Изобретение относится к.области машиностроения, а именно, к обработке материалов резанием и может найти применение на всех предприятиях, использующих шлифование с подачей смазочно- охлаждающей жидкости (СОЖ) и электропроводный шлифовальный круг.
Цель изобретения - повышение эффективности охлаждения электропроводных шлифовальных кругов.
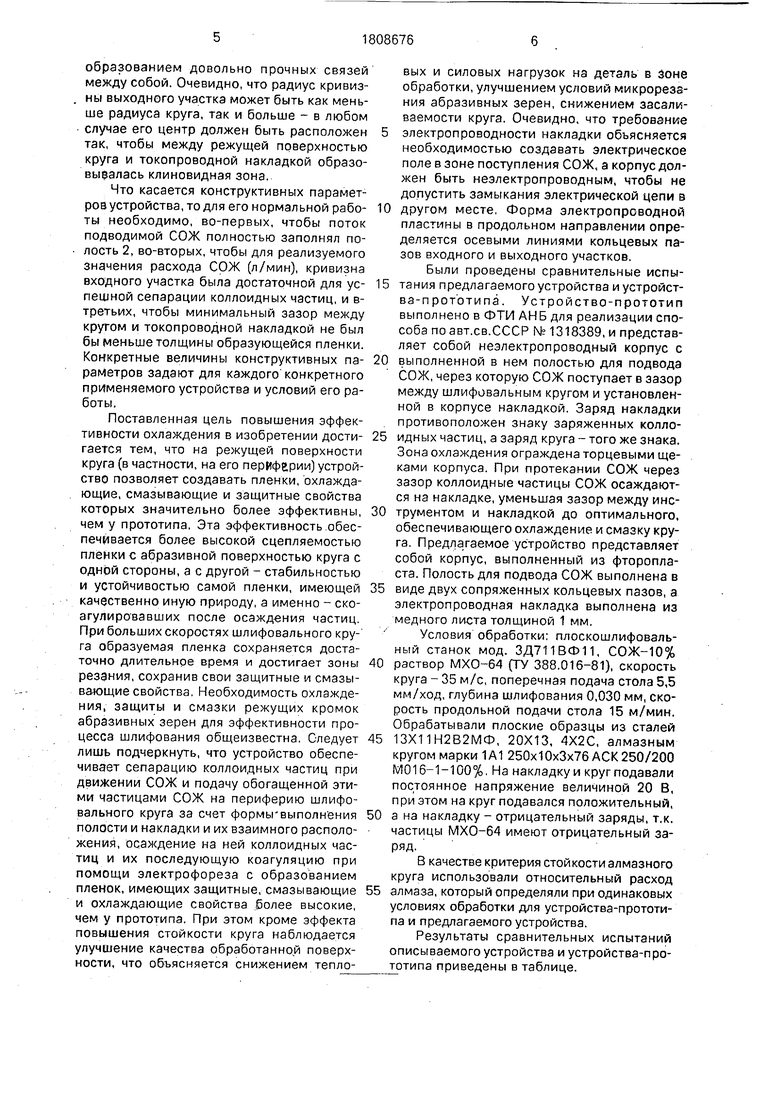
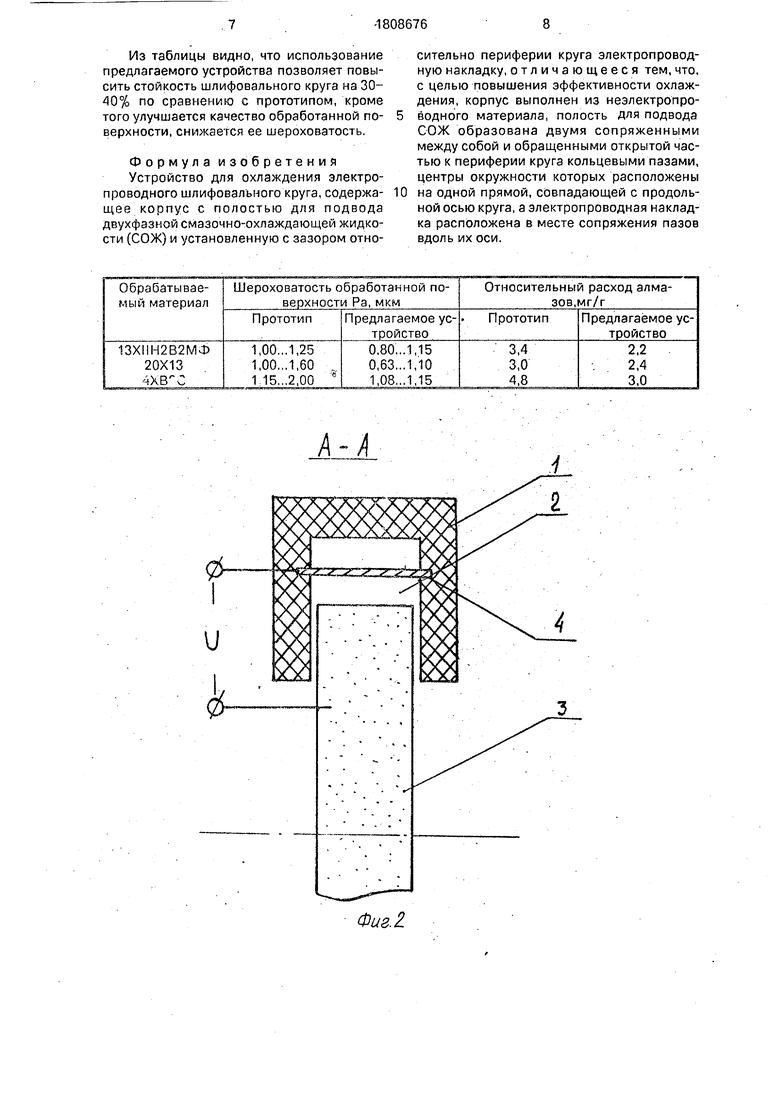
На фиг. 1 представлен общий вид устройства в разрезе; на фиг. 2 - разрез А-А на фиг. 1.
Устройство содержит неэлектропроводный корпус 1, в котором выполнена полость
2 для подачи СОЖ. В этой полости с зазором относительно круга 3 установлена электропроводная накладка 4. Полость 2 имеет криволинейную форму, состоящую из двух участков. Входной участок полости 2 представляет собой кольцевой паз 5, центр окружности которого расположен по другую сторону от центра окружности кольцевого паза 6 выходного участка полости 2 относительно электропроводной накладки 4, установленной в месте сопряжения пазов 5 и 6. Накладка 4 в поперечном сечении может иметь и криволинейный профиль (для профильных абразивных кругов), но в продольном направлении она установлена вдоль оси кольцевых пазов (что также определяет и ее форму). Выходной участок полости 2 представляет собой кольцевой паз 6, центр окружности которой расположен в области шлифовального круга 3. Сама полость 2 открывается местом сопряжения входного и выходного участков в зоне поступления СОЖ на круг 3.
Устройство работает следующим обра1 зом.
Двухфазная СОЖ (типа МХО) по трубопроводу поступает в корпус 1, в котором вы- полнена полость 2 для подвода СОЖ, состоящая из входного и выходного участков. В месте сопряжения входного и выходного участков с зазором относительно круга
3 установлена электропроводная накладка 4. Подаваемая с некоторой скоростью СОЖ поступает во входной участок, выполненный в виде кольцевого паза 5, и движется по нему, Прм движении потока двухфазной СОЖ по некоторому радиусу R вх.уч. на поток действуют центробежные силы, однако величина этих сил будет больше для частиц большей плотности. Известно, что СОЖ типа МХО содержат коллоидные частицы пол- ивинилхлорида, которые в воде приобретают благодаря своей природе некоторый заряд, Кроме того плотность коллоидных частиц больше, чем плотность
жидкости. За счет центробежных сил, действующих на поток двухфазной СОЖ, движущейся по радиусу, коллоидные частицы скапливаются по периферии кольцевого па5 за 5 входного участка у его внешней стороны (по большему радиусу). Установленная в месте сопряжения кольцевых пазов входного и выходного участков накладка 4 разделяет поступающий поток на две части. При этом
