Изобретение относится к области машиностроения, в частности к червячным инструментам для обработки зубчатых изделий.
Известны сборные червячные фрезы для обработки зубчатых изделий с эвольвентным профилем, оснащенные сменными неперетачиваемыми режущими пластинами, установленными на боковой стороне зубьев вдоль линии станочного зацепления (см. авторское свидетельство СССР N 629023, МКИ B 23 F 21/16, заявка N 2484590/25-08 от 12.05.77 г. , автор Сидоренко А.К.). Недостатком данной фрезы является сложность исполнения, особенно для среднего и мелкого модулей.
Известны также сборные червячные фрезы для обработки зубчатых изделий с эвольвентным профилем, у которых зубья на вершине, в средней части и на ножке оснащены в плоскости профиля зуба чередующимися сменными неперетачиваемыми режущими пластинами (см. заявку на патент Российской Федерации N 97115666/02 от 08.09.97 г., МКИ B 23 F 21/16, Сборная червячная фреза. Заявитель и автор Настасенко В.А.). Их недостатком является отсутствие вариантов установки и крепления пластины, что усложняет исполнение фрезы.
В предлагаемом изобретении указанные недостатки исключены за счет оснащения конструкций червячных инструментов элементами установки и крепления режущих или деформирующих пластин.
Описания предлагаемого инструмента поясняются на чертежах.
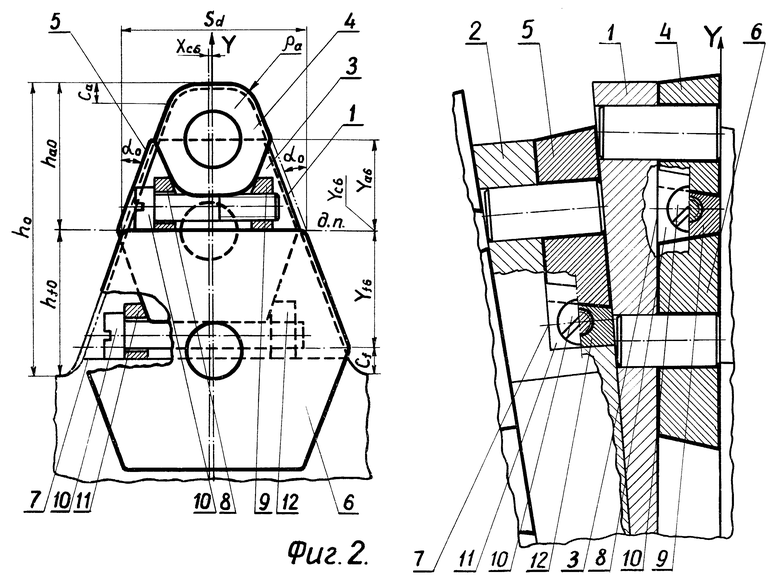
На фиг. 1 показана конструкция фрезы, у которой чередующиеся зубья 1, 2, 3 оснащены на вершине, средней части и ножке режущими шестигранными сменными неперетачиваемыми пластинами 4, 5, 6 с модифицированными углами профиля α0 на боковых сторонах, а их боковые режущие кромки совмещены с профилем зуба фрезы на участке установки пластины. При этом ширина зубьев Sd по делительной прямой д.п., а также высота h0 зуба, высота ha0 его головки и hf0 ножки, высота Ca и радиус ρa скругления головки и высота Cf скругления ножки зуба соответстует стандартным значениям. Исходные параметры установки пластин заданы относительно радиальной оси Y координатами Ya6, Yc6 и Yf6 от делительной прямой д.п., и координатами Xc6 и Xf6, связанными с винтовым ходом зубьев фрезы, которые определяются однозначно, но составляют ноу хау данного изобретения. Для обеспечения условий периодической смены пластин, зубья в торцовом сечении выполнены в виде секторов или реек, закрепленных на корпусе с возможностью сборки и разборки, и имеют выемки 7, 8 и 9 для установки и закрепления в них пластин с помощью самоцентрирующихся на винтах 10 клиньев 11 и клиновых гаек 12, базирующихся по задним поверхностям пластин и по стенкам выемок. Стенка выемки для закрепления пластины, установленной на ножке зуба, может быть выполнена на вершине зуба в виде ласточкиного хвоста 13 или продолжения штифта 14 предыдущего зуба, а самоцентрирующийся на винте 10 клин 15 и клиновая гайка 16 выполнены соответственно наклону опорных поверхностей 13, 14 и задней поверхности пластины. В первом исполнении зуб 2 с режущей пластиной в середине и зуб 3 с пластиной на ножке могут чередоваться по отношению к зубу 1 с пластиной на вершине в последовательности 3, 1, 2 либо 2, 1, 3.
