Ё
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для фиксации витого ленточного магнитопровода | 1990 |
|
SU1760570A1 |
| Устройство для разрезки кольцевых магнитопроводов | 1973 |
|
SU600623A2 |
| Устройство для разрезки кольцевых магнитопроводов | 1976 |
|
SU660105A1 |
| Механизм для зажима витых магнитопроводов изнутри | 1984 |
|
SU1251194A1 |
| УСТРОЙСТВО ДЛЯ РАЗРЕЗКИ КОЛЬЦЕВЫХ МАГНИТОПРОВОДОВ | 1973 |
|
SU383098A1 |
| Устройство для разрезки витых магнитопроводов | 1977 |
|
SU744748A1 |
| Автомат для изготовления изделий из проволоки | 1986 |
|
SU1389917A2 |
| Устройство для зажима инструмента в шпинделе | 1983 |
|
SU1113218A1 |
| Устройство для изготовления витых ленточных магнитопроводов | 1983 |
|
SU1121710A1 |
| Устройство для разрезки магнитопроводов | 1979 |
|
SU978209A1 |
Использование: в трансформаторостро- ении как технологическое оборудование при изготовлении магнитопроводов. Сущность изобретения: в устройстве для разрезки магнитопроводов, содержащем абразивный отрезной диск с приводом, механизмы фиксации и зажима, фиксирующая оправка выполнена в виде жесткого корпуса с заход- ной частью, на котором установлены с возможностью ограниченного перемещения подпружиненные поджимные губки, Причем на нижней рабочей части каждой под- жимной губки выполнен клиновый выступ, а в верхней части направляющих, на внутренних поверхностях, выполнены скосы (или наоборот). Для увеличения производительности одна из фиксирующих оправок установлена с возможностью перемещения в одном направлении (основного движения), а другая - в направлении, перпендикулярном основному. 1 з.п. ф-лы, 2 ил.
Предлагаемое изобретение относится к технологическому оборудованию для изготовления витых ленточных магнитопроводов и может быть использовано в электротехнической и радиотехнической промышленности.
Целью предлагаемого изобретения является упрощение конструкции, расширение функциональных возможностей устройства, повышение качества магнитопроводов.
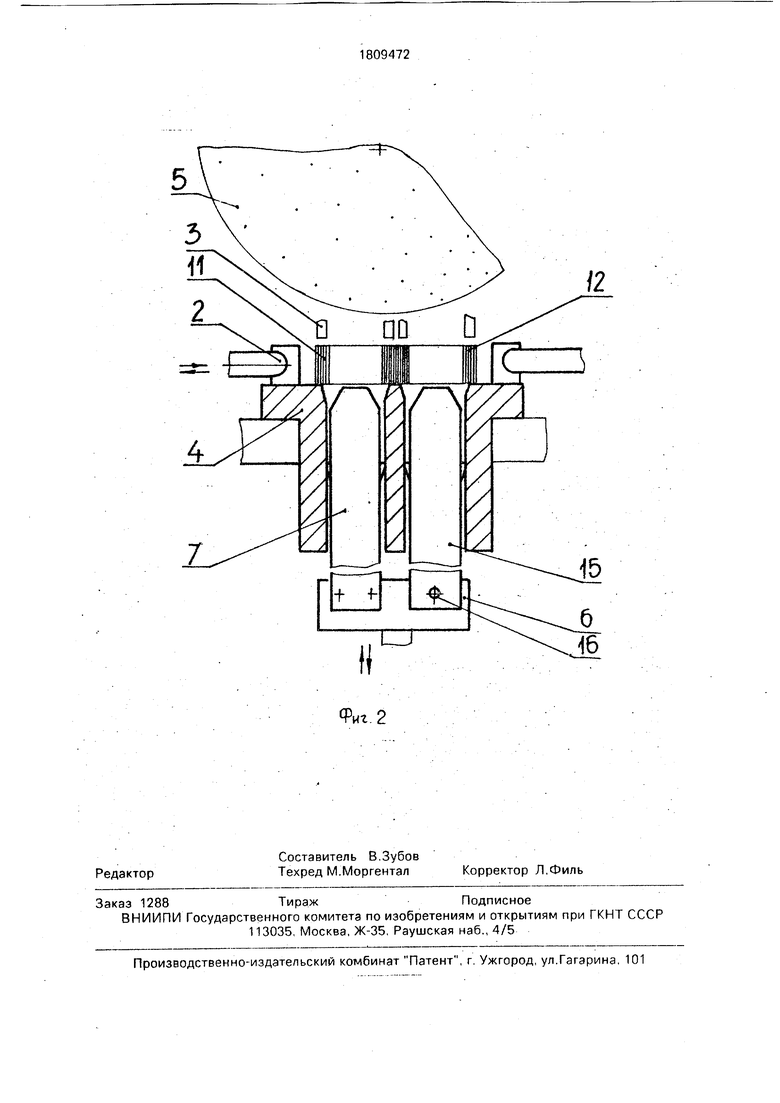
На фиг. 1 и 2 изображены устройства для разрезки магнитопроводов (фиг. 1 - вариант устройства по основному пункту формулы; фиг. 2 - вариант устройства для
одновременной разрезки нескольких магнитопроводов).
