В предлагаемом станке для изготовления иголок Миллера, проволока для иголок огибает вращающиеся шлифовальный круг и зажимается во вращательных патронах, установленных в поворотных обоймах. Шлифовальный круг, под действием отжимающей конец шпинделя пружины, подается к обрабатываемой проволоке ввинчиванием винта рукояткою.
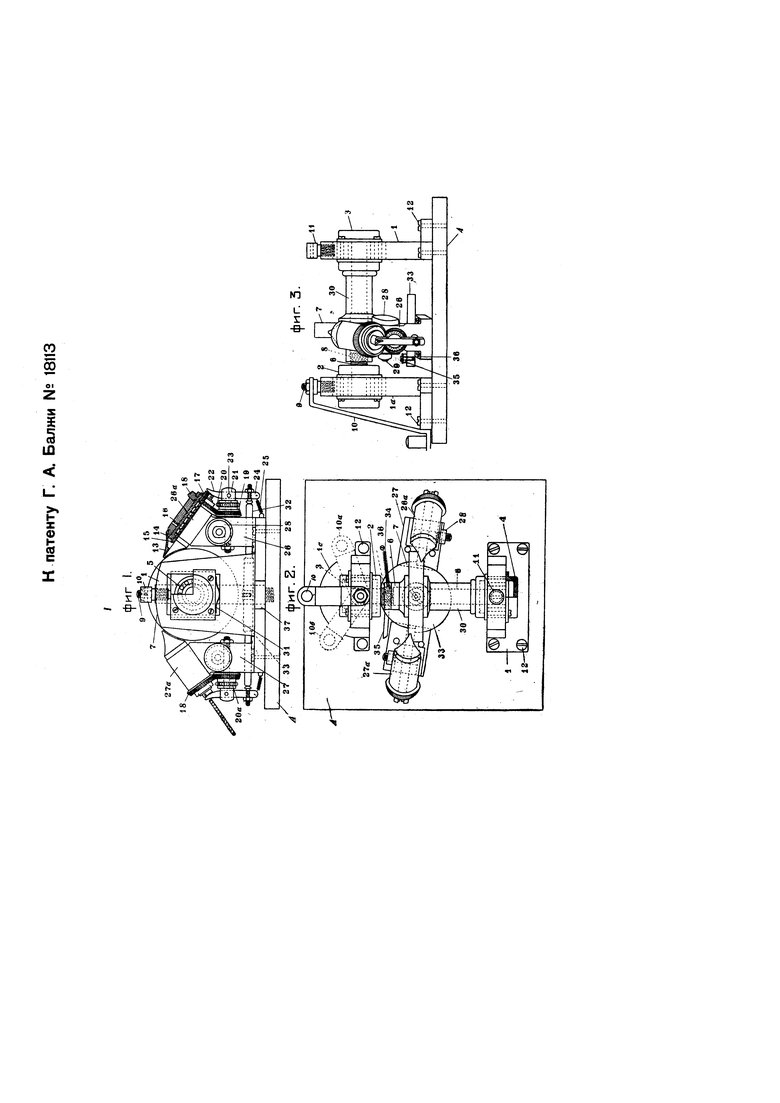
На чертеже фиг. 1 изображает вид станка спереди; фиг. 2 - вид его сверху; фиг. 3 - вид его сбоку.
На металлической пластинке А (фиг. 1, 2, 3) винтами 12 укреплены литые станины 1 в 1а с продолговатыми окнами для (подшипниковых коробок 2 с крышками 3 и винтами 9, 11, перемещающие коробки с подшипниками и валом по вертикальному направлению. Снизу пружина 31 давит на коробку, стремясь поднять ее вверх. Для вращения вала 6 со шлифовальным кругом 7 и шкивом для ремня 30, передающего вращение валу от привода, установлены в коробках 2 в два ряда шариковые подшипники, благодаря которым вращением одного винта 9 не нарушается правильность вращения вала 6. К винту 9 гайкой прижата скользящая по полукругу станины 1а рукоятка 10. На пластине А укреплены две поворотные обоймы 26 и 27, расположенные по обе стороны шлифовального круга 7. Обойма 26 состоит из двух частей: нижней 26 в верхней 26а, связанных шарнирным соединением и стягивающим винтом 29 так, что часть 26а может частично вращаться относительно части 26. В части 26а вращается с коническим отверстием в верхнем своем конце пустотелый вал 14, в коническое отверстие которого вставляется конусная с продольными прорезами в конусной своей части разрезная втулка 15, на другом конце которой, помощью стопорного винта, укреплена свободно двигающаяся во внутренней части вала 14 втулка 17 вместе с разрезной втулкой 15. Помещенная внутри вала 14 спиральная пружина 16 втягивает конусную часть разрезной втулки 15 в конусное отверстие вала 14, отчего отверстие втулки 15 сжимается и зажимаем проволоку. Для направления проволоки и предохранения зажимающего механизма от загрязнения служит навинченная на новоротную обойму 26а крышка 13 с отверстием для проволоки. Вал 14 вращается посредством прикрепленной к нему конической шестерни 18, сцепленной с шестерней 19, вращающейся на винте 21 вместе с шестерней 20. В головке винта 21 прорезан паз, в котором на оси 23 прикреплен с регулирующим стержнем 24 отжимающий рычаг 22. В нижней части обоймы 26 ходит круглый стержень 31, касающийся одним концом отжимающей кулачной шайбы 33, а другим прикасается к регулирующему стержню 24. Кулачная шайба 33 укреплена винтом 37 на пластине А, по окружности имеет два выреза; при повороте шайбы 33 стержень 32 передвигается и давит на регулирующий стержень 24, отчего отжимающий рычаг 22 давит верхним концом на втулку 17, сжимает пружину 16 и освобождает конусную часть втулки 15, вследствие чего, благодаря прорезам, отверстие в ней увеличивается и можно свободно вставить проволоку, после чего шайба 33 приводится в первоначальное положение пружиной 34. Устройство поворотной шайбы 27а аналогично обойме 26а.
