Предлагаемый станок предназначен для обработки ушков у отштампованных парами швейных иголок. Подобно известным станкам для ш;Уифования иголок он имеет бесконечную ленту для сообщения вращения иголкам путем, перекатывания их по неподвижной колодке и вращающееся колесо с канавками на периферии, служащее для приема иголок и проведения их перед шлифовальным кругом.
Обработка ушков у отштампованных парами швейных иголок, составляющая специальное назначение предлагаемого станка, состоит из трех операций: стачивание заусенцев,остающихся после штамповки и пробивки ушков, разламывание парной заготовки на две отдельных иголки и закругление их головок шлифованием. Для всех этих операций в станке имеются соответственные приспособления. Для осуществления разламывания заготовки служат ребра круглой неподвижной колодки, по которой иголки перекатьшаются бесконечной лентой; эти ребра имеют цилиндрическую поверхность, переходящую в части окружности и коническую. Для стачивания заусенцев около ушков иголок предусмотрена в станке особая бёзконечная шлифовальная .лента, а для закругления тррцевой выпуклой поверхности головки
(170).
иголки служит вращающийся шлифовальный круг.
Помимо того, вращающееся колесо с канавками на периферии, служащее для переноса иголок к шлифовальному кругу, имеет в предлагаемом станке устройство для автоматического регулирования ширины канавок в зависимости от диаметра иголок, а с целью регулирования положения иголок в канавках по длине по бокам колеса расположены упорные диски.
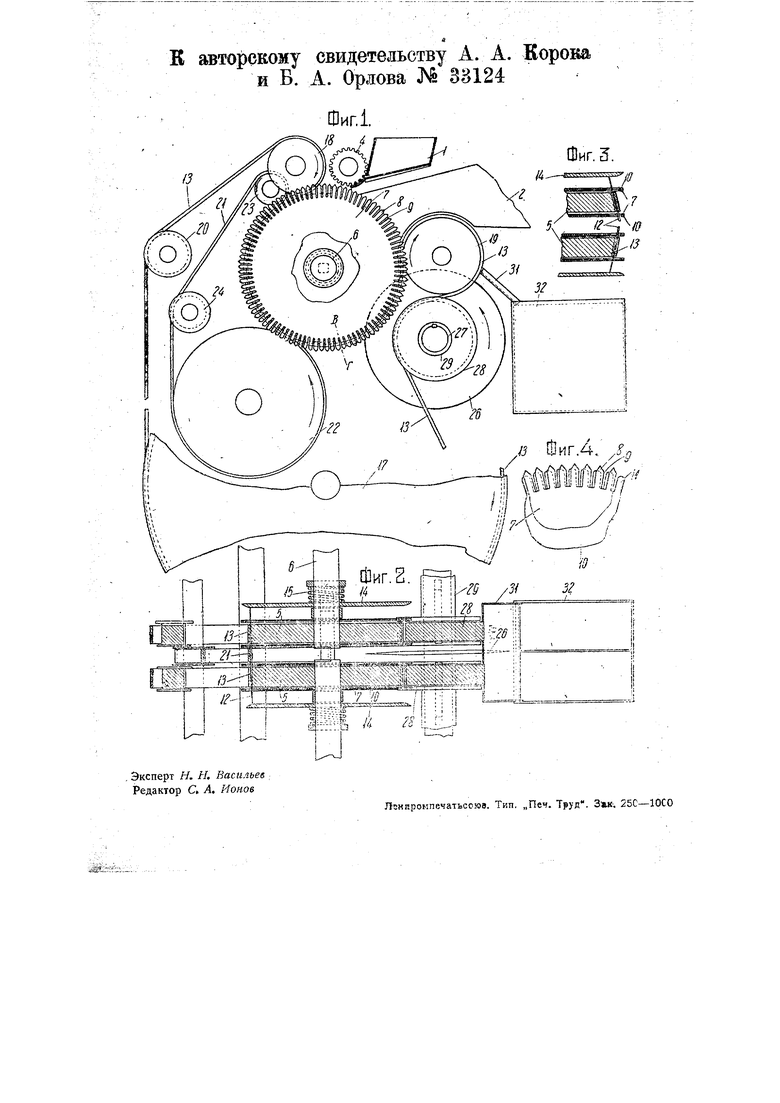
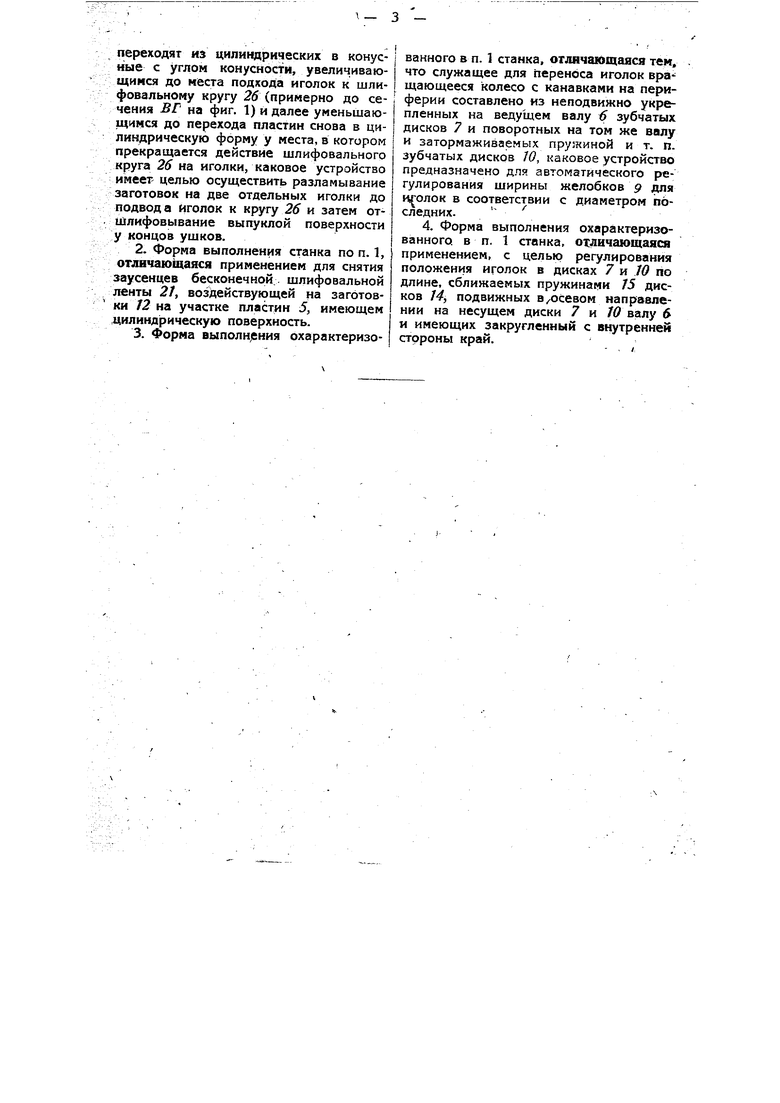
На чертеже фиг. 1 изображает схематически вид сбоку станка без станины и без привода; фиг. 2-вид его сверху, частью в разрезе; фиг. 3 и 4-детали станка.Существенною частью предлагаемого станка является неподвижная колодка для перекатки по ней иголок, составленная из двух пластин 5,5 (фиг. 2), в форме не полных кругов (300 - 320), закреп-ленных хвостовиками 2 в станине (фиг. 1). Обе пластины располс жены параллельно и могут быть сближены или раздвинуты в зависимости от длины иголок. Рабочие ребра пластин на протяжении примерно V;j окрукчНости образуют цилиндрическую поверхность, а на остальной части переходят в коническую поверхность, сначала с постепенно увеличивающимся углом,наклона.
