Изобретение относится к обработке ме- таллрб даедением, в частности к определению предела текучести металла в условиях пластической деформаций.
Целью изобретения является повышение точности определения предела текучести металла притлубокой вытяжке.
Это достигается за счет приближения условий эксперимента к реальному процессу вытяжки, Пробную вытяжку осуществляют с постбянной степенью вытяжки К .разными усилиями прижима Q, по зависимости Р f(Q) устанавливают усилие вытяжки Q 0, а предел текучести металла щ для данной степени вытяжки определяют по следующей зависимости:
„ (
Оф ----------------- -9--- --------------- .
jrd S In К + 2 RM + 5 1(1+ 1,6 f )
где S - толщина металла; К D/d - степень вытяжки; Ь - диаметр заготовки; d - диаметр пуансона; RM - радиус закругления матрицы; f - коэффициент трения.
При глубокой вытяжке усилие деформирования Р может быть определено из уравнения
Р
S (,6f)v(1) где сгф - предел teKyMecTH металла; Q - уси- , лиё прижима. Если производить вытяжку деталей при К O/d.- const, но с разными значениями усилий прижима Qi и Q2, усилие ЁЫТЙЖКЙ будет увеличиваться от Pi до Р2 лишь за счет сил трения и изгиба.
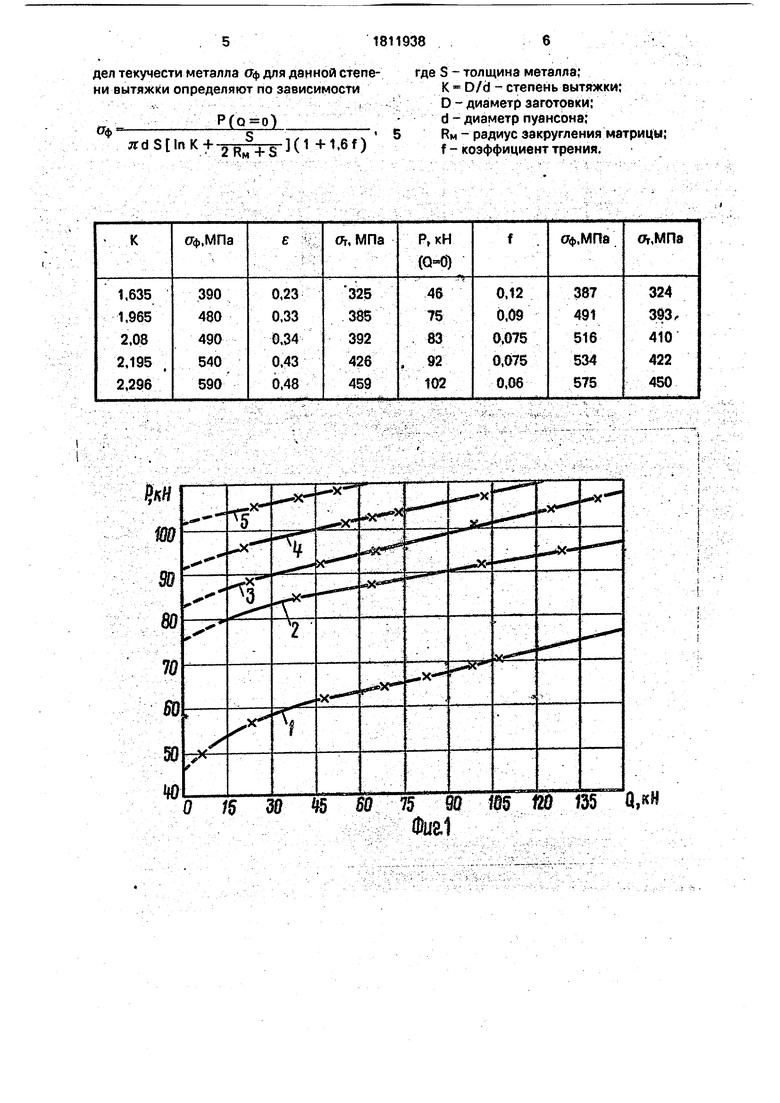
На фиг. 1 приведены кривые зависимости усилия вытяжки Р от усилия прижима для разных степеней вытяжки К:, кривые: 1 для К 1, 635; 2-К .- .1,965; 3-К 2,08; 4-К 2,195 и 5-К 2,296 (пунктиром показаны траектории этих кривых для установления усилия вытяжки при Q 0); на фиг.2 показаны изменения этих напряжений в зависимости от степени в зависимости от степени вытяжки К.
