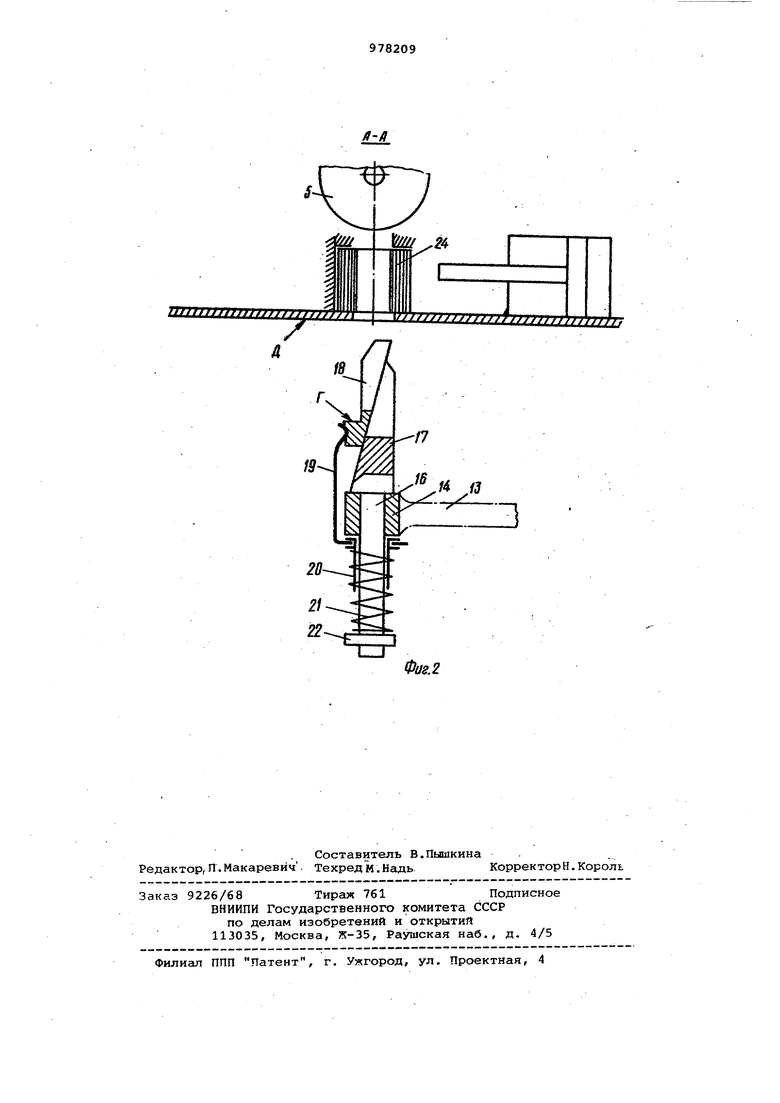
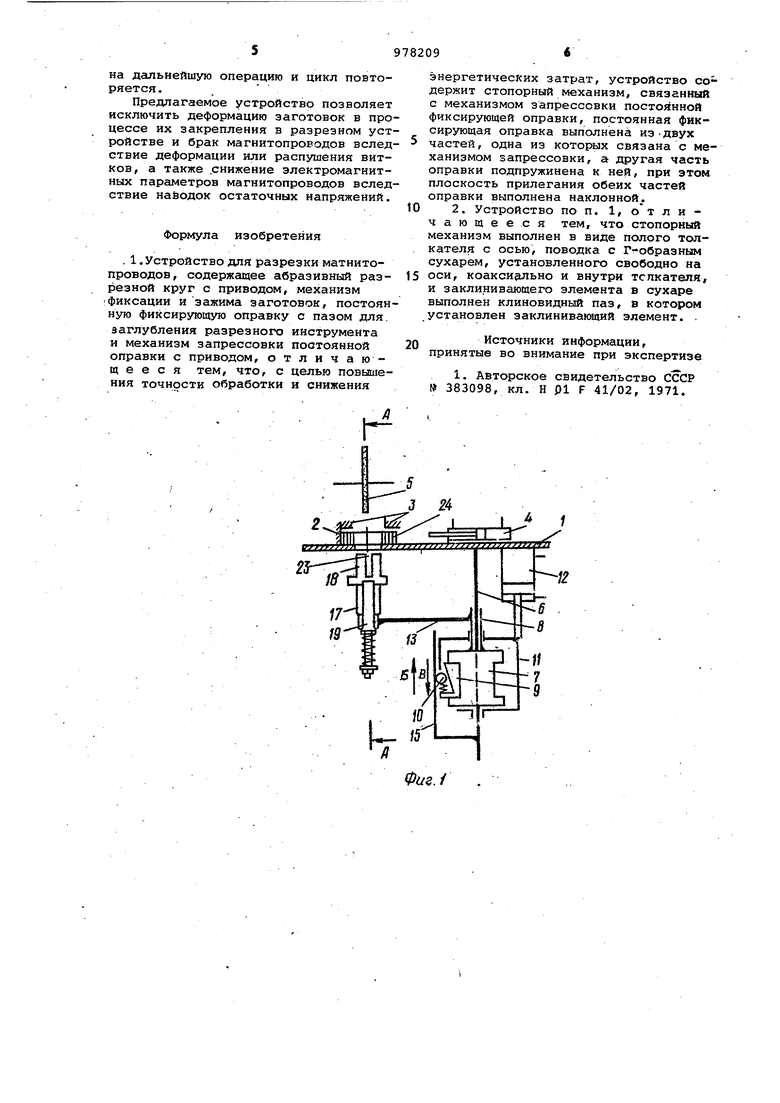
нитопровода на 0,15-0,2 мм усилие прессования составляет 2,5-3,0 т, что также влечет к увеличению размеров прессующего устройства. Кроме того, в связи с тем, что операция разрезки заготовки магнитопровода является заключительной операцией его изготовления, силовое воз действие усилий прессования приводит к возникновению в магнитопроводе неустранимых остаточных напряжений, ко торые в значительной степени ухудшают электромагнитные параметры магнитного сердечника. Цель изобретения - повышение точности обработки и снижения энергетических затрат. Поставленная цель достигается тем что устройство содержит стопорный механизм, связанный с механизмом запрессовки постоянной оправки, постйянная -оправка выполнена из двух частей, одна из которых связана с механизмом заправки, а другая часть оправки подпружинена к ней, при этом плоскость прилегания обеих частей оправки выполнена наклонными, а также тем, что стопорный механизм выпол нен в виде полого толкателя с осью, поводка с Г-образным сухарем, установленного свободно на оси, коаксиально и внутри толкателя, и заклинивающего элемента, в .сухаре выполнен клиновидный паз, в котором установлен зак:линивающий, элемент. На. фиг. 1 изображена кинематическая схемауст{эойства;на фиг. 2 - кон струкция постоянной фиксирующей оп-равки. Устройство для разрезки ленточных магнитопроводов состоит из основания 1 разрезного устройства, на котором установлен передвижной упор 2, зажим ные устройства 3 и 4. Над основанием установлен перемещающийся в вертикальной плоскости абразивный разрезной круг 5 с приводом (не показан).К нижней плоскости основания 1 закреп лена ось б, на которой подвижно установлен поводок 7 с закрепленными на нем направляющей 8 и Г-образнЕдм клиновидным сухарем 9, на полке кото рого установлен заклинивающий элемент 10,например, шарик или ролик. Поводок 7 размещен в полости толкат ля 11j один подшипник которого подвижно установлен на направляющей 8 поводка 7, а другой на оси б. Кор пус толкателя связан со штоком прив да прессового устройства 12, например пневматического или гидравличес кого, а к направляющей 8 поводка 7 закреплен рычаг 13, второй конец ко торого снабжен втулкой 14. Корпус толкателя 