Изобретение относится к производству металлорежущего инструмента, в частности к конструкции зубчатых шеверов, предназначенных для шевингования зубчатых колес различных видов.
Известны инструменты для шевингования зубчатых колес-шеверов конструктивно представляющие собой зубчатое колесо, на- боковых поверхностях зубьев которого расположены режущие кромки, образованные стружечными канавками. Профили поперечного сечения стружечных канавок инструментов выполнены из прямолинейных участков или содержат у дна впадины канавки радиусные участки, при этом угол заострения режущих элементов равен 90° (т.е. передний угол равен нулю) m .
Такая форма,стружечных канавок инструмента не обеспечивает с обеих сторон режущих элементов острых углов заточки, что снижает эффективность обработки - чистоту, производительность, точность, требует больших усилий контакта при шевинговании, в результате снижается стойкость шеверов . Объем стружечной канавки недостаточен для свободного размещения стружки, что приводит к заполнению канавок стружкой,
Цель изобретения - улучшение условий резания и повьшгение качества обрабатываемой поверхности. 1
Поставленная йель, достигается
тем, что в шевинговальном инструленте,, стружечные канавки которого, образующие режущие кромки, в поперечном сечении содержат прямолинейные участки, составляющие стенки канавки, а дно канавки включает радиусные участки, стенки канавки выполнены наклонными так, что с обеих сторон канавки образуют углы заострения режущих элементов, а дно канавки дополнено прямолинейным участком.
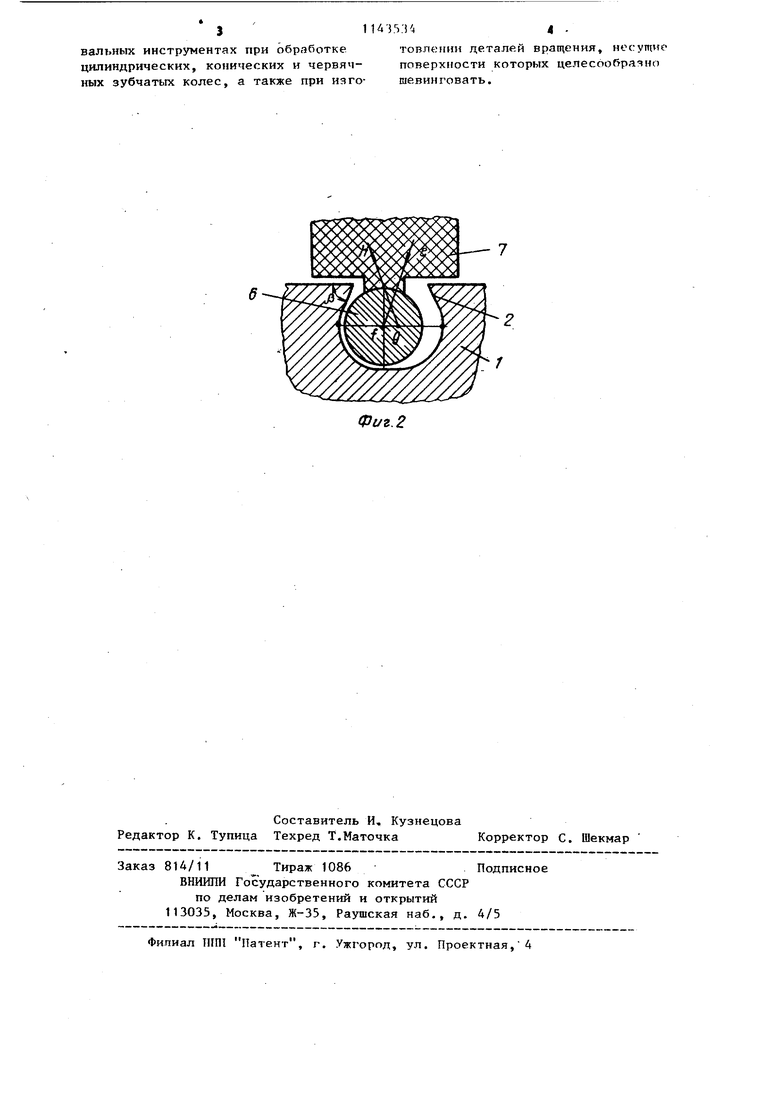
На фиг. 1 изображены режущие элементы, поперечное сечение;и стружечные канавки шевинговального инструмента; на фиг. 2 - схема формирования стружечных канавок электроэрозионной обработкой.