На фиг. 2 показана новая конструкция фрезы, у которой на зубе 1 сменные шестигранные неперетачиваемые режущие пластины 4, 6 размещены по высоте последовательно друг за другом в плоскости 3 и чередуются с зубьями 2, у которых шестигранные неперетачиваемые сменные пластины 5 перекрывают зазор между предыдущими пластинами. Как и в предыдущем варианте, боковые режущие кромки пластин с модифицированными углами профиля α0 на боковых сторонах совмещены с профилем головки, ножки и средней части зубьев, имеющих ширину Sd на делительной прямой д.п., высоту зуба h0, высоту его головки ha0 и hf0 ножки, высоту Ca и радиус ρa скругления головки и высоту Cf скругления ножки, которые соответствуют стандартным значениям. Исходные параметры установки пластин заданы относительно радиальной оси Y координатами Ya6, Yc6 и Yf6 от делительной прямой д. п. и координатой Xc6, связанной с винтовым ходом ее зубьев, но их значения составляют ноу хау данного изобретения.
Крепление пластин 4 и 6 на плоскости 3 выполнено с помощью самоцентрирующихся клиньев 8 и клиновых гаек 9 винтом 10 при баровании их по задним поверхностям пластин. Крепление пластины 5 в выемке 7 выполнено, как в предыдущем варианте, с помощью самоцентрирующихся на винте 10 клиньев 11 и клиновых гаек 12.
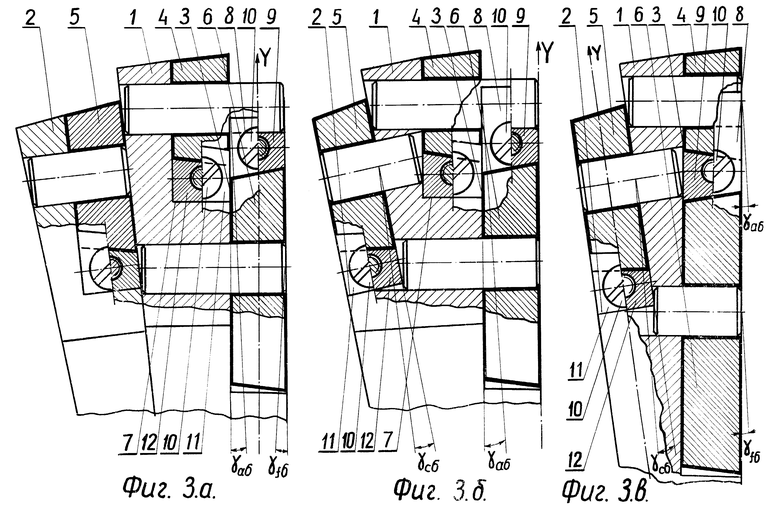
На фиг. 3a показан новый вариант крепления на зубьях 1 и 2 пластин 4, 5 и 6, который от первого варианта отличается тем, что кроме выемки 7 новый зубчатый сектор 1 имеет дополнительную выемку 3, а пластины 4, 6 и самоцентрирующиеся на винтах 10 крепежные клинья 8 и 11, с клиновыми гайками 9 и 12, расположены внакладку друг на друге. При этом одна из пластин совмещена с осью Y фрезы либо для уменьшения возникающих погрешностей обе пластины расположены на равном удалении от нее, а их установочные оси смещены относительно исходной оси профиля зуба на величину винтового хода, заданную шагом зубьев и передними углами γa6 и αf6.
На фиг. 3б показан новый вариант крепления на зубьях 1 фрезы пластин 4, 5 и 6, который от предыдущего варианта отличается тем, что зубчатые секторы, имеющие выемки 3, 7 для крепления пластин 4 и 6 на передней поверхности, дополнительно снабжены выемкой 2 на спинке под пластину 5. При этом пластины 5, 6 и самоцентрирующиеся на винтах 10 крепежные клинья 8 и 11 с клиновыми гайками 9 и 12 расположены внакладку друг на друга. Форма клиньев 8 и клиновых гаек 9 сходна форме режущих кромок пластины на спинке предыдущего зуба, а установочные оси крайних пластин смещены относительно оси промежуточной пластины 6 (совмещенной с исходной осью профиля зуба и осью фрезы Y) на величину винтового хода, заданную осевым и угловым шагом зубьев, передними углами γa6 и γc6, толщиной реек и углом их установки на начальном диаметре фрезы.
