Изобретение относится к станкостроению и может быть использовано для нареза- ния на зубофрезерных станках цилиндрических арочных и с другим осевым профилем зубьев колес методом обката с непрерывным делением.
Целью изобретения является расширение диапазона размеров нарезаемых колес.
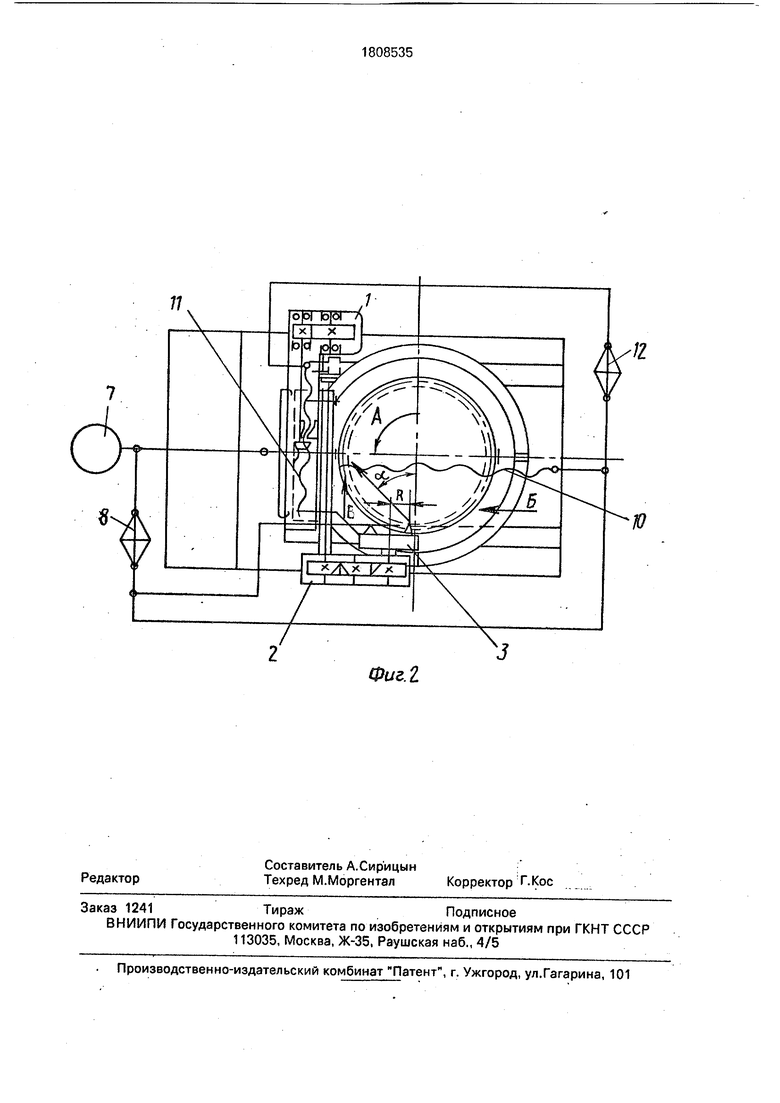
На фиг. 1 показан вид спереди, структурная схема вертикального зубофрезерно- го станка с подвижным столом и неподвижной стойкой; на фиг. 2 - станок, вид сверху.
На каретке тангенциального суппорта 1, размещенного на направляющих стойки станка, установлен суппорт 2, сообщающий вращательное движение резцовой головке 3 посредством иструментального шпинделя. Резцы головки 3 установлены по торцу на периферии в секторе с центральным углом 100-120е, при этом их режущая кромка расположена на цилиндре с радиусом вращения R. Корпус суппорта 2 выполнен Г-об- разной формы и закреплен на каретке тангенциального суппорта 1 с возможностью установочного перемещения по направляющим каретки к центру и от центра нарезаемого колеса 4, размещенного на тумбе 5. Несущая часть корпуса суппорта 2 выполнена наклонной под углом /3 к горизонтальной плоскости стола 6 с возможностью размещения инструментального шпинделя со смещением от поперечной его оси (фиг.1).
Резцовая головка 3 получает вращение от двигателя 7 через цилиндрическую зубчатую пару привода в тангенциальном суппорте 1, вал, на шлицевой части которого размещена косозубая шестерня, взаимодействующая посредством промежуточной шестерни с зубчатым колесом, установленным на инструментальном шпинделе. Резцовая головка 3 связана цепью обката с органом настройки 8 с делительной червячной парой 9 стола бис ходовым винтом 10 механизма радиального перемещения стола. Ходовой винт 11 механизма осевого перемещения каретки тангенциального суппорта 1 дополнительно связан с ходовым винтом 10 органом настройки 12.
