Изобретение относится к глубинному прерывистому шлифованию материалов, предрасположенных к дефектообразованию в виде прижогов и микротрещин.
Известна схема периферийного шлифования инструментом, рабочая поверхность которого выполнена в виде чередующихся выступов и впадин, что обуславливает снижение теплонапряженности в зоне обработки и дает возможность вести процесс шлифования на более интенсивных режимах обработки [1].
Недостатком схемы является уменьшение, обусловленное наличием впадин, виброустойчивости, прочности и площади рабочей поверхности инструмента, что снижает размерную и общую стойкость инструмента, качество и производительность обработки.
Известен способ прерывистого шлифования, при котором обработку ведут кругом, каждый участок которого ограничен выпуклой кривой, и направление вращение круга периодически реверсируют [2].
Недостатком способа является сложность получения выпуклых кривых рабочей поверхности круга, поддержание необходимой кривизны в рабочем состоянии и трудоемкость правки такой поверхности, при этом наличие участков с возрастающим и убывающим радиусом не избавляет от вибраций, которые снижают производительность и качество обработки. Кроме того, периодическое реверсирование, сопровождающееся большими инерционными силами и моментами, приводит к быстрому износу механизма привода, снижению качества и производительности обработки.
Задачей изобретения является повышение стойкости инструмента и производительности обработки при прерывистом шлифовании.
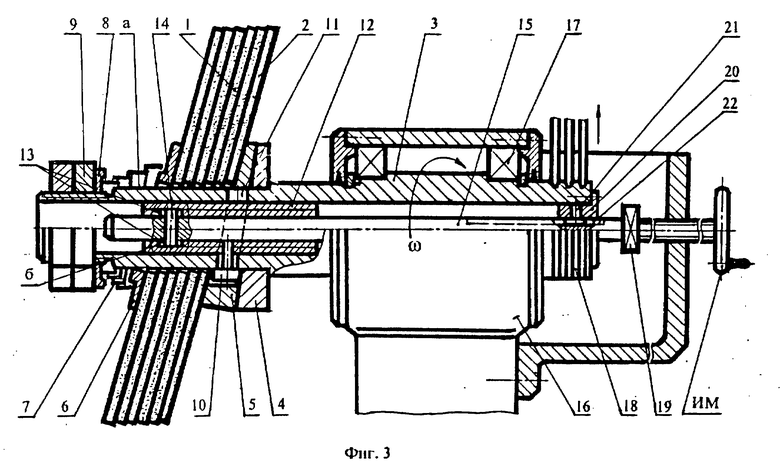
Поставленная задача решается с помощью способа прерывистого шлифования, при котором шлифовальному кругу сообщают вращение и перемещение относительно обрабатываемого изделия, причем берут круг, который составлен из нескольких элементарных n=H/H0 отрезных кругов, где H и H0 - соответственно высоты составного и отрезного элементарного кругов, и устанавливают его под углом α к плоскости перпендикулярной оси вращения, при этом угол выбирается из условия
α≥arccos(1-2t/D0),
где t - глубина шлифования;
D0 - наружный диаметр отрезного элементарного круга,
при этом правку по мере затупления и засаливания круга производят при α = 0.
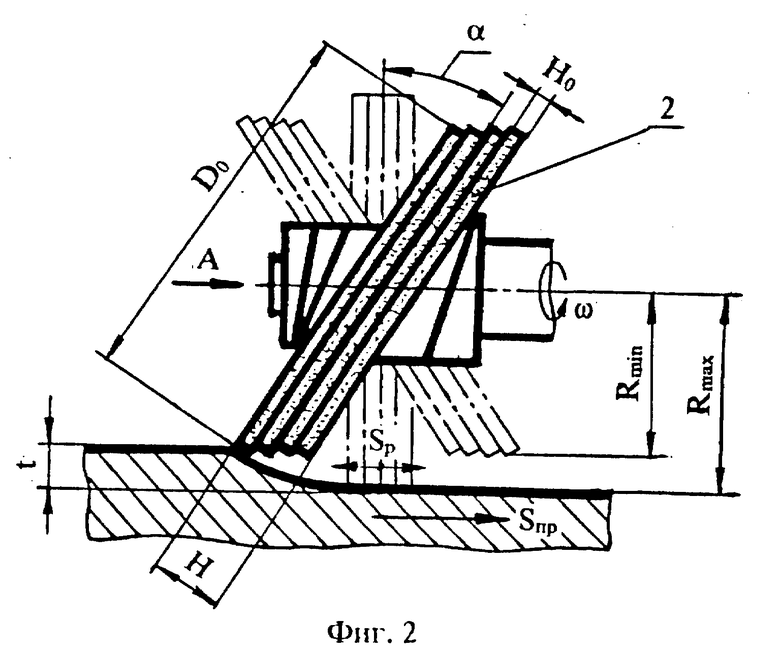
На фиг. 1 схематично изображен инструмент для осуществления предлагаемого способа шлифования, вид спереди; на фиг. 2 - то же, вид сбоку; на фиг. 3 схематично изображено устройство для реализации предлагаемого способа.
