Изобретение относится к машиностроению, в частности к инструментам для чистовой обработки зубчатых колес твердостью „ HRC 40-50.
Цель изобретения - повышение стойкости и технологичности.
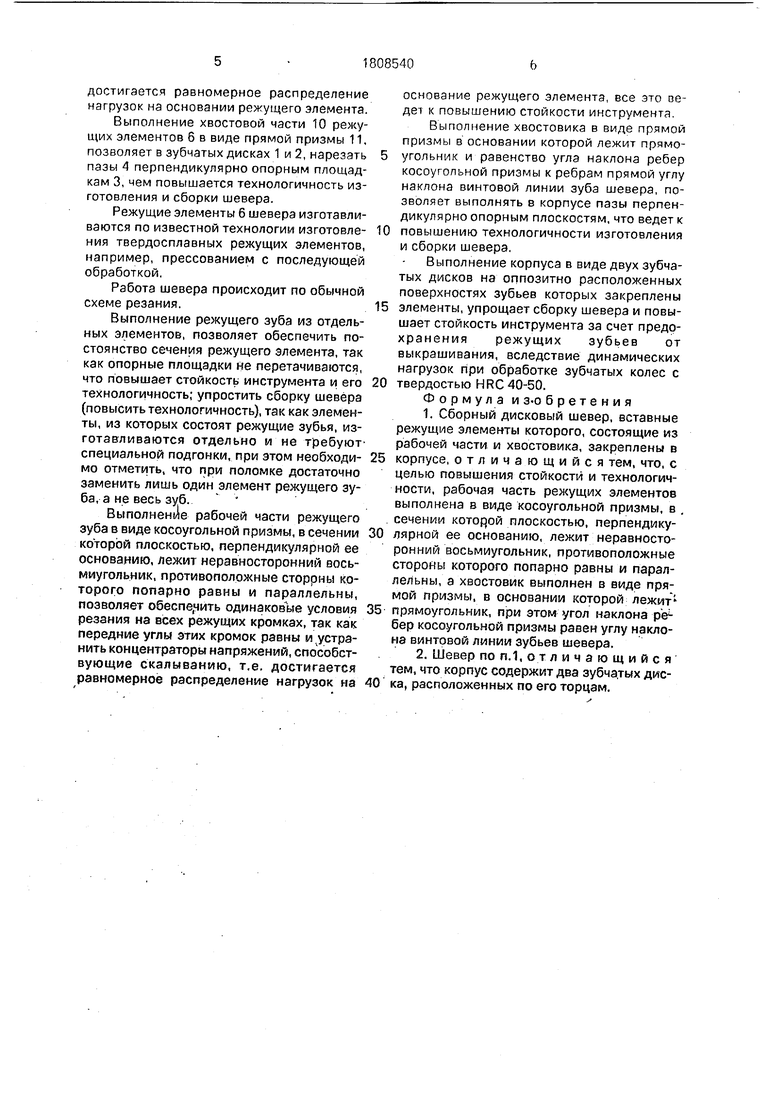
