Изобретение относится к металлообработке, в частности к способам восстановления фрез.
Целью изобретения является повышение износостойкости фрез.
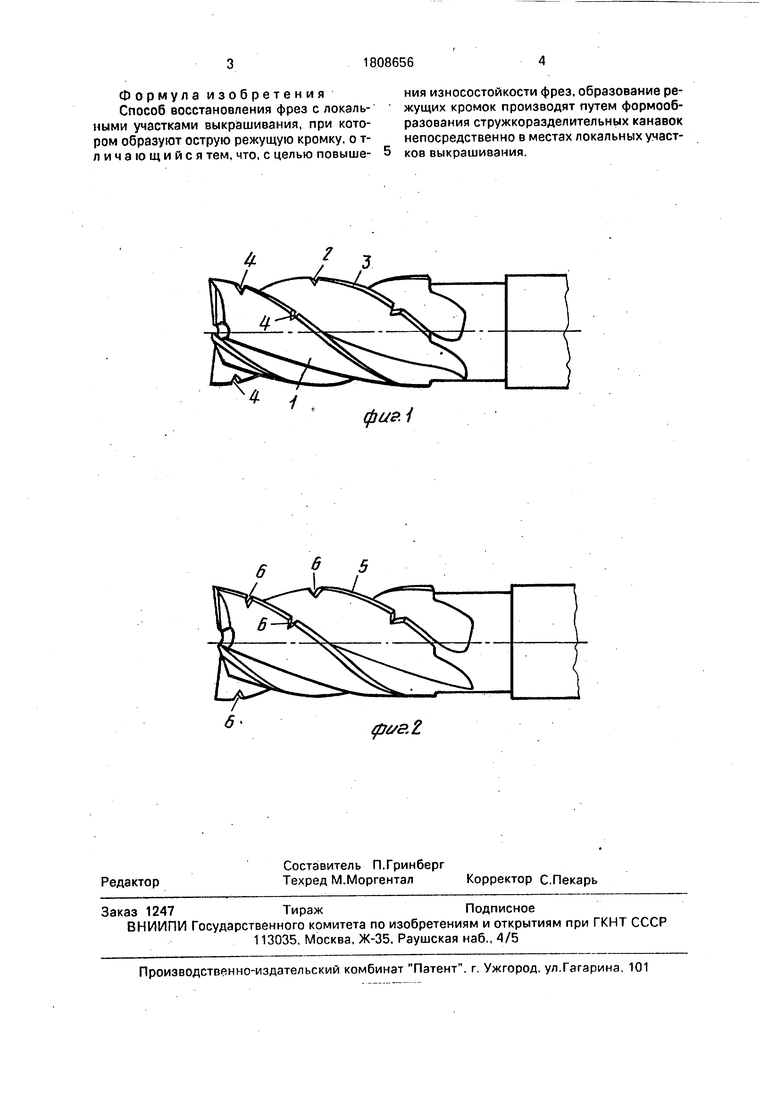
На фиг.1 изображена изношенная фреза до переточки; на фиг.2 - фреза после переточки.
Фреза, предназначенная для переточки, имеет на режущих кромках 2 участки нормального износа 3 и локальные участки выкрашивания 4. Фрезу перетачивают по рабочим поверхностям 5. содержащим участки нормального износа 3 до получения острых режущих кромок, а на локальныхуча- стках выкрашивания 4 выполняют стружко- разделительные канавки 6.
На предприятии ОМПО им. Баранова был проведен эксперимент. Из группы концевых фрез, предназначенныхдля списания в брак из-за, наличия выкрашивания режущей кромки величиной до 2-3 мм, как не подлежащих переточке, была сделана выборка в десять фрез. Эти фрезы были закх- чены в соответствии с предлагаемым способом, на участках выкрашивания были выполнены стружкоразделительные канавки. После чего фрезы испытывались на рабочих местах. При каждой последующей переточке, если появлялись выкрашивания, то на их месте выполнялись стружкоразделительные канавки. Интересно отметить, что в процессе переточек некоторые стружкоразделительные канавки постепенно стачивались до восстановления острой режущей кромки на их месте, что способствовала, повышению ресурса фрез. Отмечалось и общее увеличение ресурсов фрез, перетачиваемых по предложенному способу, так как отпала необходимость выводить далее незначительные выкрашивания, что снизило съем металла при каждой переточке. За счет всего этого общий ресурс фрез повысился на 15-20%, использование фрез до выработки полного ресурса составило 80-85%, вместо 65-70% по прототипу при обработке жаропрочных сплавов.