0 насыщенная коллоидными заряженными частицами часть потока поступает непосредственно к шлифовальном кругу. При подаче постоянного напряжения на круг 3 и электропроводную, накладку 4v в зоне по5 ступления частиц на круг создается электрическое поле с заданной напряженностью по величине и направлению, которое воздействует на заряженные частицы, перемещая их к кругу. На этом участке совпадают по на0 правлению центробежные силы и силы элёктрического поля, действующие на
.коллоидные частицы, и направлены они к
кругу. Однако, чтобы этот слой налипших
частиц имел достаточную прочность и устой5 чивость, необходимо некоторое время удерживать свежеобразованный слой на периферии круга 3. Для этого входной участок полости 2 сопряжен с выходным участком,- выполненным в. виде кольцевого паза 6,
0 центр окружности которого лежит по другую сторону относительно накладки 4 от центра окружности входного участка. Установленная вдоль оси кольцевых пазов 5 и 6 накладка 4 позволяет увеличить зону действия
5 электрофоретических сил на осаждаемые частицы. Если учесть, что центробежные силы после прохождения частицами участка сопряжения и их поступления на круг 3 меняют свое напраиление и будут стремиться
0 оторвать частицы от поверхности круга, то
очевидно, что предложенное выполнение
накладки 4 уменьшает на некотором участке
отрицательное воздействие центробежных
Сил, уравновешивая их электрофоретиче5 скими силами без уменьшения их величины. Кроме того, свежеобразованная пленка дополнительно прижимается к периферии круга потоком СОЖ при прохождении им клиновидной зоны выходного участка. Ради0 ус кривизны выходного участка R вых.уч.за- дают таким образом, чтобы установленная вдоль оси накладка 4 не касалась периферии шлифовального круга 3, а зазор между нею и периферией круга не был меньше
5 толщины образуемой пленки. Что касается природы пленки, то известно, что коллоидные частицы, содержащиеся в СОЖ и имеющие некоторый заряд, при потере этого заряда (например, попадая на заряженный
круг или другую поверхность) коагулирует с
образованием довольно прочных связей между собой. Очевидно, что радиус кривизны выходного участка может быть как меньше радиуса круга, так и больше - в любом случае его центр должен быть расположен так, чтобы между режущей поверхностью круга и токопроводной накладкой образовывалась клиновидная зона.