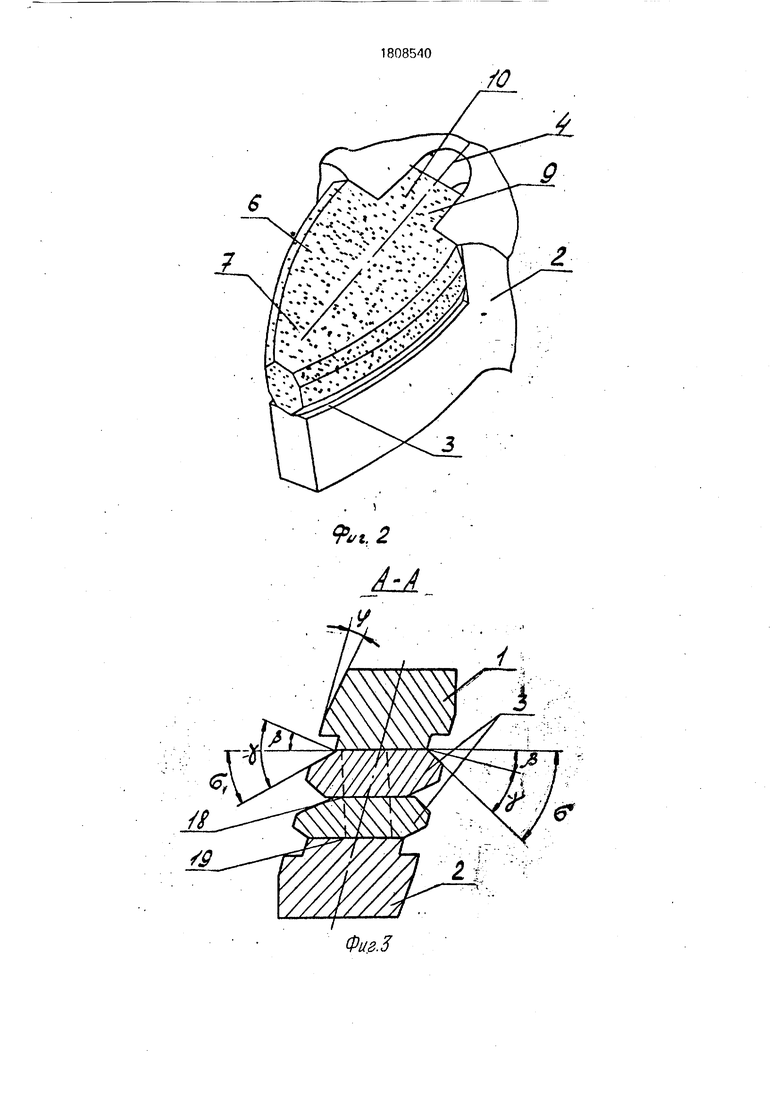
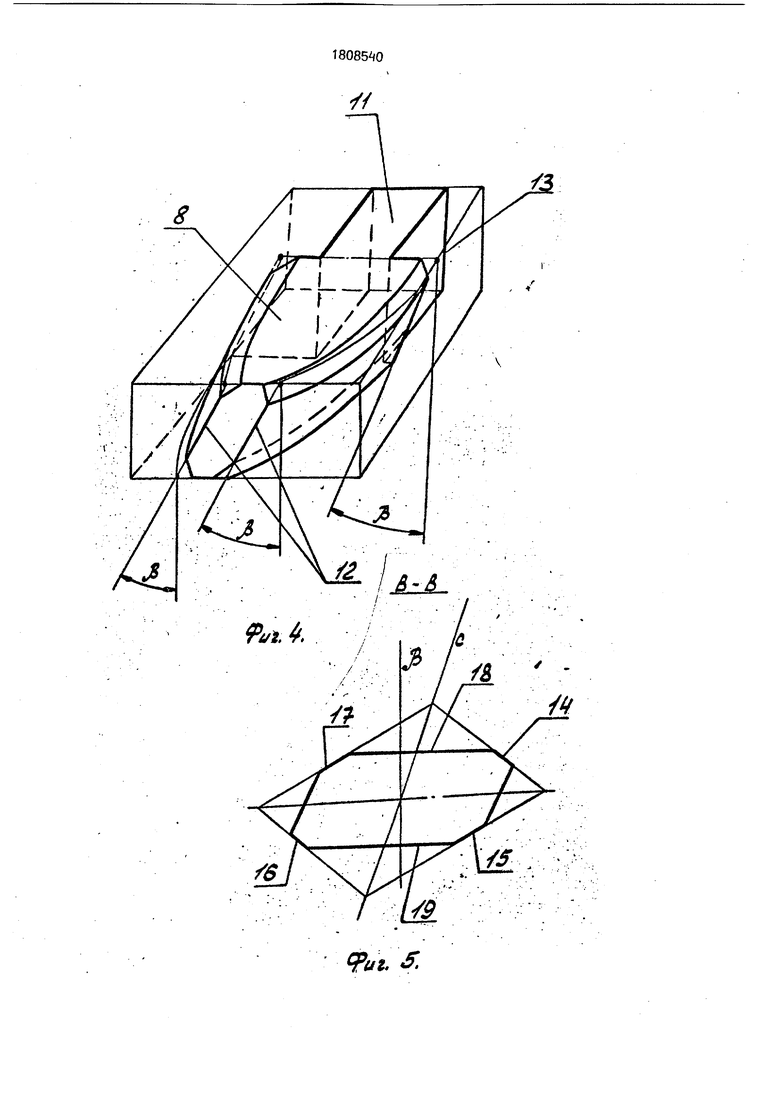
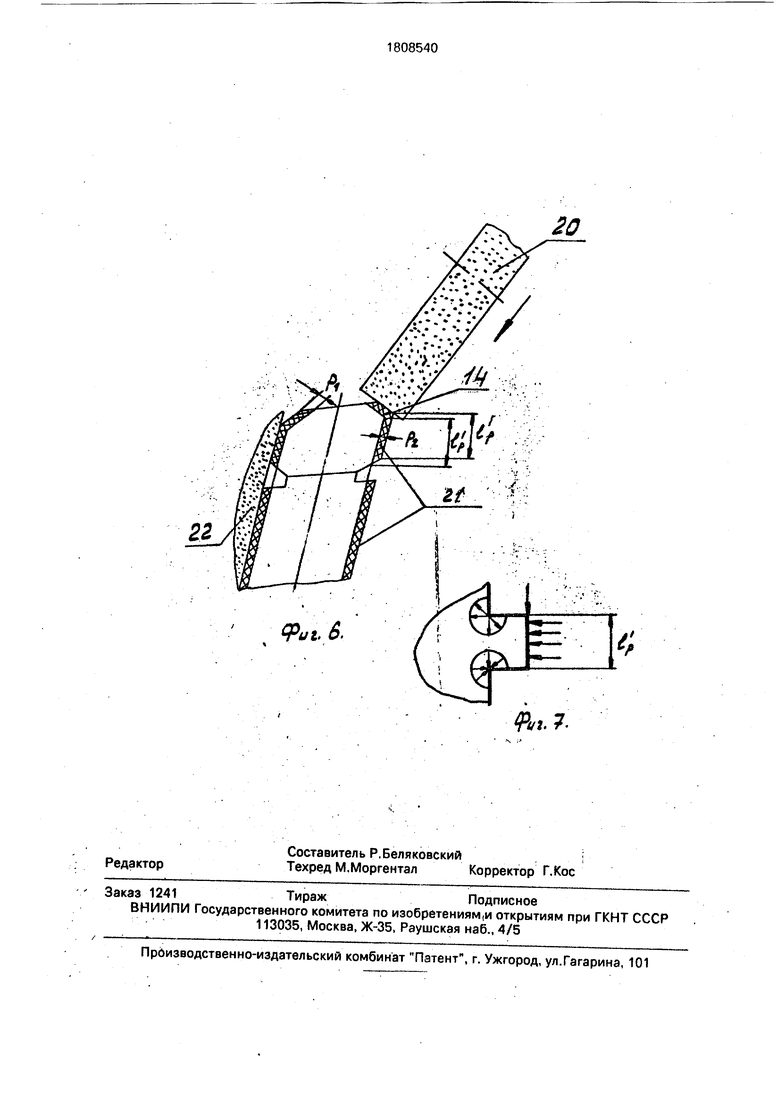
На фиг. 1 изображен предлагаемый ше- вер; на фиг. 2 - установка режущего элемента в корпусе; на фиг. 3 - сечение А-А на фиг. 1; на фиг. 4 - общий вид режущего элемента; на фиг. 5 - сечение В-В на фиг. 4; на фиг. 6 - схема заточки режущего элемента по передней и задней граням; на фиг. 7 - схема распределения усилий резания на единичном режущем элементе.