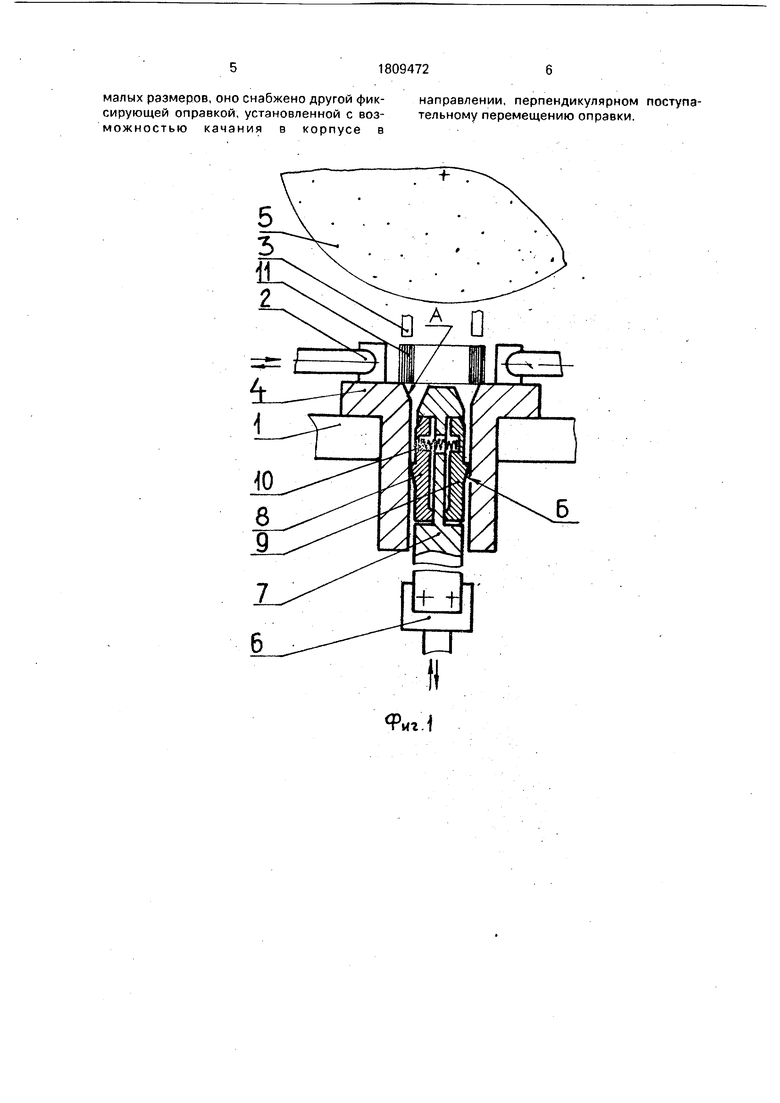
Устройство (см. фиг. 1) состоит из основания 1, на котором установлены механизмы зажима 2 и механизм фиксации 3, направляющие 4, имеющие в верхней части скосы А. Над основанием 1 установлен, с возможностью перемещения в вертикальной плоскости, абразивный отрезной диск 5 с приводом (не показан). Под основанием 1 расположен привод 6, на котором установлена фиксирующая оправка, которая состоит из корпуса 7 с заходной частью, двух поджимных губок 8, 9, между которыми установлены пружины сжатия 10. На нижней рабочей части каждой поджимной губки вы
00
о о
ч ю
полнен клиновой выступ Б. В устройстве по фиг. 2 на привод 6 установлены две фиксирующие оправки с аналогичной конструкцией, причем корпус 7 одной оправки установлен жестко, а другой 15с возможностью ограниченного качания вокруг оси 16.