а затем уменьшающимся до перехода :нова на цилиндрическую; Наибольший угол наклона получается у места подук яи игол к шлифовальному кругу 26, примерно близ сечения ВД яоказанного на фиг. 1. Вращение иголок 72 (фиг. 2) вокруг своей оси осуществляется путем перекатывания их пО колодке двумя бесконечными, обыкновенно ременными, лентами /J, идущими от приводного шкива /7(фиг. 1) через натяжной 20, прижимные ролики /5 и t9 И через шкивы 28. Таким образом, ленты охватывают примерно YI окружности колодки на участке между роликами f8 и /Р.
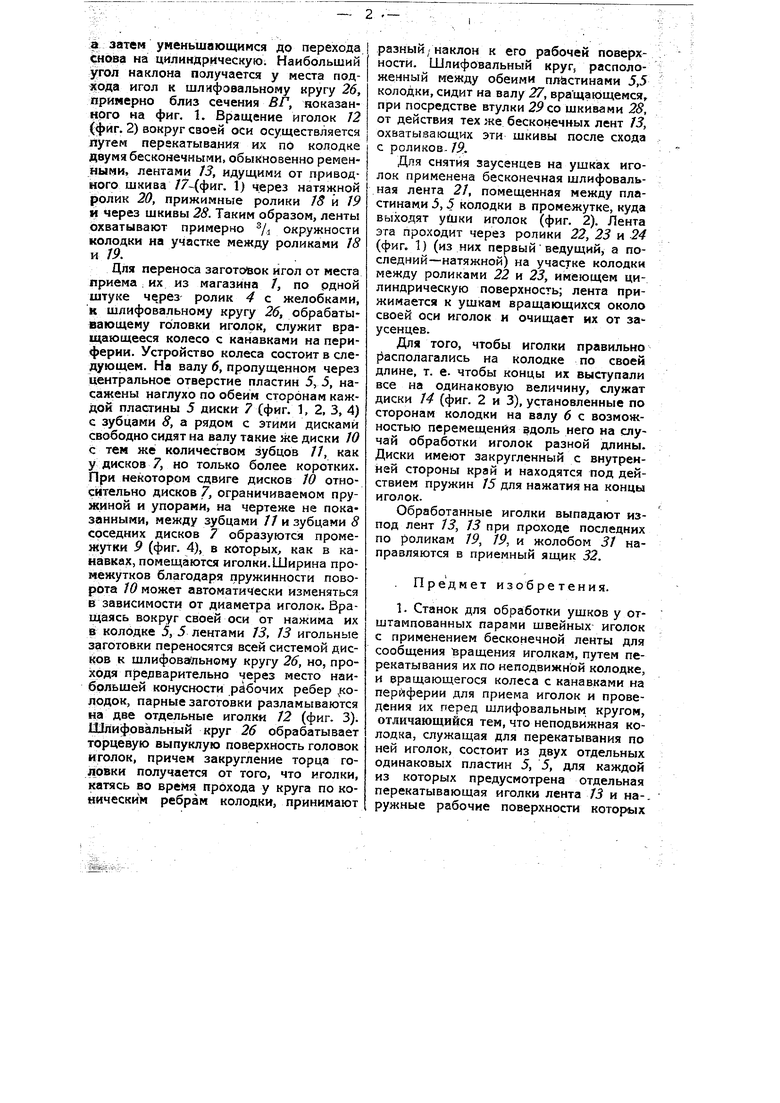
Для переноса заготовок игол от места приема , их из магазина /, по одной штуке че.рез ролик 4 с желобками, к шлифовальному кругу 26, обрабатывающему головки иголок, служит вращающееся колесо с канавками на периферии. Устройство колеса состоит в следующем. На валу 6, пропущенном через центральное отверстие пластин 5, 3, насажены наглухо по обеим сторонам каждой пластины 5 дискн 7 (фиг. 1, 2, 3, 4) с зубцами 8, а рядом с этими дисками свободно сидят на валу такие же диски /О с тем КС количеством зубцов /7, как у дисков 7, но только более коротких. При некотором сдвиге дисков /О относительно дисков 7, ограничиваемом пружиной и упорами, на чертеже не показанными, между зубцами /7 и зубцами 8 соседних дисков 7 образуются промежутки 9 (фиг, 4), в которых, как в канавках, помещаются иголки.Ширина промежутков благодаря пружинности поворота 10 может автоматически изменяться в зависимости от диаметра иголок. Вращаясь вокруг своей оси от нажима их в колодке 5, 5 лентами 75, 75 игольные заготовки переносятся всей системой дисков к шлифовальному кругу 26, но, проходя предварительно через место наибольшей конусности рйбочих ребер ,колодок, парные заготовки разламываются на две отдельные иголки 72 (фиг. 3). Шлифовальный круг 26 обрабатывает торцевую выпуклую поверхность головок иголок, причем закругление торца головки получается от того, что иголки катясь во время прохода у круга по коническим ребрам колодки, принимают
