Изобретение относится к области точного приборостроения, в частности к технике магнитной записи, и может быть использовано при изготовлении магнитных головок;
Целью изобретения является повышение качества сборки путем введения контроля элементов магнитной головки в процессе изготовления.
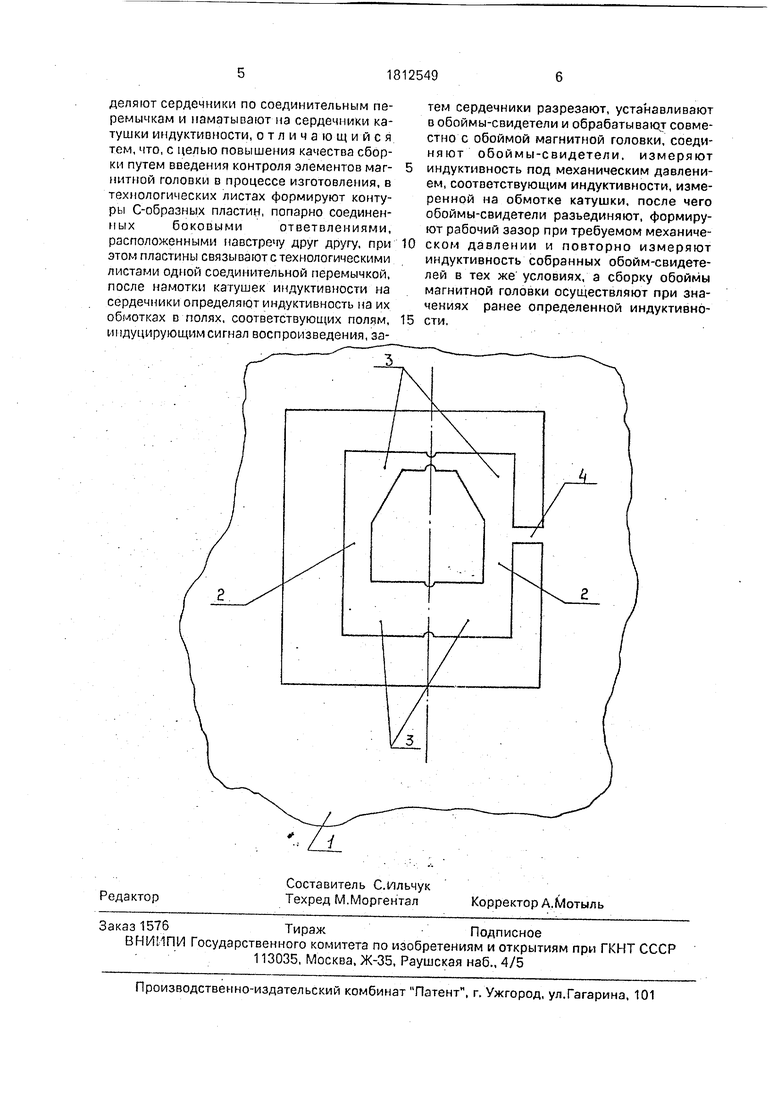
На чертеже показано взаимное расположение пластин и их связь е полем технологического листа.
На чертеже приняты следующие обозначения: технологический лист 1, С-образ- ные пластины 2, соединенные боковыми ответвлениями 3, технологическая перемычка 4.
Способ реализуется следующим образом.
Первоначально осуществляли изготовление пластин МГ щ листов аморфного сплава 10020 ТУ 1020-83 размером 20x70 мм2 толщиной 0,024 мм. На листах методом химического фрезерования проводили формирование на технологическом поле 1 контуров С-образных пластин 2} соединенных боковыми ответвлениями 3, расположенными навстречу друг другу, и связанных с технологическим полем Одной технологической перемычкой 4.