На фиг. 3в показан новый вариант крепления на зубьях 1 фрезы пластин 4, 5 и 6, который от второго варианта отличается тем, что зубчатые секторы с передней поверхностью 3 и последовательно размещенными пластинами 4, 6 дополнительно имеют на спинке выемку 2 под пластину 5. При этом на пластинах 4, 6 на самоцентрирующихся крепежных клиньях 8 с клиновыми гайками 9 и винтами 10 внакладку расположены пластины 5 с самоцентрирующимися на винтах 10 крепежными клиньями 11 с клиновыми гайками 12. Форма клиньев 8 и клиновых гаек 9 повторяет форму режущих кромок пластины 5 на предыдущем зубе, а центры пластин смещены относительно исходной оси профиля зуба и оси фрезы Y на величину винтового хода, заданную осевым и угловым шагом зубьев, передними углами γa6, γc6 и γf6, толщиной и углом наклона реек на начальном диаметре фрезы.
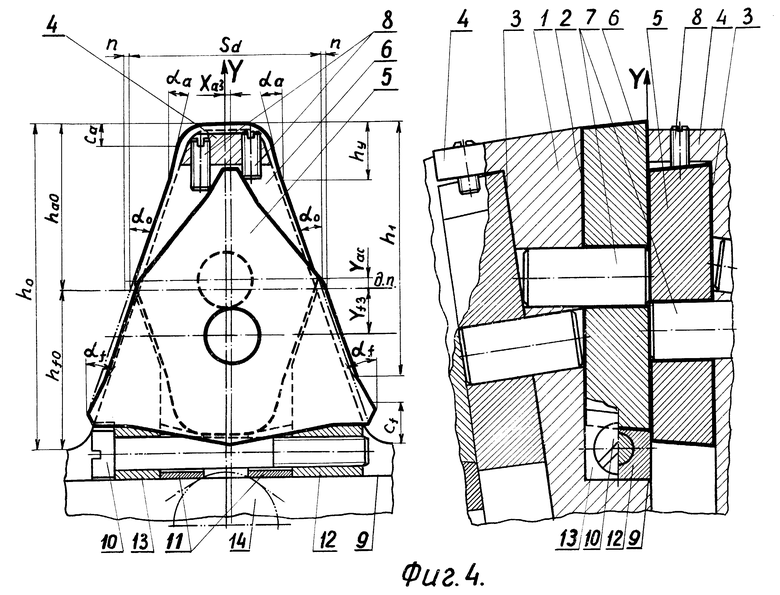
На фиг. 4 показана фреза, имеющая профиль под шевингование, с шириной зуба Sd и углом профиля α0 на делительной прямой д.п., высотой зуба h0, высотой ножки hf0, головки ha0, выступа hy у головки под углом αa на ширину припуска n, с дуговыми участками высотой Ca у головки и Cf у ножки и выступом на высоте h1 у ножки, под углом профиля αf, оснащенная двумя сменными неперетачиваемыми режущими пластинами: шестигранной на вершине и трехгранной у ножки зуба. Зубчатые секторы 1 на передних поверхностях имеют выемки 2, а на спинках - выемки 3 с опорными выступами 4 на вершине для установки внакладку неперетачиваемых сменных режущих пластин 5 и 6 на штифтах 7. Установка и крепление пластины 5 по задней поверхности у ее вершин выполнены винтами 8, введенными в резьбовые отверстия опорного выступа, а пластины 6 - по ее задней поверхности и основанию 9 выемки у ножки зуба и выполнено с помощью винта 10, самоцентрирующихся клиньев 11 и гайки 12, которая вместе с опорой 13 и пластиной 6 формируют поверхность для установки пластины 5. Крепление пластины 6 может быть выполнено по пружине 14 для закрепления зубчатых секторов на корпусе фрезы, при этом основание 9 может быть исключено, а клинья 11 имеют дополнительные выступы.