Устройство (см. фиг. 1) работает следующим образом.
Магнитопровод 11 подается на направляющие 4, затем привод 6 поднимает корпус 7 вверх. При заходе во внутреннее окно магнитопровода корпус 7 центрирует маг- нитопровод 11 относительно абразивного диска 5. В конце хода клиновой выступ Б поджимных губок 8, 9 попадает в скос А и происходит разжатие губок под действием пружин 10. Т. к. пружины 10 находятся посередине рабочей части, губки 8, 9 самоустанавливаются по окну магнитопровода, причем независимо друг от друга. Затем срабатывают механизмы зажима 2, и поджимают наружные витки мегнитопровода 11. В дальнейшем срабатывает механизм фиксации 3, абразивный диск опускается, происходит разрезка магнитопровода. После разрезки магнитопровода и отвода абразивного диска 5 механизмы поджима и фиксации возвращаются в исходное положение. При движении корпуса 7 вниз клиновые выступы 5 поджимных губок 8, 9 выходят из скосов А, при этом губки сходятся и утапливаются внутрь корпусов 7,
Устройство (см, фиг. 2) работает следующим образом.
Магнитопроводы 11, 12 подаются на направляющие 4, затем привод 6 поднимает корпуса 7, 15 вверх. Происходит центрирование магнитопроводов относительно абра- зивного диска 5, а также поджим внутренних витков магнитопроводов, Затем срабатывают механизмы зажима 2, они выбирают зазоры между магнитопроводами 11,12 за счет небольшого перемещения (качания вокруг оси 16) корпуса 15 вместе с магнитопроводом 12, и поджимают наружные витки магнитопроводов. Затем срабатывают механизмы фиксации 3 и происходит разрезка магнитопроводов,.
ч,Таким образом усилие поджима внутренних витков магнитопровода будет зависеть только от усилия пружин 10 и от допуска на величину окна магнитопровода. Но, так как допуск на окно составляет ±0,2 мм, то усилие разжима фиксирующей оправки будет практически постоянной величиной в течение длительного времени и для магнитопроводов с разным значением размеров по окну (в пределах допуска). Поэтому усилие разжима оправки можно задать (подбором тарированных пружин) близкое к минимально необходимому технологическому усилию, обеспечивающему отсутствие рас- пушения витков. Постоянное и относительное небольшое усилие разжима дает возможность компенсировать возникающую деформацию магнитопровода боковыми зажимами, что, в свою очередь, позволяет повысить параллельность стыкуемых плоскостей полуколец магнитопрово- дов после операции разрезки, тем самым и качество магнитопроводов, в особенности для магнитопроводов с малыми толщинами навивки. .
Самобазировка поджимных губок полностью исключает неподжатие внутренних витков при нарушении геометрических размеров окна магнитопровода, что в свою очередь полностью исключает распушение
внутренних витков магнитопроводов.Отно- сительная простота и возможность придания фиксирующей оправке дополнительной степени-свободы позволяет увеличить количество одновременно разрезаемых магнитопроводов с одного до двух и более.
Таким образом предложенные устройства позволяют расширить функциональные возможности и производительность, повысить качество разрезаемых магнитопроводов при упрощении конструкции, что позволяет широко применять их в различных отраслях промышленности для изготовления магнитопроводов.
35
Формула изобретения
возможностью фиксации их от осевого перемещения, при этом на нижней части каждой губки выполнен клиновый выступ или скос, а на внутренних поверхностях в верхней части направляющих выполнены скосы
или клиновые выступы, имеющие возможность соответствующего контактирования между собой.
малых размеров, оно снабжено другой фиксирующей оправкой, установленной с возможностью качания в корпусе в
направлении, перпендикулярном поступательному перемещению оправки.
W.i
| Устройство для разрезки магнитопроводов | 1979 |
|
SU978209A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для разрезки кольцевых магнитопроводов | 1976 |
|
SU660105A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