По предлагаемому способу инструмент и устройство для его крепления работают следующим образом. Шлифовальный круг 1 состоит из пакета отрезных элементарных кругов. Количество n отрезных элементарных кругов зависит от принятой общей высоты H составного шлифовального круга 1 и определяется по формуле
n=H/H0,
где H0 - высота отрезного элементарного круга.
Составленный таким образом круг 1 устанавливается под углом α к плоскости, перпендикулярной оси вращения, с помощью устройства, которое представлено на фиг. 3. Угол установки выбирается из условия
α≥arccos(1-2t/D0),
где t - глубина шлифования;
D0 - наружный диаметр отрезного элементарного круга.
Как видно на фиг. 1, при такой установке часть режущих зерен перемещаются по дугам окружностей радиусом Rmin, другая - Rmax. Установка круга под углом α превращает цилиндрический инструмент в овал с циклически повторяющимися участками убывания и возрастания радиусов профиля. На каждом циклически повторяющемся участке имеют место два состояния процесса шлифования. На части участка, которая соответствует убыванию радиуса профиля относительно оси вращения, съем припуска осуществляется с увеличенной подачей, так как Sp - амплитуда колебания зоны резания, направлена навстречу Sпр заготовки. При этом плавно уменьшаются глубина шлифования и сечение стружки от максимального значения до нуля. На части участка, которая соответствует возрастанию радиуса профиля инструмента относительно оси вращения, съем припуска осуществляется с уменьшенной подачей (фиг.2), так как направление Sp амплитуды колебания зоны резания совпадает с Sпр заготовки. При этом плавно увеличиваются глубина шлифования и сечение стружки от нуля до максимального значения. Таким образом, циклично повторяющиеся участки профиля инструмента, загруженные не одинаково, позволяют вести обработку с использованием всей периферийной рабочей части с сохранением преимуществ процесса прерывистого шлифования.
Часть участка инструмента, которая соответствует убыванию и возрастанию радиусов профиля относительно оси вращения, работает как заборная, две выступающие части с Rmax - как калибрующие. Такой плавный переход впадин в выступы режущей части инструмента с перемещением зоны резания в осевом направлении снижает теплонапряженность в зоне обработки и дает возможность вести процесс шлифования на более интенсивных режимах резания.
Предлагаемый способ шлифовальным кругом, установленным под углом α и составленным из нескольких отрезных кругов, позволяет совместить достоинства прерывистого шлифования с обычным традиционным, при этом увеличивается прочность, виброустойчивость и площадь рабочей поверхности инструмента, качество и производительность обработки. Плавный переход впадин в выступы с одновременным перемещением зоны в осевом направлении способствует плавному увеличению и уменьшению снимаемого припуска за оборот шлифовального круга, что характеризует процесс обработки по предлагаемому способу как безударный и виброустойчивый.
Составленная из отдельных элементарных шлифовальных кругов 2 конструкция инструмента 1, работающая по предлагаемому способу, обеспечивает большую толщину и меньшую ширину среза, приходящуюся на каждый отдельный элементарный круг 2 составного шлифовального круга 1, т.е. воспроизводится последовательная, генераторная схема резания. Каждый отдельный элементарный круг 2 на участках возрастания и убывания радиуса профиля снимает припуск как торцевой поверхностью, так и периферией - в виде узких слоев. Эта схема резания дает возможность использовать повышенные режимы обработки и процесс шлифования сопровождается меньшей тепловой напряженностью по отношению к обычному шлифованию.
Устройство (фиг. 3) для установки шлифовального круга под углом α и изменение последнего, не останавливая процесс обработки, позволяет совместить черновое (αmax), получистовое (αcp) и чистовое (α = 0) шлифование (выхаживание) в один прием без переустановок инструмента (изделия). Устройство содержит шпиндель 3 и установленные на нем соосно неподвижный косой диск 4, подвижный косой диск 5, прижимную шайбу 8 и гайку 9. Подвижный косой диск 5, на который опирается составной круг 1 имеет возможность принудительного поворота по цилиндрической поверхности "а" шпинделя 3. С этой целью в пазу отверстия косого диска 5 расположен палец 10, проходящий в круговом пазу 11 шпинделя и запрессованный в подвижную втулку 12. На внутренней поверхности втулки 12 выполнены направляющие винтовые пазы 13 с боковыми поверхностями "б", которые взаимодействуют с направляющим штифтом 14 механизма поворота косого диска 5.