разный; наклон к его рабочей поверхности. Шлифовальный круг, расположенный между обеими пяЬстинами 5,5 колодки, сидит на валу 27, вращающемся, при посредстве втулки 2Рсо шкивами 28, от действия тех же бесконечных лент 75, охватывающих эти шкивы после схода с роликов- 7Я
Для снятия заусенцев на ушк1ах иголок применена бесконечная шлифовальная лента 27, помещенная между пластинами 5,5 колодки в промежутке, куда выходят уйики иголок (фиг. 2). Лента эта проходит через ролики 22, 25 и 24 (фиг. 1) (из них первый ведущий, а последний-натяжной) на участке колодки между роликами 22 и 25, имеющем цилиндрическую поверхность; лента прижимается к ушкам вращающихся около своей оси иголок и очищает их от заусенцев.
Для того, чтобы иголки правильно {Располагались на колодке по своей длине, т. е. чтобы концы их выступали все на одинаковую величину, служат диски J4 (фиг. 2 и 3), установленные по сторонам колодки на валу 6 с возможностью перемещения вдоль него на случай обработки иголок разной длины. Диски имеют закругленный с внутренней стороны край и находятся под действием пружин 75 для нажатия на концы иголок.
Обработанные иголки выпадают изпод лент 75, 75 при проходе последних по роликам 75, 9, и жолобом 57 направляются в приемный ящик 52.
. Предмет изобретения.
1. Станок для обработки ушков у отштампованных парами швейных иголок с применением бесконечной ленты для сообщения вращения иголкам, путем перекатывания их по неподвижной колодке, и вращающегося колеса с канавками на периферии для приема иголок и проведения их перед шлифовальным кругом, отличающийся тем, что неподвижная колодка, служащая для перекатывания по ней иголок, состоит из двух отдельных одинаковых пластин 5, 5, для каждой из которых предусмотрена отдельная перекатывающая иголки лента 75 и наружные рабочие поверхности которых переходят из цилиндрических в конусные с углом конусностги, увеличивающимся до места подхода иголок к шлифовальному кругу 26 (примерно до сечения ВГ на фиг. 1) и далее уменьшающимся до перехода пластин снова в цилиндрическую форму у места, в котором прекращается действие шлифовального круга 26 на иголки, каковое устройство имеет целью осуществить разламывание заготовок на две отдельных иголки до подвода иголок к кругу 26 и затем от. шлифовывание выпуклой поверхности у концов ушков. 