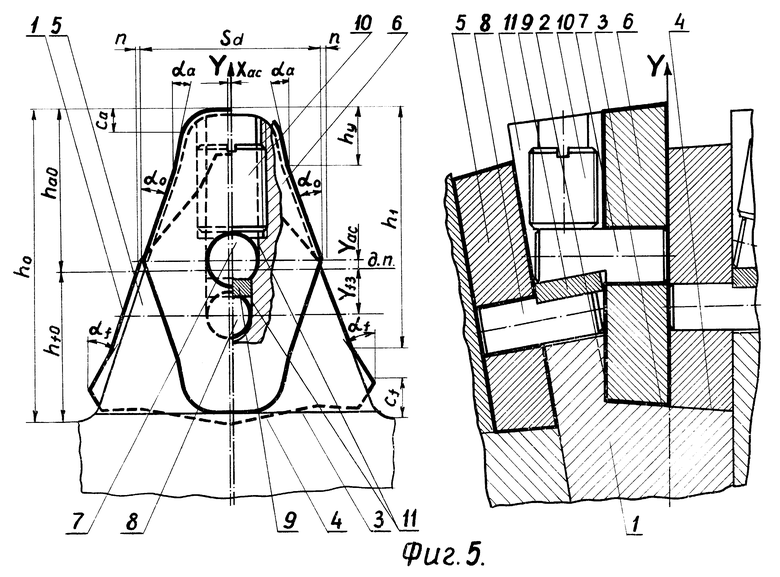
На фиг. 5 показан новый вариант крепления пластин на зубе с параметрами профиля под шевер: Sd, α0, ho, ha0, hf0, hy, αa, Ca, h1, αf, Cf, Yf3, Yac, Xac, аналогичными предыдущему варианту, при котором зубчатый сектор 1 с выемкой 2 на передней поверхности зуба имеет основания 3 и 4 под профиль задних поверхностей пластин 5 и 6, установленных на штифтах 7 и 8 и разделенных компенсационной прокладкой 9. При этом крепление пластин на основаниях выполнено через штифты и прокладку с заранее подобранной толщиной, при вводе винта 10 в резьбовое отверстие, выполненное у вершины зубчатого сектора на ступенчатой прорези 11 под штифты 7 и 8.
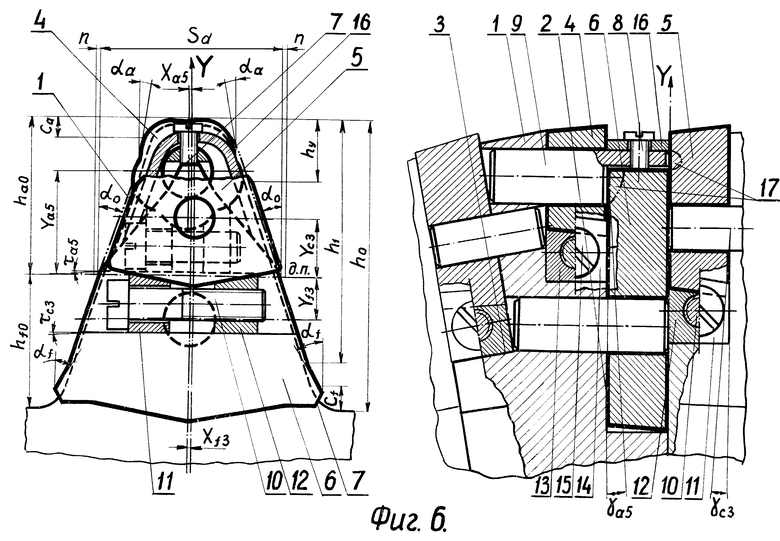
На фиг. 6 показан новый вариант крепления пластин на зубе с параметрами профиля под шевер: Sd, α0, ho, ha0, hf0, hy, αa, Ca, h1, αf, Cf, аналогичными предыдущему варианту, при котором зубчатый сектор 1 с дополнительной выемкой 2 на передней поверхности и выемкой 3 на задней поверхности зуба обеспечивает установку трех сменных пластин, отличающихся от предыдущих шестигранных пластин, например на вершине зуба - пятигранной пластины 4, в средней части и на ножке зуба - трехгранных пластин 5 и 6. Для повышения надежности закрепления пластины 6 на ее вершинах выполнены лыски 7, зажимаемые винтом 8, установленным в отверстии штифта 9. Крепление пластин 5 и 4 выполнено самоцентрирующимся на винтах 10 и 15 клиньями 11 и 14 с клиновыми гайками 12 и 13 подобно предыдущим вариантам. Однако на вершине зуба, между пластинами 4 и 5, установлен П-образный прихват 16, который служит опорной поверхностью для пластины 5 и базируется по задней поверхности пластины 6, что позволяет ему за счет собственной упругости при зажиме винтом 8 обеспечить дополнительное крепление этой пластины.
Размеры профиля и параметры установки пластин Yf3, Yc3, Ya5, Xf3, Xa5 определяют при совмещении их с адекватным участком профиля зуба фрезы, а также величиной винтового хода фрезы и передних углов γa5 и γc3, полученных в результате наложения пластин 4 и 5 на пластину 6. При этом для повышения точности установки пластин 4 и 5 основания выемок 2 и 3 могут быть выполнены развернутыми на углы τa5 и τc3 для компенсации осевого смещения Xa5 и Xf3 центров пластин 4 и 5 относительно центра пластины 6.