Механизм поворота косого диска 5 выполнен в виде штока 15 с закрепленным на нем упомянутым направляющим штифтом 14. Последний при продольном перемещении заставляет вращаться втулку 12. Шток 15 установлен с возможностью перемещения в осевом отверстии шпинделя 3. Шпиндель 3 установлен с возможностью свободного вращения в державке 16 с помощью подшипников 17. Для передачи крутящего момента на шпиндель 3 на последнем предусмотрен шкив 18. Между винтом исполнительного механизма (ИМ) и торцом штока 15 установлен упорный подшипник 19. Для предотвращения поворота штока 15 относительно шпинделя 3 в отверстии последнего со стороны шкива 18 установлена втулка 20 со шпонкой 21, которая взаимодействует с продольным пазом 22 штока 15.
Согласно предлагаемому способу в процессе обработки изменяют угол α шлифовального круга при переходе с одного режима на другой (например, с чернового шлифования на получистовое и т.д.). Кроме того, при правке по мере затупления и засаливания инструмента производят установку шлифовального круга под углом α равным нулю.
Работа устройства по предлагаемому способу заключается в следующем. Державку 16 закрепляют в шлифовальной бабке станка, а заготовку - на столе или в патроне станка. Шпинделю 3 сообщают вращательное движение через клиноременную передачу и шкив 18, заготовке передают движение подачи Sпр и Sп вдоль и поперек обрабатываемой поверхности при обработке плоскостей или заготовку вращают и передают относительное движение подачи Sпр вдоль обрабатываемой поверхности и St/дв.ход при круглом шлифовании. Перед обработкой шлифовальный круг правят при его угле наклона α = 0. Затем передают исполнительному механизму команду на поворот шлифовального круга на угол α. . Исполнительный механизм перемещает в осевом направлении шток 15. Направляющий штифт 14 вращает втулку 12, которая посредством пальца 10 передает вращение подвижному косому диску 5. Подвижный 5 и неподвижный 4 диски имеют непараллельные торцы, которые выполнены под углом α/2, и находясь в сопряжении, могут образовывать между собой между внешними торцами угол от нуля до α. Поворотом подвижного диска 5 обеспечиваются установка и плавная регулировка угла наклона от нуля до α составного шлифовального круга 1.
Предлагаемый способ обеспечивает снижение величины шероховатости обработанной поверхности на 1-2 класса и расширяет технологические возможности за счет изменения угла наклона шлифовального круга без остановки вращения.
Пример. Проводили обработку отверстия втулки на внутришлифовальном станке мод. 3К228В. Материал обрабатываемой детали - сталью 45 ГОСТ 1050-74 (HB 260), диаметр обработки 125 мм; длина обработки 50 мм, режущий элемент - отрезной круг 10х3,2х20 24А25-НСТ341БУ 80 м/с, 2 кл. ГОСТ 21963-82. Количество отрезных элементарных кругов в пакете составного шлифовального круга - 12 шт. Исполнительным механизмом служил ходовой винт с маховичком, установленный на закрепленном на бабке станка кронштейне. Режимы обработки: скорость обрабатываемой детали - 40 м/мин; минутная продольная подача Sпр= 5390 мм/мин; скорость вращения инструмента - 20 м/с; поперечная подача круга - 0,012 мм/дв.ход.
Угол α наклона шлифовального круга:
α = 2° - для чернового шлифования;
α = 0°30′ - для получистового шлифования;
α = 0 - для выхаживания.
Обработку осуществляли за 20 проходов. Охлаждающая жидкость - эмульсия. Абразивная обработка по предлагаемому способу позволила в 3 раза увеличить подачу на двойной ход, при которой получена качественная обработанная поверхность требуемой шероховатости (Ra=0,63 мкм) без прижогов и микротрещин. Затраченное на обработку время Tо=0,34 мин по сравнению с Tо=1,12 мин - при обработке традиционным способом позволяет судить о том, что предлагаемый способ повышает производительность в 3-4 раза благодаря преимуществам процесса прерывистого шлифования.