Что касается конструктивных параметров устройства, то для его нормальной работы необходимо, во-первых, чтобы поток подводимой СОЖ полностью заполнял полость 2, во-вторых, чтобы для реализуемого значения расхода СОЖ (л/мин), кривизна входного участка была достаточной для успешной сепарации коллоидных частиц, и в- третьих, чтобы минимальный зазор между крутом и токопроводной накладкой не был бы меньше толщины образующейся пленки. Конкретные величины конструктивных параметров задают для каждого конкретного применяемого устройства и условий его работы.
Поставленная цель повышения эффективности охлаждения в изобретении достигается тем, что на режущей поверхности круга (в частности, на его периферии) устройство позволяет создавать пленки, охлаждающие, смазывающие и защитные свойства которых значительно более эффективны, чем у прототипа, Эта эффективность .обеспечивается более высокой сцепляемостью плёнки с абразивной поверхностью круга с одной стороны, а с другой - стабильностью и устойчивостью самой пленки, имеющей качественно иную природу, а именно - ско- агулировавших после осаждения частиц. При больших скоростях шлифовального круга образуемая пленка сохраняется достаточно длительное время и достигает зоны резания, сохранив свои защитные и смазывающие свойства, Необходимость охлаждения, защиты и смазки режущих кромок абразивных зерен для эффективности процесса шлифования общеизвестна. Следует лишь подчеркнуть, что устройство обеспечивает сепарацию коллоидных частиц при движении СОЖ и подачу обогащенной этими частицами СОЖ на периферию шлифовального круга за счет формы выполнения полости и накладки и их взаимного расположения, осаждение на ней коллоидных частиц и их последующую коагуляцию при помощи электрофореза с образованием пленок, имеющих защитные, смазывающие и охлаждающие свойства более высокие, чем у прототипа. При этом кроме эффекта повышения стойкости круга наблюдается улучшение качества обработанной поверхности, что объясняется снижением тепловых и силовых нагрузок на деталь в зоне обработки, улучшением условий микрорезания абразивных зерен, снижением засаливаемое™ круга. Очевидно, что требование 5 электропроводности накладки объясняется необходимостью создавать электрическое поле в зоне поступления СОЖ, а корпус должен быть неэлектропроводным, чтобы не допустить замыкания электрической цепи в
0 другом месте, Форма электропроводной пластины в продольном направлении определяется осевыми линиями кольцевых пазов входного и выходного участков.
Были проведены сравнительные испы5 тания предлагаемого устройства и устройст- ва-прот отипа. Устройство-прототип выполнено в ФТИ АНБ для реализации способа по авт.св.СССР N 1318389, и представляет собой неэлектропроводный корпус с
0 выполненной в нем полостью для подвода СОЖ, через которую СОЖ поступает в зазор между шлифовальным кругом и установленной в корпусе накладкой. Заряд накладки противоположен знаку заряженных колло5 идных частиц, а заряд круга - того же знака. Зона охлаждения ограждена торцевыми щеками корпуса. При протекании СОЖ через зазор коллоидные частицы СОЖ осаждаются на накладке, уменьшая зазор между инс0 трументом и накладкой до оптимального, обеспечивающего охлаждение и смазку круга. Предлагаемое устройство представляет собой корпус, выполненный из фторопласта. Полость для подвода СОЖ выполнена в
5 виде двух сопряженных кольцевых пазов, а электропроводная накладка выполнена из медного листа толщиной 1 мм.