Для упрощения элементов крепления на основаниях наложенных пластин могут быть выполнены впадины 17, по которым они установлены на адекватные выступы, выполненные на опорных штифтах подложенных пластин.
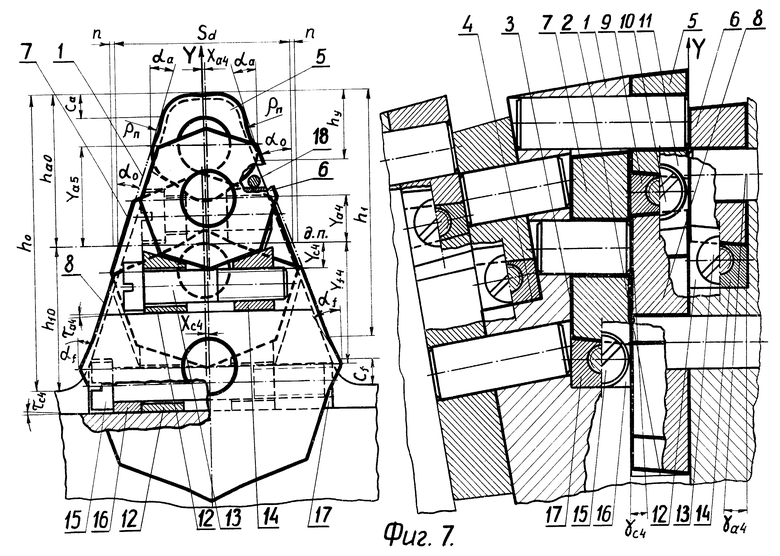
На фиг. 7 показан новый вариант оснащения зубьев фрезы, имеющей профиль под шевингование (параметры Sd, n, h0, ha0, hf0, hy, h1, Ca, Cf, α0, αa, αf аналогичны предыдущему варианту), четырьмя модифицированными сменными неперетачиваемыми пластинами. При этом их установка возможна как на каждом, так и на одном зубе внакладку. Зубчатый сектор 1, в выемках 2, 3 и 4 которого закреплены пятигранная пластина 5 на вершине зуба, под ней в одной и то же плоскости, но со стороны спинки предыдущего зуба, установлена модифицированная четерехгранная пластина 8, на них внакладку, со стороны спинки предыдущего зуба, установлена модифицированная четырехгранная пластина 6, а под ними на передней поверхности зуба размещена модифицированная четырехгранная пластина 7. Крепление пластин 5, 8 выполнено самоцентрирующимся на винте 10 клином 11 и клиновой гайкой 9, профиль которых повторяет не только форму задних поверхностей этих пластин, но и форму пластины 6, для которой они являются опорными. Крепление пластины 6 выполнено подобно предыдущим вариантам (фиг. 1-5), самоцентрирующимся на винте 13 клином 12 и клиновой гайкой 14, а у пластины 7 - самоцентрирующиеся на винте 15 клинья 12 дополнены клином 16 и клиновой гайкой 17, служащими опорными элементами пластины 7 и повторяющими ее форму.
Вместо пятигранной пластины 5 на вершине зуба возможна установка круглой пластины, при этом для обеспечения возможности ротационного вращения ее под действием сил резания крепежные элементы 9, 10 и 11 отделены от круглой пластины штырями 18, выполненными на зубчатом секторе 1 (такой вариант возможен и для предыдущих исполнений фрез).
Аналогично схемы на фиг. 7 возможны варианты крепления модифицированных пятигранных пластин (установленных вместо четырехгранных на вершине, в средней части и на ножке зуба).