Использование всей периферийной рабочей части инструмента повышает его размерную и общую стойкость, а в совокупности с совмещением чернового, получистового и чистового проходов - производительность и качество обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 2001 |
|
RU2205100C1 |
| СПОСОБ ВИБРОУСТОЙЧИВОГО ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 2000 |
|
RU2177395C1 |
| СПОСОБ ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 2000 |
|
RU2177867C1 |
| СБОРНЫЙ ПРЕРЫВИСТЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1998 |
|
RU2129952C1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ ШЛИФОВАЛЬНЫМ КРУГОМ | 1998 |
|
RU2130375C1 |
| СБОРНЫЙ ПРОДОЛЬНО-ПРЕРЫВИСТЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 2001 |
|
RU2203174C2 |
| СПОСОБ КОМБИНИРОВАННОЙ АБРАЗИВНОЙ ОБРАБОТКИ ПРОДОЛЬНО-ПРЕРЫВИСТЫМИ КРУГАМИ | 2001 |
|
RU2203172C2 |
| СПОСОБ ФОРМИРОВАНИЯ ПРЕРЫВИСТОГО ШЛИФОВАЛЬНОГО КРУГА | 1998 |
|
RU2137592C1 |
| СПОСОБ ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ ИГЛОШЛИФОВАЛЬНЫМ ИНСТРУМЕНТОМ С ПРЕРЫВИСТОЙ РАБОЧЕЙ ПОВЕРХНОСТЬЮ | 2003 |
|
RU2228128C1 |
| СПОСОБ КОМБИНИРОВАННОГО ШЛИФОВАНИЯ | 2001 |
|
RU2188114C1 |
Изобретение относится к глубинному периферийному шлифованию материалов, предрасположенных к дефектообразованию в виде прижогов и микротрещин. Способ прерывистого шлифования осуществляют шлифовальным кругом, которому сообщают вращение и перемещение относительно обрабатываемого изделия. Круг составлен из нескольких элементарных n = Н/Но отрезных кругов, где Н и Ho - соответственно высоты составного и отрезного элементарного кругов. Его устанавливают под углом α к плоскости, перпендикулярной оси вращения, причем угол α выбирают из условия
α ≥ arccos(1-2t/Do),
где t - глубина шлифования; Dо - наружный диаметр отрезного элементарного круга. По мере затупления и засаливания круга производят его правку, осуществляемую при α = 0. Предлагаемый способ позволяет использовать всю периферийную рабочую часть инструмента, повысить его размерную и общую стойкость, производительность и качество обработки с одновременным снижением теплонапряженности процесса. 3 ил.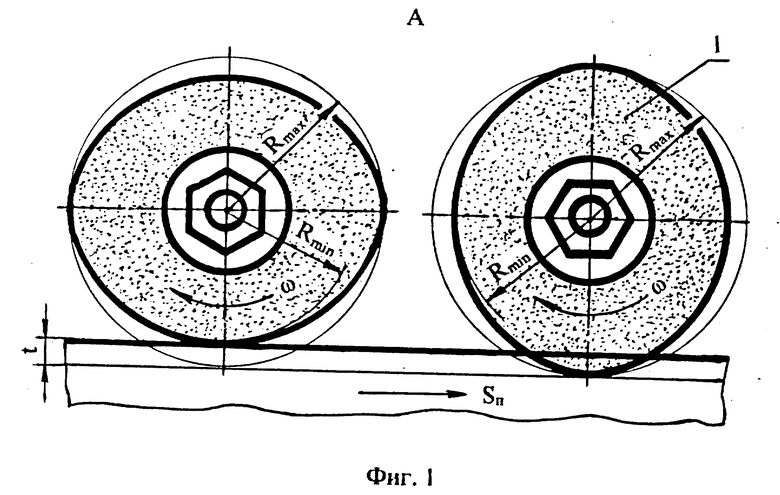
Способ прерывистого шлифования, при котором шлифовальному кругу сообщают вращение и перемещение относительно обрабатываемого изделия, отличающийся тем, что берут круг, который составлен из нескольких элементарных n = H/Ho отрезных кругов, где H и Ho - соответственно высоты составного и отрезного элементарного кругов, и устанавливают его под углом α к плоскости, перпендикулярной оси вращения, причем угол α выбирают из условия
α ≥ arccos(1 - 2t/D0),
где t - глубина шлифования;
Do - наружный диаметр отрезного элементарного круга,
при этом правку по мере затупления и засаливания круга производят при α = 0.
| Способ прерывистого шлифования | 1989 |
|
SU1726223A1 |
| Абразивный прерывистый круг | 1985 |
|
SU1388269A1 |
| Абразивный инструмент | 1988 |
|
SU1511100A1 |
| Абразивный инструмент | 1983 |
|
SU1174242A1 |
| SU 689823 A, 05.10.79 | |||
| Сборный шлифовальный круг | 1984 |
|
SU1194662A2 |
| Шлифовальный круг | 1981 |
|
SU1450991A1 |
| US 1976233 A, 28.10.29. | |||