Зубофрезерный станок работает следующим образом.
Вогнутую сторону зубьев размещенного и закрепленного на тумбе 5 колеса 4 нарезают резцовой головкой 3, установленной на полную глубину зуба. Сообщают поступательное перемещение стола 6 в направлении радиальной подачи (по стрелке Б). При этом органы настройки 8 и 12-настраивают таким образом, чтобы выполнялось соотношенце формообразующих движений конечных звеньев: за один оборот головки 3 нарезаемое колесо 4 повернулось бы на 1/2 оборота в направлении стрелки А (против часовой стрелки), где число зубьев нарезаемого колеса. Одновременно режущая грань резцов головки должна переместиться вдоль линии станочного зацепления под углом (90°-а ) относительно поперечной плоскости стола (по стрелке В) на один
линейный шаг нарезаемого колеса 4, где а- угол зацепления. Суппорт2 с головкой 3 при этом будет перемещаться совместно с кареткой тангенциального суппорта 1 в направлении продольной плоскости стола б
(по стрелке Г).
Зубофрезерование выпуклой стороны зубьев нарезаемого колеса 4 ведут аналогичным образом, меняя лишь направление вращение стола 6 и его радиальное перемещение на противоположные.
Формул а изобретени я Зубофрезерный станок для зубофрезе- рования цилиндрических колес с криволи- нейными по длине зубьями, в столе которого размещен механизм его радиального перемещения с органом настройки, а в направляющих стойки установлена каретка с суппортом, в корпусе которого размещены
.механизм осевого перемещения с органом
настойки, при этом конечное звено кинематической связи инструментального шпинделя с приводом содержит цилиндрическую зубчатую пару, отличающийся тем, что,
с целю расширения диапазона размеров нарезаемых колес, станок снабжен дополнительным органом настройки, механизмов, радиального перемещения стола и осевого перемещения каретки, а кинематическая
связь инструментального шпинделя с приводом содержит вал, на шлицевой части которого размещена шестерня, взаимодействующая посредством промежуточной шестерни с зубчатым колесом, установленным на инструментальном шпинделе, при этом корпус суппорта выполнен Г-образной формы с возможностью размещения инструментального шпинделя со смещением от поперечной оси стола и под
углом к оси горизонтальной плоскости.
Фиг. I
| название | год | авторы | номер документа |
|---|---|---|---|
| Зубофрезерный станок для нарезания колес с криволинейными по длине зубьями | 1987 |
|
SU1710228A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074794C1 |
| Зубофрезерный станок для изготовления глобоидного червяка | 2019 |
|
RU2694864C1 |
| Зубофрезерный станок | 1985 |
|
SU1255316A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 1997 |
|
RU2123915C1 |
| Универсальный зубообрабатывающий станок с ЧПУ | 1987 |
|
SU1715520A1 |
| Зубофрезерный станок обкатного типа | 1979 |
|
SU956185A1 |
| УНИВЕРСАЛЬНЫЙ ЗУБОФРЕЗЕРНЫЙ СТАНОК | 2012 |
|
RU2508969C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ АРОЧНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС И СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2070487C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2076023C1 |
Использование: станкостроение, в частности оборудование для обработки цилиндрических колес с криволинейными по длине зубьями. Сущность изобретения: заключается в том, что на каретке тангенциального суппорта 1 установлен суппорт 2, на котором размещена резьбовая головка 3. Корпус суппорта 2 выполнен Г-образной формы и закреплен на каретке тангенциального суппорта с возможность установочного перемещения по направляющим каретки к центру и от центра нарезаемого колеса 4. Несущая часть корпуса суппорта 2 выполнена наклонной к горизонтальной плоскости стола 6 с возможностью размещения инструментального шпинделя со смещением от поперечной его оси. Такая конструкция позволяет реализовать относительное поступательное перемещение резцовой головки в направлении радиальной подачи, которое синхронизировано с вращением стола станка за счет добавления органа настройки, связывающего цепь обката с механизмом радиальной подачи. 2 ил. ел С
| Сидоренко А.К | |||
| Деревянный торцевой шкив | 1922 |
|
SU70A1 |
| Фальцовая черепица | 0 |
|
SU75A1 |