00
о
00
ел
о
Формула изобретения Способ восстановления фрез с локаль- ными участками выкрашивания, при котором образуют острую режущую кромку, о т- личающийсл тем, что, с целью повыше-
ния износостойкости фрез, образование режущих кромок производят путем формообразования стружкоразделительных канавок непосредственно в местах локальных участков выкрашивания.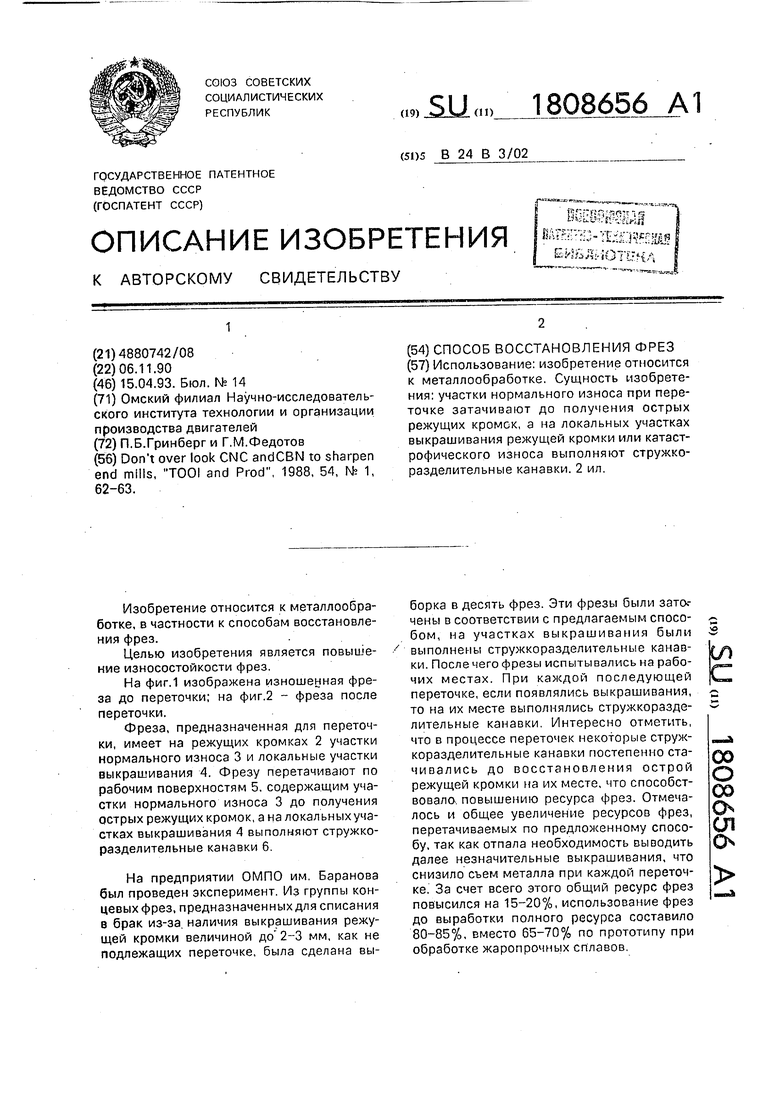
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОКРАТНО ПЕРЕТАЧИВАЕМЫЙ РЕЗЕЦ | 2002 |
|
RU2226453C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ (ВАРИАНТЫ) И СПОСОБ ИЗГОТОВЛЕНИЯ ПОДНУТРЕННЫХ ПАЗОВ РЕЖУЩИМ ИНСТРУМЕНТОМ | 1997 |
|
RU2175592C2 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 2009 |
|
RU2507041C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ КОМПЛЕКТА ДИСКОВЫХ НОЖЕЙ ДЛЯ РЕЗКИ ШТРИПСОВ В ТРУБНОМ ПРОИЗВОДСТВЕ | 2015 |
|
RU2635028C2 |
| СПОСОБ КРЕПЛЕНИЯ РЕЖУЩЕЙ ПЛАСТИНЫ | 1993 |
|
RU2043875C1 |
| СБОРНАЯ КОНЦЕВАЯ ФРЕЗА | 2014 |
|
RU2573858C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ СО СМЕННОЙ ПЕРЕТАЧИВАЕМОЙ ПЛАСТИНОЙ | 1992 |
|
RU2028875C1 |
| НОЖЕВОЙ ВАЛ-ФРЕЗА ОДНО- И ДВУХРЕЗЦОВЫЙ ДЛЯ ДЕРЕВООБРАБАТЫВАЮЩИХ СТАНКОВ И СПОСОБ ФОРМИРОВАНИЯ И ЗАТОЧКИ РЕЖУЩИХ ЭЛЕМЕНТОВ | 2001 |
|
RU2228838C2 |
| Сборный резец | 1981 |
|
SU1061941A2 |
| ЧЕРВЯЧНАЯ ТВЕРДОСПЛАВНАЯ ФРЕЗА | 1997 |
|
RU2120360C1 |
Использование: изобретение относится к металлообработке. Сущность изобретения: участки нормального износа при переточке затачивают до получения острых режущих кромок, а на локальных участках выкрашивания режущей кромки или катастрофического износа выполняют стружко- разделительные канавки. 2 ил.
| Don t over look CNC andCBN to sharpen end mills, TOOI and Prod, 1988, 54, № 1, 62-63. |