11 примыкает к направляющей 15, закрепленной на оси 6:, Во втулке 14 установлен хвостовик 16 половины 17 постоянной фиксирующей оправки, а вторая ее половина 18 пластинчатой пружиной 19 через втулку 20 и пружинный элемент 21 с упором 22 связано с хвостовиком 16 половины 17 постоянной фиксирующей оп-. равки и удерживается на ней в плос-. кости разреза. Постоянная фиксирующая оправка 17,- 18 снабжена пазом 23 для заглубления абразивного круга 5 . Устройство работает следующим образом. Разрезаемую заготовку магнитопровода 24 подают по основанию 1 до упора 2 и поджимают устройством 3 к основанию 1. Включают привод 12, который своим штоком, закрепленным к корпусу толкателя 11, перемещает последний вместе с размещенным в нем поводком 7 по оси б в направлении стрелки В. При этом рычаг 13, связанный с направляющей 8 и хвостовиком 16, перемещает в этом же направлении постоянную фиксирующую оправку 17, 18, половина которой 18 свободно сходит в окно заготовки магнитопровода 24. Далее при упоре плоскости Г половины 18 постоянной оправки в плоскость Д основания половина 17 фиксирующей постоянной оправки, закрепленная на хвостовике 16, продолжая двигаться вверх по стрелке В и сжимая при этом пружину.21 через пластинчатую пружину 19, заклинивается в окне заготовки магнитопровода 24, выбирая зазоры между поверхностями окна заготовки и оправки 17, 18. При достижении з-аданного усилия заклинивания привод 12 автоматически отключается. При отключении привода 12 постоянная фиксирующая оправка удерживается в застопоренном состоянии за счет заклинивания стопорящего элемента 10 между поверхностями клиновидного сухаря 9 и направляющей 15. После разрезки заготовки магнитопровода на две половины абразивным кругом 5 включают привод 12, который в процессе перемещения в направлении .по стрелке В нажимает кромкой толкателя 11 на элемент 10, растопоривая/ таким образом поводок 7. В процесс дальнейшего продвижения толкатель 11 | своим верхним фланцем нажимает на поводок 7, воздействуя через рычаг 13 и хвостовик 16 на половину 17 фиксирующей постоянной оправки, которая, перемещаясь, расклинивает подвижную половину 18 постоянной фиксирующей оправки, а последняя под действием пружины 21 выводится из окна разрезного магнитопровода 24. Разрезанные