Условия обработки; плоскошлифовальный станок мод. ЗД711ВФ11, СОЖ-10%
0 раствор МХО-64 (ТУ 388.016-81), скорость круга - 35 м/с, поперечная подача стола 5,5 мм/ход, глубина шлифования 0,030 мм, скорость продольной подачи стола 15 м/мин. Обрабатывали плоские образцы из сталей
5 13Х11Н2В2МФ, 20X13, 4Х2С, алмазным кругом марки 1А1 250x10x3x76 АСК 250/200 №016-1-100%. На накладку и круг подавали постоянное напряжение величиной 20 В, при этом на круг подавался положительный,
0 а на накладку - отрицательный заряды, т.к. частицы МХО-64 имеют отрицательный заряд.
В качестве критерия стойкости алмазного круга использовали относительный расход
5 алмаза, который определяли при одинаковых условиях обработки для устройства-прототипа и предлагаемого устройства.
Результаты сравнительных испытаний описываемого устройства и устройства-прототипа приведены в таблице.
Из таблицы видно, что использование предлагаемого устройства позволяет повысить стойкость шлифовального круга на 30- 40% по сравнению с прототипом, кроме того улучшается качество обработанной поверхности, снижается ее шероховатость.
Формула изобретения Устройство для охлаждения электропроводного шлифовального круга, содержащее корпус с полостью для подвода двухфазной смазочно-охлаждающей жидкости (СОЖ) и установленную с зазором отно0
сительно периферии круга электропроводную накладку, отличающееся тем, что, с целью повышения эффективности охлаждения, корпус выполнен из неэлектропроводного материала, полость для подвода СОЖ образована двумя сопряженными между собой и обращенными открытой частью к периферии круга кольцевыми пазами, центры окружности которых расположены на одной прямой, совпадающей с продольной осью круга, а электропроводная накладка расположена в месте сопряжения пазов вдоль их оси.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ охлаждения при алмазно-абразивной обработке инструментом на металлической связке | 1985 |
|
SU1318389A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ПРИ ПЛОСКОМ ПЕРИФЕРИЙНОМ ШЛИФОВАНИИ | 2014 |
|
RU2579325C1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ | 2013 |
|
RU2553760C2 |
| Сборный абразивный круг | 1982 |
|
SU1034885A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ (СОЖ) ПРИ ПЛОСКОМ ТОРЦОВОМ ШЛИФОВАНИИ | 2008 |
|
RU2385215C1 |
| Шлифовальный круг | 1991 |
|
SU1806050A3 |
| СПОСОБ ДВУСТОРОННЕГО ШЛИФОВАНИЯ ЕЛОЧНОГО ПРОФИЛЯ ЗАМКА ЛОПАТКИ | 1989 |
|
RU2047467C1 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 2001 |
|
RU2200653C2 |
| ЭЛЕКТРОМАГНИТНОЕ УСТРОЙСТВО ДЛЯ ПРЕДОТВРАЩЕНИЯ ЭКСПЛУАТАЦИОННЫХ ДИСБАЛАНСОВ ТОРЦОВЫХ ШЛИФОВАЛЬНЫХ КРУГОВ | 2009 |
|
RU2417149C1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ | 2008 |
|
RU2372180C1 |
Использование: обработка материалов резанием, а именно шлифование электроприводным шлифовальным кругом с подачей смазочно-охлаждающей жидкостью (СОЖ). Сущность изобретения: устройство содержит неэлектропроводный корпус 1, в котором выполнена полость 2 для подачи СОЖ. В этой полости с зазором относительно круга 3 установлена электропроводная накладка 4. Полость 2 имеет криволинейную форму, состоящую из двух участков. Входной участок полости 2 представляет собой кольцевой паз 5, центр окружности которого расположен по другую сторону от центра окружности кольцевого паза б выходного участка полости 2 относительно электропроводной накладки 4, установленной в месте сопряжения пазов 5 и 6. Накладка 4 в поперечном сечении может иметь и криволинейный профиль (для профильных абразивных кругов), но в продольном направлении она установлена вдоль оси кольцевых пазов. Выходной участок полости 2 представляет собой кольцевой паз 6, центр окружности которой расположен в области шлифовального круга 3. Сама полость 2 открывается местом сопряжения входного и выходного участков в эоне поступления СОЖ на круг 3. 2 ил., 1 табл.
| Способ охлаждения при алмазно-абразивной обработке инструментом на металлической связке | 1985 |
|
SU1318389A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