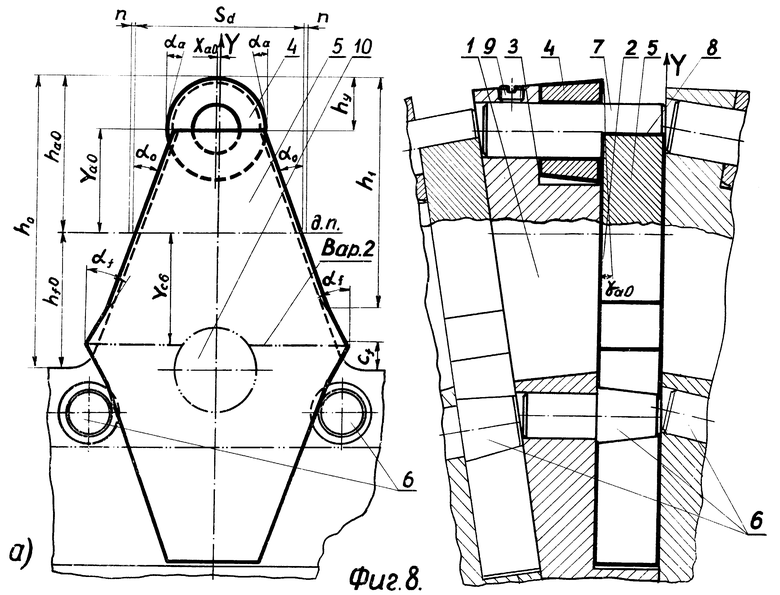
На фиг. 8а показан новый вариант крепления пластин на зубе с параметрами профиля под шевер: Sd, α0, ho, ha0, hf0, hy, αa, h1, αf, Cf, n, аналогичными предыдущему варианту, при котором зубчатый сектор 1 с выемкой 2 на передней поверхности и дополнительной выемкой 3 на вершине зуба обеспечивает установку только для двух сменных пластин, например, круглой 4 на вершине и шестигранной 5 на остальной части профиля, которая отличается от предыдущих шестигранных пластин, формирующих профиль средней части и ножки зуба (фиг. 1, 2) тем, что объединяет их в одну. При этом упрощается конструкция фрезы, а за счет выравнивания износа вершинной части зуба и остального профиля возможна одинаковая периодичность замены пластин, что облегчает их обслуживание. Установка пластины 5 возможна по штифтам 6, повторяющим форму ее боковых задних поверхностей, а крепление - штифтом 7 с уступом 8 у вершинной пластины, при зажиме винтом 9. Вместо круглой пластины 4 возможна установка пятигранной пластины или других пластин из предыдущих исполнений. Размеры профиля и параметры установки пластин Xa0, Ya0 и Yc6 определяют при совмещении их с адекватным участком профиля зуба, с учетом величины винтового хода фрезы и переднего угла γa0, полученного в результате наложения пластины 5 на пластину 4, по аналогии с предыдущими вариантами.
Для уменьшения размеров профилирующей пластины 5 ее нижняя часть может быть исключена (вариант 2), что сводит ее профиль к трапеции. Установка пластин возможна на пружину 10, которая служит для закрепления зубчатых секторов 1 на корпусе фрезы, для чего на основании пластины выполнена адекватная пружине выемка. Поскольку длина таких пластин уменьшается в два раза, их применение наиболее эффективно для фрез крупных модулей, при этом расход инструментальных материалов одинаков с предыдущим вариантом, а производство пластин и конструкция фрез существенно упрощаются.
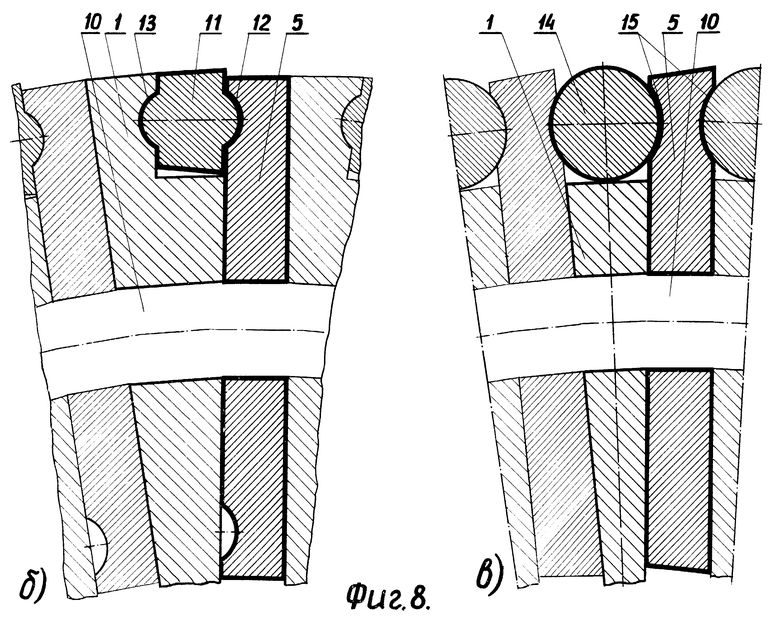
Для фрез малых модулей, где прочность штифта и вершинной режущей пластины, ослабленной отверстием, может быть недостаточной, возможна их замена специальными пластинами 11 (фиг. 8б) с выступами 12 и 13 на верхней поверхности и на основании, которые введены в адекватные им впадины на вершинах профилирующей пластины 5 и на вершине зубчатого сектора 1. При использовании пружин 10 для удержания и крепления нанизанных на них пластин и зубчатых секторов корпус у фрез может быть исключен.