00
ю
СлЭ 00
Из формулы (1), если принять Q О, можно определить предел текучести металла оф :
„ф---- jap ---
2RM+$ К1 + 1-6f)
(2)
Коэффициент трения f в уравнении (2) можно определить, используя график (фиг, 1) по формуле:
-1 ±V
1 +3,2
3,2
Р2 -Р1-Q2-StСредний предел текучести металла определяется из выражения:
От OVo + 0,67( Оф - Ото)- (4)
где Ото - исходный предел текучести метал ла, полученный при растяжении образца на разрывных машинах; оф - предел текучести металла, определенный по зависимости
(2).
Способ осуществляется следующим об- разом. На вытяжном прессе в инструментальном штампе две-три детали штампуют при постоянной степени вытяжки К const, но с разными усилиями прижима. Штамп или пресс должен иметь устройство для определения усилии вытяжки Р и прижима Q. Затем строится график Р f(Q) (фиг.1) и по нему устанавливается усилие вытяжки Р или 0 0. По формуле (3), используя график (фиг,1), определяется коэффициент трения f для данной степени вытяжки, а по формулам (2) и (4) рассчитываются напряжения
Оф и От..
Для оценки и сравнений результатов исследования приводим пример определения От по двум независимым друг от друга методикам,
Сущность первой методики заключается в следующем. На прессе штампуется деталь из заготовки, на поверхность которой наносится координатная сетка из окружностей. По ходу процесса вытяжки записываетсяосциллограмма усилия деформирования Р f(h), где h - глубина вытяжки детали. Затем вычисляется деформация металла по изменившимся размерам окружностей координатной сетки и строится график ее изменения по высоте детали, т.е. Б fO). Далее, используя известные для данной марки стали зависимости напряжения текучести ov. от степени деформации s, зная величину деформаций металла, соответствующую максимальному значению усилия вытяжки Р на осциллограмме, по графику От t(e ) определяем Оф . Затем по формуле (4) вычисляем средний предел текучести металла ov. .
10
15
20
25
30
35
40
45
50
55
Сущность предлагаемой нами методики описана выше. При этом необходимо nf- строить график Р - f(Q) и установить уси вытяжки Р при Q 0. По формулам (2) -иЩ рассчитать Оф и ov.
С этой целью штамповались детали из стали 08 Ю ГОСТ 9045-80 с координатнЩ сектой из окружностей ovo - 195 МПа; К 1,965; P() 75 кН. По графику От f(«} определяем при Ј 0,33, Оф 480 МПа, a rtg формуле (4) рассчитываем ov 385 МПа. v
По предлагаемой методике определяв коэффициент трения f 0,09 по формуле (3)| При S 0,95 по формуле (2) определяет Оф« 491 МПа, а по формуле (4) ov 383 МПа.
Результаты исследований по двум неза-. висимым методикам для различных степеней вытяжки приведены в таблице. .
Анализ результатов исследования показывает что предлагаемый метод определения От менее трудоемок и более точный. То, что значения среднего предела текучести, определенные по двум независимым методикам, близки подтверждает надежность и точность предлагаемого метода.
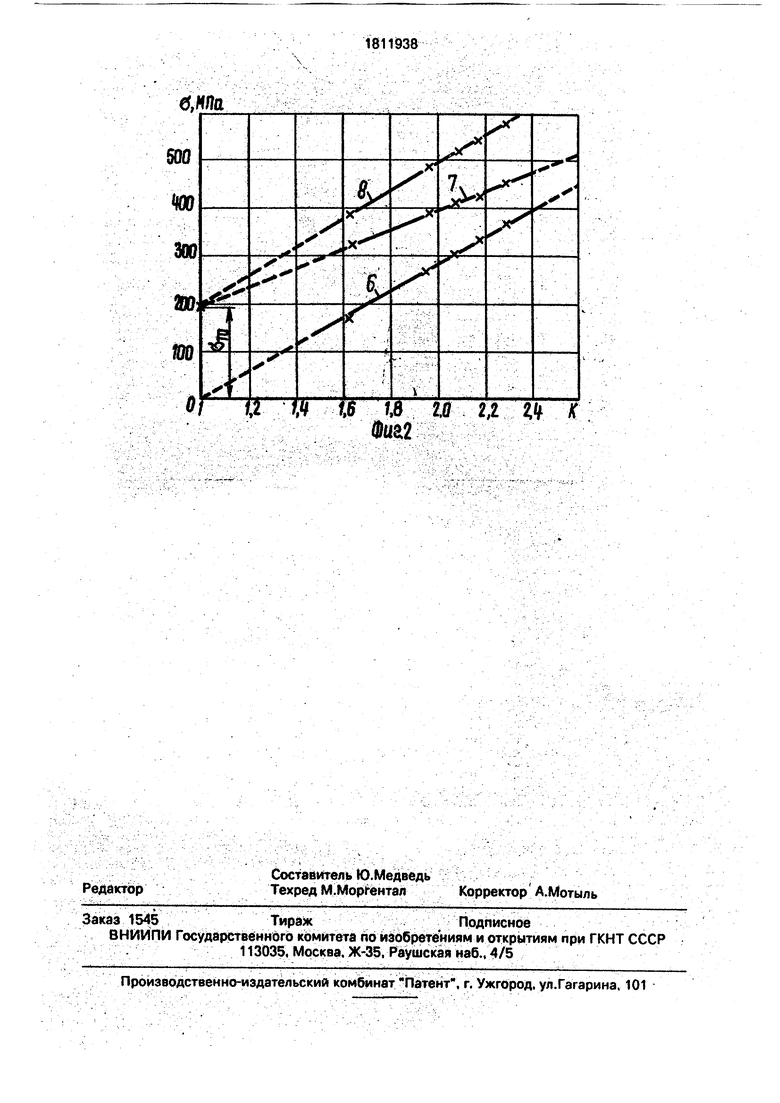
На фиг.2 показано изменение среднего напряжения текучести в зависимости от степени вытяжки К (кривые: 6 - оф ov InK напряжения растяжения, действующие на заготовку в радиальном направлении; 7 - ov; 8-Оф). ;..,:;.:; .;.;:, . ;;; .- ., :