2.Форма выполнения станка по п. 1, отличающаяся применением для снятия заусенцев бесконечной,, шлифовальной ленты 2/, воздействующей на заготовки /2 на участке пластин 5, имеющем .цилиндрическую поверхность. 3.Форма выполн)Еиия охарактеризованного в п. 1 станка, отличающаяся тем. что служащее для переноса иголок вра щающееся колесо с канавками на периферии составлено из неподвижно укрепленных на ведущем валу б зубчатых дисков 7 и поворотных на том же валу и затормаживаемых пружиной и т. п. зубчатых дисков W, каковое устройство предназначено для автоматического регулирования ширины желобков р для иголок в соответствии с диаметром последних. 4. Форма выполнения охарактеризованного, в п. 1 станка, отличающаяся применением, с цельк) регулирования положения иголок в дисках 7 и JO по длине, сближаемых пружинами 75 дисков J4, подвижных в осевом направлении на несущем диски 7 к JO валу б и имеющих закругленный с внутренней стороны край.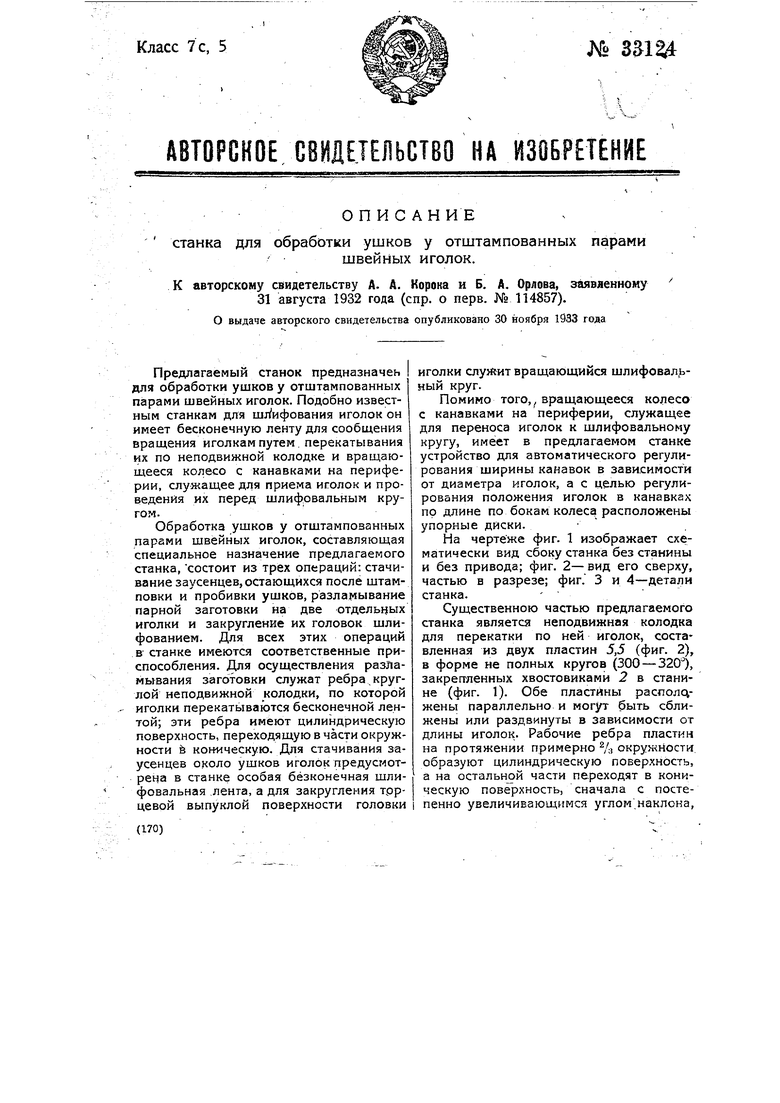
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для шлифования иголок | 1930 |
|
SU22504A1 |
| Автоматический станок для изготовления петель | 1927 |
|
SU32471A1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ КОЛЬЦЕВЫХ КАНАВОК ПЕРЕМЕННОГО ПРОФИЛЯ | 2001 |
|
RU2203171C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ КОЛЬЦЕВЫХ КАНАВОК ПЕРЕМЕННОГО ПРОФИЛЯ | 2001 |
|
RU2202460C2 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ЩИТОВ ИЗ КАМЫША ИЛИ СОЛОМЫ | 1930 |
|
SU21436A1 |
| УСТАНОВКА ДЛЯ ШЛИФОВАНИЯ | 2008 |
|
RU2385795C2 |
| ПРЕРЫВИСТЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1996 |
|
RU2098262C1 |
| Станок для изготовления иголок из пруткового материала | 1938 |
|
SU54489A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ИГОЛОК МИЛЛЕРА | 1928 |
|
SU18113A1 |
| АВТОМАТИЧЕСКАЯ КРУГЛАЯ ВЯЗАЛЬНАЯ МАШИНА | 1930 |
|
SU20246A1 |