На рабочем участке шевинговального инструмента 1 (фиг. 1), например на зубьях шевера, нанесены с шагом t стружечные канавки 2 каплевидного поперечного профиля. В результате образованы режущие элементы 3, лишенные концентраторов напряжений и содержащие с обеих сторон острые противоположно направленные углы заточки /5 (углы заострения) и режущие кромки 4 на рабочей незатылованной поверхности 5 шевинговального инструмента. Профиль канавки содержит два прямолинейных и противоположно размещенных участка аЬ и cd, наклоненных по отношению к нормали п-п рабочей поверхности 5 под углами и (в общем случае у ), которые определяются условиями резания и являются передними в соответствии со схемой резания. Эти прямолиненые участки сопряжены с криволинейным профилем be дна канавки 2. Минимальный радиус кривизны профиля равен половине кратчайшего расстояния S между смежными режущими кромками 4.
Формирование стружечных канавок предлагаемого профиля возможно посреством злектроэрозионной обработки электродом-инструментом 6 (фиг. 2). В качестве формирующих токопроводящи элементов используют проволоку Круглого сечения, которую закрепляют на диэлектрическом основании 7. Диаметр проволоки выбирают равным ширине S стружечных канавок. Траектории движения электрода-инструмента в процессе электроэрозионной обработки представляют Собой ломаную линию efgh. В результате такого движения, электрода-инструмента 6 стружечные канавки 2 на инструменте 1 приобретают каплевидную форму.
Режущие элементы шевинговального инструмента, содержащего стружечные канавки данного профиля, обладают повьш1енной изгибной прочностью и имеют острые прямобочные углы заточки с обеих сторон, не изменяющие своих значений при переточках инструмента, число которых определяется суммарньш припуском К (фиг. 1). Последнее обстоятельство позволяет не менять режим обработки, т.е. исключить переналадку станка после переточки инструмента. Наличие острых углов заточки (углов заострения) с обеих сторон режущих элементов повышает эффективность и качество шевингования и дает возможность производить обработку при меньшем контактном усилии.
Каплевидная форма стружечной канав ки может быть использована в шевингоЭ 11АЧЗ: 44
вальных инструментах при обработке товлеинн деталей вращения, несущио цилиндрических, комических и червяч- поверхности которых целесоо5рачно ных зубчатых колес, а также при изго- шевинговать.
| название | год | авторы | номер документа |
|---|---|---|---|
| Шевинговальный инструмент | 1987 |
|
SU1491631A1 |
| Дисковый шевер | 1989 |
|
SU1708551A2 |
| Сборный шевер | 1989 |
|
SU1776503A1 |
| Дисковый шевер | 1981 |
|
SU963745A1 |
| ДИСКОВЫЙ ШЕВЕР | 2001 |
|
RU2230635C2 |
| Дисковый шевер | 1986 |
|
SU1537426A1 |
| СПОСОБ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС ШЕВИНГОВАНИЕМ-ПРИКАТЫВАНИЕМ | 2011 |
|
RU2479389C1 |
| Дисковый шевер | 1988 |
|
SU1627349A1 |
| Дисковый шевер | 1982 |
|
SU1033276A1 |
| ИНСТРУМЕНТ ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2013 |
|
RU2539281C1 |
ШЕВИНГОВАЛЬНЫЙ ИНСТРШЕНТ, стружечные канавки которого, образу-, кицие режущие кромки, в поперечном сечении содержат прямолинейные участки, составлякяцие стенки канавки, а дно канавки включает радиусные участки, отличающийся тем, что, с целью улучшения условий резания и повышения качества обрабатываемой поверхности, стенки канавки выполнены наклонными так, что с обеих сторон канавки образуют углы заострения режущих элементов, а дно канавки дополнительно прямолинейным участком. 4 СО СП со 4 Фиг.1
6
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Обзоры по межотраслевой тематике | |||
| М., 1970, с | |||
| Устройство для усиления микрофонного тока с применением самоиндукции | 1920 |
|
SU42A1 |