Сборный дисковый шевер содержит корпус, состоящий из двух зубчатых дисков 1 и 2 с размещенными в них опорными площадками 3 и пазами 4, боковые поверхности которых перпендикулярны опорным площадкам 3. Участки 5 зубчатых дисков 1 и 2 выполнены из материала меньшей твердости, чем режущие элементы б, которые закреплены на опорных площадках 3 и пазах 4, например с помощью пайки или склеивания, зубчатые диски 1 и 2 соединены между собой любым известным способом, например, штифтами и винтами (на чертеже не показаны). Режущий элемент 6 состоит из двух частей, рабочей 7, выложенной е виде косоугольной призмы 8, на которой расположены режущие кромки 9, и хвостовой части 10, выполненной в виде прямой призмы 11, в основании которой лежит прямоугольник.
Угол наклона ft ребер 12 косоугольной призмы 8 к ребрам 13 прямой призмы 11 равен углу наклона винтовой линии зуба шевера. В сечении косоугольной призмы 8 плоскостью, перпендикулярной ее основанию, лежит неравносторонний восьмиугольник у которого противоположные стороны попарно равны и параллельны.
Для обеспечения одинаковых условий резания на всех.режущих кромках необходимо обеспечить равенство передних углов этих кромок. Такие условия обеспечиваются созданием различных углов наклона передних граней 14, 15, 16 и 17 относительно опорных плоскостей 18 и 19 режущего элемента. 6.
Как видно из чертежа (фиг.З) д ля обеспечения постоянного значения переднего угла у , необходимо обеспечить значение углов наклона а и 0i передних граней к опорным плоскостям в следующем соотношении:
ffi.-0r))
ой-(-й+0(2)
0
5
0
5
0
5
0
5
0
5
При угле наклона винтовой линии зуба шевера /8 15°, углы будут равны о 15°; 02 45°
Для улучшения условий контакта в зацеплении при обработке, угол заходной части принимаем равным около 1°
В соответствии с зависимостями (1) и (2), продлеваем передние грани 14, 15, 16 и 17 (фиг.5) до образования параллелрграмма, В полученном параллелограмме диагональ С соответствует углу наклона / винтовой линии по отношению к основаниям режущего элемента 6.
Такое расположение обеспечивает одинаковые условия резания на всех режущих кромках.,
Сборка дискового шевера осуществляется следующим образом.
Режущие элементы 6 размещаются хвостовой частью 10 в пазах 4 дисков 1 и 2, а рабочей частью 7 на опорных площадках 3 и закрепляются. Зубчатые диски 1 и 2 с закрепленными на них режущими элементами 6 скрепляются между собой с помощью винтов и штифтов, при этом режущие элементы 6 располагаются по винтовой линии, образуя зуб шевера, Между зубчатыми дисками 1 и 2 образуется зазор z, который гара нти- рует контакт между опорными плоскостями режущих элементов 6.
Схема заточки режущего элемента 6 по передним граням 14 и 17 изображена на фиг. 6. Заточка осуществляется шлифовальным кругом 20 со скоростью SKp в направлении эквидистантном контуру передней грани. При этом припуск Pi, снимаемый по передней грани 14 не равен припуску Ра, снимаемого шлифовальным кругом 22 по задней грани 21. Такая схема заточки обеспечивает постоянство размера оп длине режущего элемента Ip при перёточках.
Такая схема заточки обеспечивает постоянство сечения режущего элемента, так как опорные поверхности не перетачиваются, что повышает стойкость инструмента и его технологичность, причем при поломке инструмента достаточно заменить один из режущих элементов зуба шевера.
У известных режущих элементов (фиг.7) у основания, от сил резания и давления, возникают концентраторы напряжений способствующие скалыванию, а конструкция режущих элементов предлагаемого шевера устраняет этот недостаток.
.. Такое рыполнение режущих элементов 6 позволяет повысить стойкость инструмента, так как за счет устранения концентраторов напряжения на режущем элементе
достигается равномерное распределение нагрузок на основании режущего элемента.