Возможна также замена вершинной режущей пластины на деформирующую, например в виде шарика 14 (фиг. 8в), что благоприятно повышает прочность на изгиб ножки зубьев изделия. Опора шарика возможна не только на зубчатый сектор 1, но и на профилирующие пластины 5, у которых выемки 15 выполнены с обеих сторон. Новая фреза является комбинированным режуще-деформирующим инструментом, а при замене профилирующих пластин 5 на деформирующее, например в форме трапеции с выпуклыми боковыми поверхностями, она легко трансформируется (только за счет замены пластин) в червячный дорн.
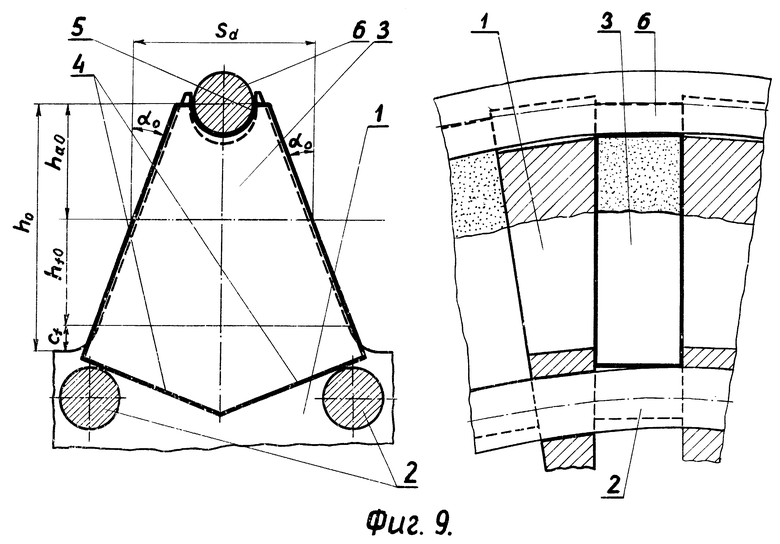
На фиг. 9 показано новое исполнение червячного инструмента с параметрами профиля ho, ha0, hf0, Sd, α0 аналогичными предыдущим, у которого между зубчатыми секторами 1, нанизанными на пружины 2, установлены трапецеидальные профилирующие пластины 3 с упором на пружины по поверхностям 4, а по наружной винтовой поверхности инструмента в канавке 5 установлена дополнительная пружина 6, удерживающая зубчатые секторы и профилирующие пластины (абразивные у шлифовальных кругов, лезвийные у шеверов, деформирующие у дорнов).
Совокупность приведенных признаков полностью характеризует предложенные параметры установки пластин и инструменты, что соответствует критерию техническое решение. Их исполнение ранее не известно из решений базового уровня техники, что соответствует критерию новизна, и не вытекает из них автоматически, явным образом, что соответствует критерию неочевидности. Их реализация возможна в современных условиях реального производства, поскольку они отличаются от базовых исполнений лишь формой профиля и параметрами установки неперетачиваемых пластин, что соответствует критерию промышленной применимости. При этом обеспечивается положительный эффект, заключающийся в повышении режущих характеристик фрез, что увеличивает их долговечность и повышает другие технико-экономические показатели их изготовления и эксплуатации. Следовательно, предлагаемые технические решения обладают всеми признаками изобретения, развивающими предыдущие варианты.
В настоящее время разработаны экспериментальные конструкции червячных фрез, которые будут изготовлены и апробированы в 1998 г. на АО "Херсонские комбайны".
Примеры конкретного исполнения предлагаемых фрез.
1. Для фрезы с профилем под шевер, нарезающей зубчатые колеса модуля m = 5,5 мм, шириной зуба на делительной прямой Sd = 8,7 мм, высотой зуба h0 = 14,3 мм, головки ha0 = 7,42 мм, высотой подрезания ножки hy = 2,7 мм, головки h1 = 11,7 мм, припуском n = 0,1 мм, применение пятигранных пластин с параметрами La5 = 3,59 мм, da5 = 5,00 мм, oa5 = 2,1 мм, Ya5 = 4,92 мм на головке, трехгранных, с модифицированными выступами под углом профиля 20o в средней части, dc3 = 6,40 мм, ρc3 = 0,4 мм, Yc3 = 2,74 мм в середине зуба, Lf3 = 6,53 мм, df3 = 9,70 мм, ρf3 = 0,2 мм, Yf3 = 2,01 мм на ножке и фланком Lfф = 2,10 мм обеспечивают полное профилирование зубьев.