ПОЛОВИНЫ магнитопровода перемещаются на дальнейшую операцию и цикл повторяется. Предлагаемое устройство позволяет исключить деформацию заготовок в про цессе их закрепления в разрезном уст ройстве и брак магнитопроводов вслед ствие деформации или распушения витков, а также снижение электромагнитных параметров магнитопроводов вслед ствие набодок остаточных напряжений. Формула изобретения . 1. Устройство для разрезки матнитопроводов, содержащее абразивный разрезной круг с приводом, механизм фиксации и зажима заготовок, постоянную фиксирующую оправку с пазом для. заглубления разрезного инструмента и механизм запрессовки постоянной оправки с приводом, о т л и ч а юЩ е е с я тем, что, с целью повышения точности обработки и снижения 09 энергетических затрат, устройство содержит стопорный механизм, связанный с механизмом запрессовки постоянной фиксирующей оправки, постоянная фиксирующая оправка выполнена из-двух частей, одна из которых связана с механизмом запрессовки, а другая часть оправки подпружинена к ней, при этом плоскость прилегания обеих частей оправки выполнена наклонной. 2. Устройство по п. 1, от л и чающееся тем, что стопорный механизм выполнен в виде полого толкателя с осью, поводка с Г-образным сухарем, установленного свободно на оси, коаксиально и внутри толкателя, и заклинивающего элемента в сухаре выполнен клиновидный паз, в котором установлен заклинивающий элемент. . Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство № 383098, кл. Н р1 F 41/02, 1971.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления витых ленточных магнитопроводов | 1978 |
|
SU942178A1 |
| Устройство для поддержания постоян-НОй СКОРОСТи РЕзАНия | 1979 |
|
SU831588A1 |
| УСТРОЙСТВО ДЛЯ РАЗРЕЗКИ КОЛЬЦЕВЫХ МАГНИТОПРОВОДОВ | 1973 |
|
SU383098A1 |
| Устройство для навивки магнитопроводов | 1977 |
|
SU942177A1 |
| Устройство для разрезки витых магнитопроводов | 1977 |
|
SU744748A1 |
| ТОРЦОВЫЙ АБРАЗИВНЫЙ ИНСТРУМЕНТ | 2006 |
|
RU2314189C1 |
| Устройство для литья под давлением роторов электродвигателей | 1973 |
|
SU553716A1 |
| Автомат для зачистки острых кромок | 1984 |
|
SU1220745A1 |
| Устройство для изготовления разрезного ленточного магнитопровода | 1990 |
|
SU1815682A1 |
| ТОРЦОВЫЙ АБРАЗИВНЫЙ ИНСТРУМЕНТ | 2008 |
|
RU2347671C1 |