Выполнение хвостовой части 10 режущих элементов 6 в виде прямой призмы 11, позволяет в зубчатых дисках 1 и 2, нарезать пазы 4 перпендикулярно опорным площадкам 3, чем повышается технологичность изготовления и сборки шевера.
Режущие элементы 6 шевера изготавливаются по известной технологии изготовле- ния твердосплавных режущих элементов, например, прессованием с последующей обработкой.
Работа шевера происходит по обычной схеме резания.
Выполнение режущего зуба из отдельных элементов, позволяет обеспечить постоянство сечения режущего элемента, так как опорные площадки не перетачиваются, что повышает стойкость инструмента и его технологичность; упростить сборку шевера (повысить технологичность), так как элементы, из которых состоят режущие зубья, изготавливаются отдельно и не требуют специальной подгонки, при этом необходи- мо отметить, что при поломке достаточно заменить лишь один элемент режущего зуба, а не весь зуб.
Выполнение рабочей части режущего зуба в виде косоугольной призмы, в сечении которой плоскостью, перпендикулярной ее основанию, лежит неравносторонний восьмиугольник, противоположные сторрны которого попарно равны и параллельны, позволяет обеспечить одинаковые условия резания на всех режущих кромках, так как передние углы этих кромок равны и устра- нить концентраторы напряжений, способствующие скалыванию, т.е. достигается равномерное распределение нагрузок на
основание режущего элемента, все это ведет к повышению стойкости инструмента.
Выполнение хвостовика в виде прямой призмы в основании которой лежит прямоугольник и равенство угла наклона ребер косоугольной призмы к ребрам прямой углу наклона винтовой линии зуба шевера, позволяет выполнять в корпусе пазы перпендикулярно опорным плоскостям, что ведет к повышению технологичности изготовления и сборки шевера.
Выполнение корпуса в виде двух зубчатых дисков на оппозитно расположенных поверхностях зубьев которых закреплены элементы, упрощает сборку шевера и повышает стойкость инструмента за счет предо- хранения режущих зубьев от выкрашивания, вследствие динамических нагрузок при обработке зубчатых колес с твердостью HRC 40-50.
Формула из-обретения
1. Сборный дисковый шевер, вставные режущие элементы которого, состоящие из рабочей части и хвостовика, закреплены в корпусе, отличающийся тем, что, с целью повышения стойкости и технологичности, рабочая часть режущих элементов выполнена в виде косоугольной призмы, в . сечении которой плоскостью, перпендикулярной ее основанию, лежит неравносторонний восьмиугольник, противоположные стороны которого попарно равны и параллельны, а хвостовик выполнен в виде прямой призмы, в основании которой лежит1 прямоугольник, при этом угол наклона ре1 бер косоугольной призмы равен углу наклона винтовой линии зубьев шевера.
2. Шевер по п.1, о т л и ч а ю щ и и с я тем, что корпус содержит два зубчатых диска, расположенных по его торцам.
