоучастки с пучками проволочного ворса 9, расположенные во впадинах 2 круга 1, обеспечивают резание в момент прерывания контакта, что резко повышает виброустойчивость, прочность и увеличивает площадь рабочей поверхности инструмента, что в свою очередь повышает размерную стойкость иглошлифовального инструмента, качество и производительность обработки.
Концы проволочного ворса 9, взаимодействуя с обрабатываемой поверхностью, осуществляют микрорезание. При небольшом вылете ворса (15-20 мм) иглоучасток представляет собой иглофрезу.
Неподвижно закрепленный на шпинделе под острым углом α к плоскости, перпендикулярной оси вращения, иглошлифовальный инструмент при каждом проходе будет обрабатывать поверхность шириной Во, которая будет больше высоты В инструмента на величину амплитуды Ао. Вследствие этого производительность способа, реализуемого с помощью иглошлифовального инструмента с аксиально-смещенным режущим слоем, будет в n=Bo/B раз больше, чем традиционным способом, осуществляемым стандартным абразивным углом высотой В.
Пример. На внутришлифовальном станке мод. 3К228В обрабатывали сквозное отверстие диаметром 60Н7(+0,03) мм и длиной 60 мм. Параметр шероховатости обрабатываемой поверхности Ra=0,63 мкм, выпуск на сторону – 0,25 мм, материал заготовки – сталь 45, закаленная, твердость HRC 45. Станок оснащен устройством для активного контроля обрабатываемых заготовок. Инструмент состоял из прерывистого шлифовального круга с иглоучастками, расположенными во впадинах. Полная характеристика круга, рекомендованная для этой стали, 24А25ПС25К8А. Диаметр иглошлифовального инструмента – 50 мм. Размер длины выступа – 17 мм, впадины – 9 мм. Игло-участки из светлой канатной проволоки диаметром 1,0 мм, высшей марки – В, т.т. – по ГОСТ 3241-60, ГОСТ 3062-69. Охлаждающая жидкость – эмульсия. Угол наклона α=10°, амплитуда при этом составляла Ао=8 мм. Режимы резания: частота вращения инструмента - 13000 мин-1; частота вращения заготовки – 200 мин-1; продольная подача - 0,008 мм/дв.ход.
Для обеспечения необходимого качества и размерной точности обработки потребовалось основного времени То=0,6 мин, это в два раза быстрее, чем при обычном шлифовании.
Предлагаемый способ, реализуемый иглошлифовальным инструментом, с прерывистой рабочей поверхностью осуществляется на режимах резания, назначаемых из условий абразивно-алмазной обработки, которые на порядок выше, чем при лезвийной обработке, обеспечивает более высокое качество иглошлифовальной обработки, увеличивает производительность и срок службы инструмента более чем в 2 раза.
Способ иглошлифования, осуществляемый инструментом с аксиально-смещенным режущим слоем, снижает вероятность образования прижогов и микротрещин на поверхности изделия, обеспечивает непрерывность получистовой и чистовой обработки, исключает колебания и вибрации инструмента и уменьшает шероховатость обработанной поверхности.
Использование предлагаемого технического решения повышает эффективность использования впадин круга с надежным креплением проволочного ворса, позволяющее высокопроизводительно и качественно удалять значительные припуски, т.е. работать в тяжелых условиях, например, при глубинном шлифовании.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИГЛОШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ С ПРЕРЫВИСТОЙ РАБОЧЕЙ ПОВЕРХНОСТЬЮ | 2003 |
|
RU2228127C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ИГЛО-АБРАЗИВНО-АЛМАЗНОЙ ОБРАБОТКИ | 2003 |
|
RU2233737C1 |
| ИГЛО-АБРАЗИВНО-АЛМАЗНЫЙ КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ | 2003 |
|
RU2236934C1 |
| СПОСОБ ПЛОСКОГО ИГЛОШЛИФОВАНИЯ | 2005 |
|
RU2303509C1 |
| КОМБИНИРОВАННЫЙ ИГЛОШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ | 2003 |
|
RU2239547C1 |
| КОМБИНИРОВАННЫЙ ИГЛОШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ | 2004 |
|
RU2252133C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ПЛОСКОГО ИГЛОШЛИФОВАНИЯ | 2004 |
|
RU2252123C1 |
| ИГЛОПЛОСКОШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ | 2005 |
|
RU2303518C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ИГЛОШЛИФОВАНИЯ | 2003 |
|
RU2239538C1 |
| КОМБИНИРОВАННЫЙ ИГЛОАБРАЗИВНЫЙ ИНСТРУМЕНТ | 2003 |
|
RU2237571C1 |
Изобретение относится к обработке металлов резанием. Способ шлифования поверхностей вращения иглошлифовальным инструментом с прерывистой рабочей поверхностью, при котором заготовке и иглошлифовальному инструменту сообщают вращательные движения и движение подачи вдоль обрабатываемой поверхности, причем иглошлифовальный инструмент берут с аксиальным смещением в направлении продольной подачи прерывистого абразивного рабочего слоя, образованного впадинами и выступами прерывистого шлифовального круга. Последний фиксируют на шпинделе с помощью дисков и косых шайб. Каждый из дисков имеет размещенные по периферии отверстия, количество которых равно числу впадин прерывистого круга и в которые устанавливают Г-образные пучки проволочного ворса таким образом, что впадины круга полностью заполнены пучками проволочного ворса, что обеспечивает высокое качество обработки и увеличивает производительность. 1 з.п. ф-лы, 3 ил.
| Регулятор перегрева | 1928 |
|
SU11504A1 |
| Цилиндрическая щетка | 1981 |
|
SU1000013A1 |
| US 5386608 А, 07.02.1995 | |||
| КОМБИНИРОВАННЫЙ ЭЛЕКТРОД ДЛЯ ЩЕЛОЧНОГО АККУМУЛЯТОРА | 1995 |
|
RU2098892C1 |
| Иглофреза | 1988 |
|
SU1621856A1 |