Использование предложенного способа обеспечивает экспериментальное определение Оф и среднего ov пределов текучести металла в реальных условиях процесса вытяжки. Предлагаемый способ более производительный и точный, так как не требуется расчёта деформаций по высоте детали, Полученные значения Оф, ov могут быть использованы для расчета напряжений, усилий и коэффициента трения. Этот способ может быть использован как при лабораторных исследованиях, так и в производственных условиях с целью установления фактических пластических свойств металла в реальных условиях глубокой вытяжки.
Формула изобретения
Способ определения предела текучести металла при глубокой вытяжке, включающий пробные вытяжки с прижимом, определение усилия вытяжки Р и усилие прижима Q, отличающийся тем, что, с целью повышения точности определения предела текучести за счет приближения условий эксперимента к реальному процессу вытяжки, пробную вытяжку осуществляют с постоянной степенью вытяжки К и с разными усилиями прижима Q, по зависимости Р f(Q) устанавливают усилие вытяжки 0 0, а предел текучести металла сГф для данной степени вытяжки определяют по зависимости
0ф
Р(); jtd$ lnK + 2RMS+s К1 -И.6О
где S - толщина металла;
К - D/d - степень вытяжки;
D- диаметр заготовки;
d - диаметр пуансона;
RM - радиус закругления матрицы;
f - коэффициент трения.
ДШ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения коэффициента трения | 1989 |
|
SU1744599A1 |
| Способ изготовления полых осесимметричных изделий с фланцем | 1989 |
|
SU1722655A1 |
| СПОСОБ МНОГООПЕРАЦИОННОЙ ВЫТЯЖКИ ОСЕСИММЕТРИЧНОЙ ДЕТАЛИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ НА ПРЕССАХ ПРОСТОГО ДЕЙСТВИЯ ИЛИ МНОГОПОЗИЦИОННОМ ПРЕССЕ-АВТОМАТЕ | 2013 |
|
RU2557042C2 |
| СПОСОБ МНОГООПЕРАЦИОННОЙ ВЫТЯЖКИ КОРОБЧАТОЙ ДЕТАЛИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ | 2013 |
|
RU2545863C2 |
| СПОСОБ ИСПЫТАНИЯ ЛИСТОВОГО МАТЕРИАЛА НА РАСТЯЖЕНИЕ, ИЗГИБ И ПРУЖИНЕНИЕ (ВАРИАНТЫ) | 2005 |
|
RU2344404C2 |
| Способ испытания листовых материалов на осесимметричную вытяжку | 2017 |
|
RU2655636C1 |
| ШТАМП ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ | 2011 |
|
RU2494830C2 |
| Способ испытания листовых материалов на осесимметричную вытяжку | 2017 |
|
RU2659458C1 |
| Способ испытания листовых материалов на осесимметричную вытяжку | 2017 |
|
RU2655634C1 |
| Способ вытяжки полых изделий из листовой заготовки | 1989 |
|
SU1754280A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |
| Сущность изобретения; производят пробные вытяжки с постоянной степенью вытяжки К резными усилиями прижима 0 | |||
| Пр зависимости P-f(Q) устанавливают усилие вытяжки: - Р при Q 0, а предел текучести а$ для данной степени вытяжки определяют по формуле Оф P(Q 0)/я dSflnK + S/2RM + SJ1 +1,6$, где S - толщина металла, К D/d - степень вытяжки; О - диаметр заготовки; d - диаметр пуансона, | |||
| RM - радиус закругления матрицы; f - коэффициент трения | |||
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Этот способ более производительный и точный, так как не требуется расчета деформаций по высоте детали | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