2. Для фрезы с предыдущим вариантом профиля зубьев под шевер применение пятигранных пластин с параметрами La5 = 3,59 мм, da5 = 5,00 мм, oa5 = 2,1 мм, Ya5 = 4,92 мм на головке, четырехгранных (с выступами под углом профиля 20o в средней части) и остальными параметрами, соответственно равными Lc1 = 2,78 мм, dс1 = 6,70 мм, Yc1 = 2,16 мм, Lc2 = 3,74 мм, dc2 = 9,00 мм, Yc2 = 1,20 мм, Lf3 = 5,07 мм, df3 = 9,70 мм, Yf3 = 2,01 мм и фланком Lfф = 1,80 мм обеспечивают полное профилирование зубьев.
Для фрез экономический эффект от применения предлагаемых исполнений заключается в повышении стойкости, точности и других технико-экономических характеристик их изготовления и эксплуатации. При этом увеличение затрат на их изготовление составляет 150-200%, однако при 4-5 кратном повышении стойкости Т, повторном применении корпуса и исключении затрат на переточки, они перекрываются в 2-3 раза. При средней стоимости базовой фрезы около 500 долл. США, экономический эффект на одну фрезу составит
Э = C(Tn - 2,5-3Tc ) = 500(4-5 - 2,5-3x1) = 500-1250 долл. США.
При годовой потребности страны в подобных фрезах до 2 тыс.шт. экономический эффект составит 1,0-2,5 млн. долл. США, что подтверждает целесообразность их применения. Эффективность шлифовальных кругов, шеверов и дорнов может быть еще более высокой.
Учитывая, что при использовании предлагаемых червячных инструментов возрастают технико-экономические показатели изготовления и эксплуатации обрабатываемых ими зубчатых изделий, экономический эффект может быть значительно большим, что подтверждает целесообразность их широкого применения.
Изобретение относится к области машиностроения, к инструменту для обработки зубчатых изделий. Инструмент содержит корпус, поворотные сменные неперетачиваемые пластины и элементы их установки и закрепления. Для исправления недостатков известных инструментов, связанных со сложностью исполнения, особенно для среднего и мелкого модулей, в конструкцию инструмента введены элементы установки и крепления режущих или деформирующих пластин. Зубья червячного инструмента в торцовом сечении выполнены в форме секторов, закрепленных на корпусе с возможностью сборки и разборки. Сменные неперетачиваемые пластины установлены на соседних зубьях в плоскости их профиля с чередованием на разной высоте. На их боковых кромках выполнены модифицированные участки, совпадающие в указанной плоскости с профилем зуба. Сменные неперетачиваемые пластины могут быть 5-, 6-, 8-гранными крупными и трапецеидальными. Зазоры между пластинами на зубьях перекрываются за счет последовательной установки пластин различного размера и конфигурации и установки их внакладку. 19 з.п.ф-лы, 9 ил.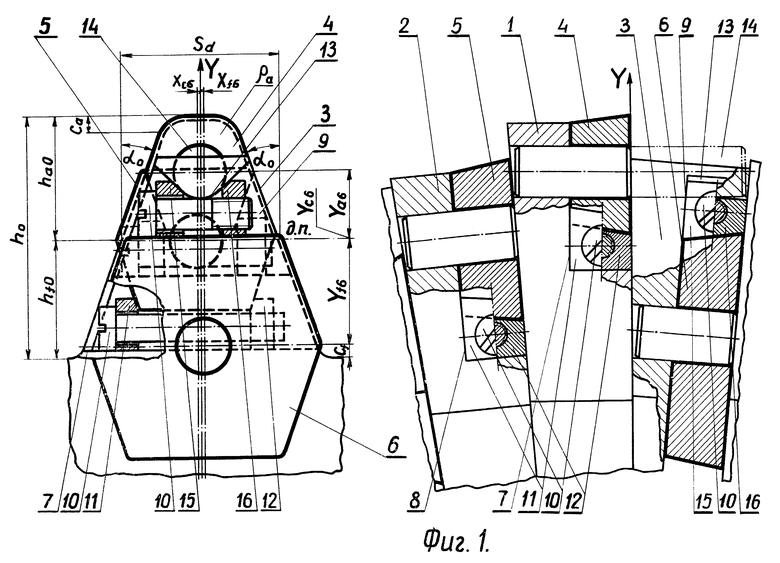
| Сборочная червячная фреза | 1977 |
|
SU629023A1 |
| Червячная сборная фреза | 1983 |
|
SU1106611A1 |
| SU 1192916 A, 23.11.1985 | |||
| Червячная фреза | 1984 |
|
SU1643143A1 |
| US 3688368 A, 05.09.1972 | |||
| ЗДАНИЕ | 2021 |
|
RU2753286C1 |