Стальной трос 35 винтом 36 прикреплен к отжимающей кулачной шайбе 33 и соединен с ножною педалью, на которую нажимают при вставлении или передвижении материала, передвигаемый и отрезаемый специальным приспособлением, помещенным возле обоймы 26а. Шестерни 20 и 20а с одинаковым числом оборотов в минуту (100 оборотов) вращаются цепью от распределительного вала.
При работе на станке нажимают педаль и вставляют в отверстие обойм 26а и 27а кусок стальной проволоки так, чтобы один конец ее прошел в трубку, помещенную против отверстия обоймы, затем опускают педаль, и проволока автоматически зажимается в двух обоймах 26а и 27а, при чем рукоятка 10 должна находиться в своем начальном положении 10а (фиг. 2). После этого нажимают вторую педаль, шлифовальный круг 7 и проволока начинают вращаться и происходит точка проволокой, во время которой рукоятка 10 медленно переводится из первоначального положения 10а в конечное 10b (фиг. 2), отчего круг медленно поднимается и стачивает необходимое количество проволоки.
По мере срабатывания шлифовального круга 7 винтами 9, 11 его приподнимают и незначительными поворотами обойм 26а и 37а регулируют толщину иголки до желаемых размеров.
В одну операцию без передвижения проволоки получаются соединенные вместе две иголки, которые разрезаются пополам и идут в синение химическим путем. Проволока по изготовлении двух иголок передвигается вышеуказанным способом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для заточки граммофонных иголок | 1927 |
|
SU23146A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ЗАТОЧКИ ИГОЛОК | 1933 |
|
SU39049A1 |
| Станок для изготовления иголок | 1933 |
|
SU35603A1 |
| АВТОМАТИЧЕСКАЯ ОДНОИГОЛЬНАЯ ВЫШИВАЛЬНАЯ МАШИНА | 1925 |
|
SU10931A1 |
| Патрон для укрепления поршневых колец при шлифовании одновременно обеих их торцевых поверхностей | 1930 |
|
SU28123A1 |
| АВТОМАТИЧЕСКАЯ КРУГЛАЯ ВЯЗАЛЬНАЯ МАШИНА | 1930 |
|
SU20246A1 |
| Автомат для изготовления иголок Миллера | 1929 |
|
SU27369A1 |
| Станок для обработки ушков у отштампованных парами швейных иголок | 1932 |
|
SU33124A1 |
| МАШИНА ДЛЯ ВПЛАВЛЕНИЯ ПРОВОЛОК В ПОДДЕРЖИВАЮЩИЕ НИТЬ НАКАЛА ЭЛЕКТРИЧЕСКИХ ЛАМП, ОСТОВЫ И ПОСЛЕДУЮЩЕГО ИЗГОТОВЛЕНИЯ КРЮЧКОВ | 1924 |
|
SU10921A1 |
| СТАНОК ДЛЯ ЗАКРУГЛЕНИЯ КОНЦОВ УПОРНЫХ ШТИФТОВ ИЗМЕРИТЕЛЬНЫХ ПРИБОРОВ И Т. П. ПРЕДМЕТОВ | 1928 |
|
SU18627A1 |
1. Станок для изготовления иголок Миллера, характеризующийся тем, что проволока, из которой изготовляются иголки, огибает вращаемый от отдельного привода шлифовальный круг 7 и зажинается во вращаемых от другого привода зажимных патронах, установленных в поворотных обоймах 26а, 27а, каковой шлифовальный круг 7, при вывинчивании винта 9 рукояткою 10, подается к обрабатываемой проволоке под действием пружины 31, отжимающей конец его шпинделя 6.
2. При охарактеризованном в п. 1 станке применение в зажимных патронах, с целью одновременного зажимания и освобождения проволоки обоими патронами, перемещающихся в осевом направлении разрезных втулок 15, нагруженных для зажимания проволоки пружинами 16 и для освобождения - снабженных рычагами 22, приводимыми в действие стержнями 24, перемещаемыми кулачной шайбой 33, поворачиваемой посредством передачи от ножной педали.