После формирования группового контура пластин магнитная проницаемость в полосе частот от 0,5 до TU м ц определялась на измерителе импеданса типа ВМ-538. ИзмеW
ел
рения на указанном приборе не требуют изготовления многовитковой обмотки. Роль обмотки выполнял стержень, проходящий в окне замкнутого магнитолровода, который в приводимом примере реализуется двумя направленными навстречу друг другу С-об- разными пластинами. Результаты измерений магнитной проницаемости, проведенные в магнитопроводе, не отделенном от технологического поля, равны величине проницаемости отделенного магнитопропода, так как профиль попарно соединенных С-образных пластин связан с технологическим полем одной технологической перемычкой, являющейся магнитоэк- випотенциальной точкой и поэтому не меняющей результаты измерений. Те же соображения распространимы и при измерении магнитной проницаемости магнитопроводов склеенного группового пакета.Поэтому после склейки проводилась операция измерения магнитной проницаемости магнитопроводов группового пакета на том же приборе.
При указанном контроле образуются участки группового пакета, имеющие отрицательное значение коэффициента магни- тострикции, которые были определены по уменьшению величины магнитной проницаемости. Из дальнейшего техпроцесса эти участки исключались с. целью получения идентичных результатов готовой продукции.
После проведения контроля магнитной проницаемости от группового пакета отделяли сердечники путем разрушения техно- логическихсвязей методом злектроэрозии 4 шт. сердечников вырезали целиком в виде замкнутого магнитопровода, и они являлись образцами-свидетелями дальнейших технологических операций.
На замкнутом магнитопроводе размещали катушку с числом витков, равным или кратным числу витков МГ, и на ней измеряли индуктивность, мостом, например, Е7-8 или любым другим с необходимой частотой воздействия в полях, соответствующих полям рассеяния магнитной ленты, индуцирующих сигнал воспроизведения. Для этого последовательно с катушкой устанавливали гасящее сопротивление порядка 100;кОм/1 МГОм. Результаты-измерений заносили в технологический паспорт.
Далее замкнутый магнитолровод разрезали как и штатные сердечники, наматывали и устанавливали в однодорожечные обоймы-свидетели, закрепляли в приспособление совместно со штатными обоймами по две с каждой стороны и производили совместную механическую обработку поверхностей, которые в. последующих .операциях должны формировать грани рабочего зазора. По окончании финишных операций механической обработки обоймы-свидетели
соединяли без прокладки, которая должна была определять величину рабочего зазора, и вновь измеряли индуктивность при сохранении прежних условий под оптимальным давлением, соответствующим максимально
0 получаемой индуктивности. (Если операции механической обработки были проведены без нарушения техпроцесса с наперед выбранными воздействиями (см.Ахматова Л,П., Глебов Г.М., Чепурова Е.Е., Халецкий
5 м.Б. О численной оценке свойств поверхностей магнитомягких материалов после механической обработки, Сб. Дистанционные и информационные измерительные системы. М., Атомиздат, 1978, с. 132-139. то результа0
ты измерений при плотном соединении
обойм-свидетелей в первом и втором случае совпадали. Если результаты измерений не совпали - оперё цйю финишной обработки необходимо повторить). Затем обоймы-сви5 детели разбирали, размещали между ними немагнитную прокладку требуемой толщины вновь собирали с сохранением найденных условий сборки и измеряли индуктивность. Далее собирали штатные
0 обоймы; добиваясь получения индуктивности не меньшей, чем индуктивность, полученная при последней сборке обойм-свидетелей что является гарантией плотно, без наклепа магнитопроводов, сое5 динеиных обойм с необходимой величиной рабочих зазоров. Окончательной операцией являлась операция установки междорожеч- ных экранов и крепежных деталей, фиксирующих полученные результаты.
0 Использование способа изготовления магнитных головок обеспечивает за счет соответствующим образом сформированной пластины и введения обоймы-свидетеля следующие преимущества:
5 - допустимость быстрого 100%-ного контроля групповых пластин и пакетов по индуктивности после всех технологических воздействий; - .