z 
| название | год | авторы | номер документа |
|---|---|---|---|
| Дисковый шевер | 1979 |
|
SU882711A1 |
| Шевинговальный инструмент | 1983 |
|
SU1143534A1 |
| Дисковая пила | 1982 |
|
SU1121139A1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ | 1998 |
|
RU2147495C1 |
| ШЕВЕР | 2003 |
|
RU2236330C1 |
| ПРИБОР ДЛЯ ОПРЕДЕЛЕНИЯ УГЛОВ ФРЕЗ, РАЗВЕРТОК И ТОМУ ПОДОБНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 1935 |
|
SU49267A1 |
| Торцово-коническая фреза | 1983 |
|
SU1142281A1 |
| Шевер | 1985 |
|
SU1324783A1 |
| ДИСКОВЫЙ ШЕВЕР | 2001 |
|
RU2230635C2 |
| Дисковый шевер | 1986 |
|
SU1537426A1 |
Использование: машиностроение, в частности инструменты для чистовой обработки зубчатых колес твердостью HRC 40-50. Сущность изобретения заключается в том, что сборный дисковый шевер содержит корпус, состоящий из двух зубчатых дисков 1 и 2 с размещенными в них опорными площадками 3 и пазами 4. Режущие элементы 6, закрепленные в зубчатых дисках и 2, состоят из двух частей, рабочей 7, выполненной в виде косоугольной призмы 8, на которой расположены режущие кромки 9, и хвостовой части 10, выполненной в виде прямой призмы 11. Зубчатые диски 1 и 2 скреплены между собой штифтами и винтами, при этом режущие элементы 6 располагаются по винтовой линии, образуя зуб шевера. Работа шевера происходит по обычной схеме резания. 1 з.п. ф-лы, 7 ил.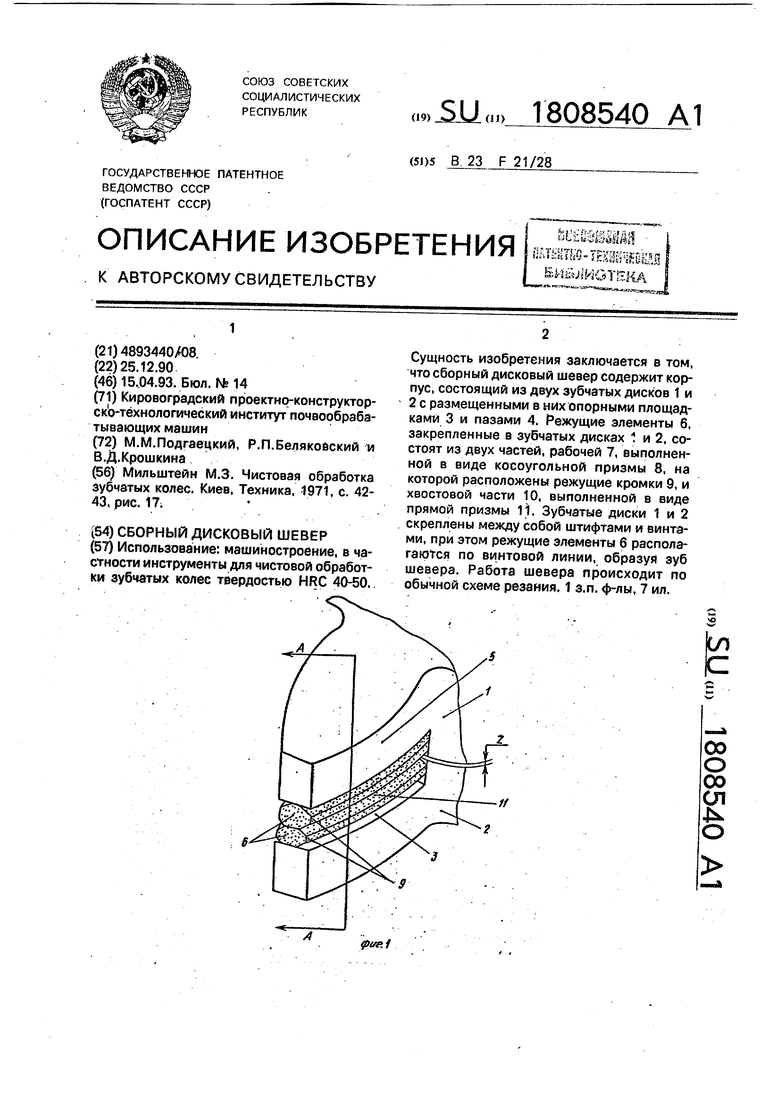
otssoai
Риг. Я
| Мильштейн М.З | |||
| Чистовая обработка зубчатых колес | |||
| Киев, Техника, 1971, с | |||
| Машина для расшивания мата из волокон | 1926 |
|
SU4243A1 |
| Печь для сжигания твердых и жидких нечистот | 1920 |
|
SU17A1 |