- возможность косвенного контроля ве- O личины наклепа при обработке плоскостей обойм, формирующих рабочий зазор;
- гарантированную сборку многодоро- жечной МГс наперед известными величинами индуктивности по каждой дорожке. 5 -Формула.из обретения
Способ изготовления магнитной головки, при котором производят вакуумный отжиг технологических листов, формируют на листах контуры пластин и соединительных перемычек, соединяют листы в пакеты, отделяют сердечники по соединительным перемычкам и наматывают на сердечники катушки индуктивности, отличающийся тем, что, с целью повышения качества сборки путем введения контроля элементов магнитной головки в процессе изготовления, в технологических листах формируют контуры С-образных пластин, попарно соединенных боковымиответвлениями, расположенными навстречу друг другу, при этом пластины связывают с технологическими листами одной соединительной перемычкой, после намотки катушек индуктивности на сердечники определяют индуктивность на их обмотках в полях, соответствующих полям, индуцирующим сигнал воспроизведения, за0
5
тем сердечники разрезают, устанавливают в обоймы-свидетели и обрабатывают совместно с обоймой магнитной головки, соединяют обоймы-свидетели, измеряют индуктивность под механическим давлением, соответствующим индуктивности, измеренной на обмотке катушки, после чего обоймы-свидетели разъединяют, формируют рабочий зазор при требуемом механическом давлении и повторно измеряют индуктивность собранных обойм-свидетелей в тех же условиях, а сборку обоймы магнитной головки осуществляют при значениях ранее определенной индуктивности.
| название | год | авторы | номер документа |
|---|---|---|---|
| Магнитопровод индуктора цилиндрического линейного индукционного насоса и цилиндрический линейный индукционный насос | 2020 |
|
RU2765978C2 |
| Сердечник цилиндрического линейного индукционного насоса и цилиндрический линейный индукционный насос | 2020 |
|
RU2765977C2 |
| Цилиндрический линейный индукционный насос | 2020 |
|
RU2766431C2 |
| УСИЛИТЕЛЬ МАГНИТНОГО ПОТОКА И СИЛОВЫЕ ЭЛЕКТРОТЕХНИЧЕСКИЕ УСТРОЙСТВА НА ЕГО ОСНОВЕ | 2000 |
|
RU2201001C2 |
| ЭЛЕКТРОМАГНИТНАЯ СИСТЕМА | 2023 |
|
RU2816442C1 |
| СПОСОБ КОНТРОЛЯ МАГНИТНОГО СОСТОЯНИЯ СТАТОРА ПОГРУЖНОГО АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ (ПЭД) | 2005 |
|
RU2319160C2 |
| ВРАЩАЮЩИЙСЯ ЭЛЕМЕНТ ИНДУКЦИОННОГО СЧЕТЧИКА ЭЛЕКТРИЧЕСКОЙ ЭНЕРГИИ | 1996 |
|
RU2092858C1 |
| ЭЛЕКТРОДИНАМИЧЕСКИЙ ВИБРАТОР | 1966 |
|
SU183978A1 |
| СИСТЕМА ДЛЯ СБОРА ЭЛЕКТРОЭНЕРГИИ С ЖЕЛЕЗНОДОРОЖНЫХ ПУТЕЙ | 2017 |
|
RU2666073C1 |
| Устройство для сборки и пайки с вибрацией | 1981 |
|
SU986666A1 |
Использование: техника магнитной записи. Сущность изобретения: производят вакуумный отжиг технологического листа. Формируют на листе контуры С-образных пластин, попарно соединенных боковыми ответвлениями, расположенными навстречу друг другу, при этом пластины связывают с технологическим листом одной соединительной перемычкой. Соединяют листы в пакеты, отделяют сердечники пО соединительным перемычкам, наматывают на сердечники катушки индуктивности. Определяют индуктивность в полях, соответствующих полям, индуцирующим сигнал воспроизведения. Сердечники разрезают, устанавливают в обоймы-свидетели, обрабатывают совместно с обоймой магнитной головки. Соединяют обоймы-свидетели, измеряют индуктивность под механическим давлением, соответствующим индуктивности, изме- рённой на обмотке катушки. Обоймы-свидетели разъединяют, формируют рабочий зазор при требуемом механическом давлении, повторно измеряют индуктивность в тех же условиях. Сборку обоймы магнитной головки осуществляют при значениях ранее определенной индуктивности. 1 ил. (Л
| Способ изготовления полусердечников для магнитных головок | 1976 |
|
SU610163A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
