I .
Изобретение относится кприбодостроению в частности к способу изготойления полусерцечнйков для магнитных головок, которые могут быть использованы в разнообразной аппаратуре магнитной записи.д
При изготовлении полусердечников для магнитных головок из листового металла необходимо соблюдать ряд предосторожностей для того, чтобы не возникли, в процессе изготовления пластин пакета, такиею явления как, например;,, наклеп. Устранению в некоторой степени этого процесса помогает электро-эррозионная обработка металлических листов и полученных полусердечников l .15
Наиболее близким к изобретению по технической сущности и дocтигae 1oмy результату, является способ изготовления полусердечНИКОВ для магнитных головок, пакет каждого из которых содержит установленнью в 20 его середине пластины полного профиля, а по краям - усеченные. Этот способ основан на вакуумном отжиге магнитомягких металлических листов, их химическом травлении для получения п;1астин требуемой формы, 25
Сборки полученных пластин в пакет с послецукшим скреплением пакета и разрезкой технологических перемычек, а также на завершакяцей обработке каждого пакета соответствующим инструментом на станке 21 . Однако при реализации этого способа точнос сборки пакетов и самих магнитных головок остается недостаточно вьюокой.
Целью изобретения является повьтшение точности сборки пакетов и самих магнитных головок.
Достижение поставленной цели осуществляется за счет того что на станке первоначально производят обработку пакетов по плоскоста разъема полусердечников до глубины, соответствующей ширине самой узкой пластины, после чего проводят обработку пакетов по плоскости контакта с установочным корпусом цо глубины, соответствующей требуемой ширине пакетов, при этом начало движения инструмента станка осуществляютсо стороны носика каждого пакета,
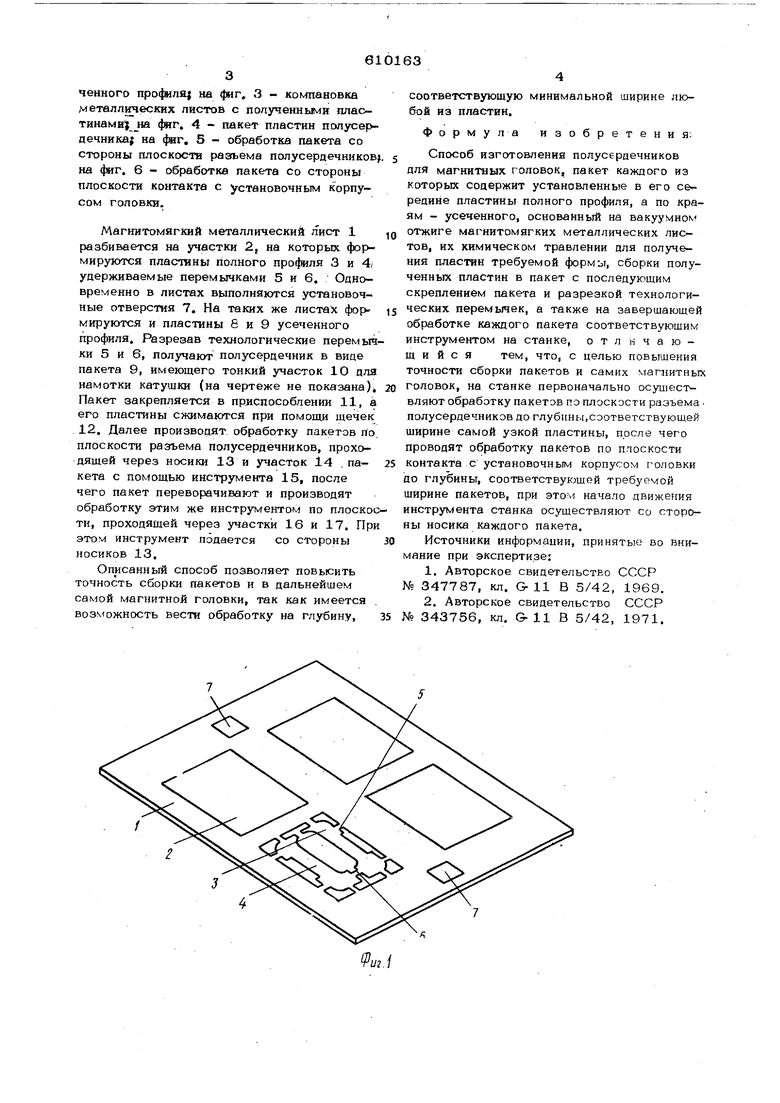
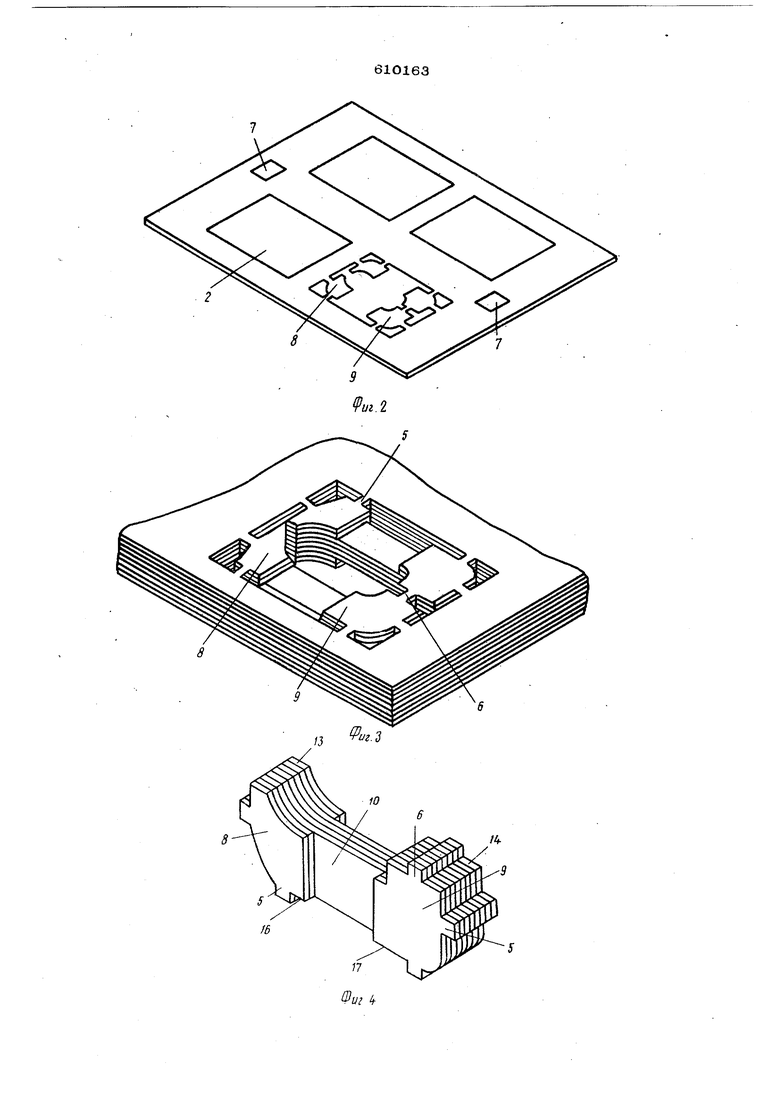
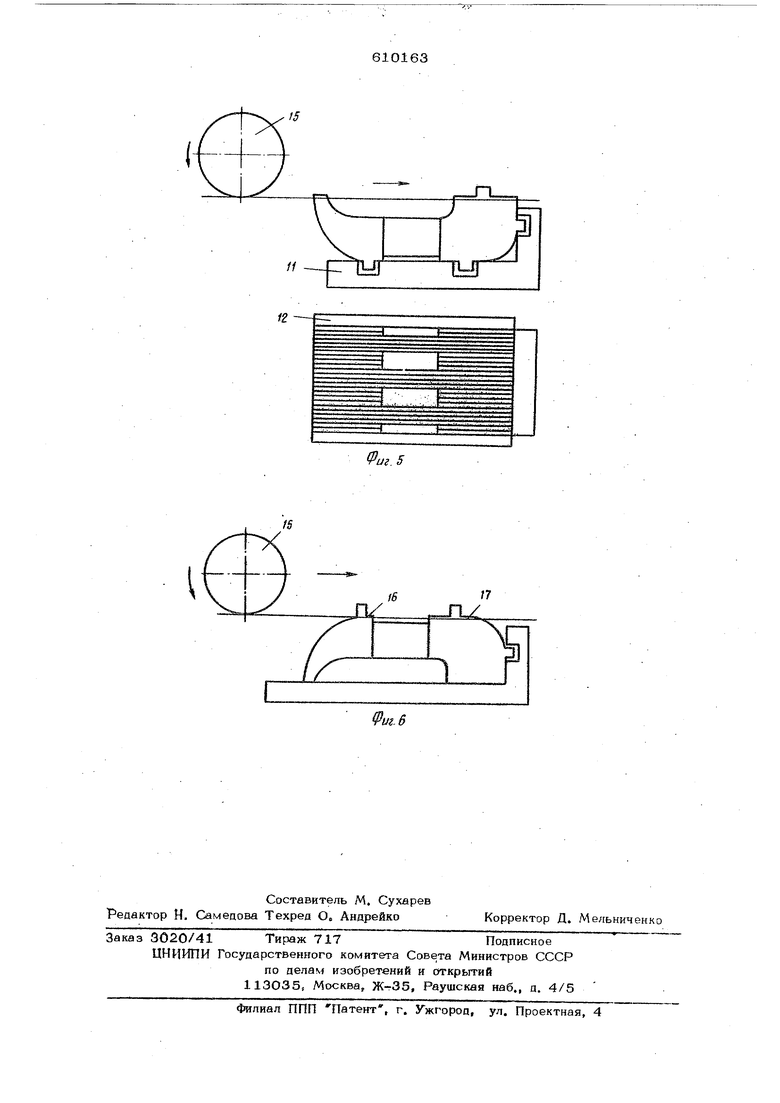
Ма 4иг. 1 показано получение пластин полного профиля на 4мг. 2 - пластин усеченного про4мл1Ц на фиг, 3 - компановка металлических листов с полученыьми пластинам фиг. 4 - пакет пластин ntwiycefvдечника; на фяг, 5 - обработка пакета со стороны плоскости разъема полусердечников. на 4иг. 6 - обработка пакета со стороны плоскости контакта с установочным корпусом головки. Магнитомягкий металлический лист 1 разбивается на участки 2, на которых формируются пластины полного про4шля 3 и 4; удерживаемые перемычками 5 и 6. Одновременно в листах выполняются згстановочные отверстия 7. На таких же листах формируются и пластины 6 и 9 усеченного профиля. Разрезав технологические перемьгаки 5 и 6, получают полусердечник в виде пакета 9, имеющего тонкий участок 1О для намотки катушки (на чертеже не показана) Пакет закрепляется в приспособлении 11, а его пластины сжимаются при помощи щечек 12. Далее производят, обработку пакетов по плоскости разъема полусердечников, проходящей через носики 13 и участок 14 .пакета с помощью инстрз мента 15, после чего пакет переворачивают и производят обработку этим же инструментом по плоское- ти, проходящей через участк1я 16 и 17. При этом инструмент подается со стороны носиков 13. Описанный способ позволяет повысить точность сборки пакетов и в дальнейшем самой магнитной головки, так как имеется . возможность вести обработку на глубину, 3 соответствующую минимальной ширине любой из пластин. Формула изобретения; Способ изготовления полусердечников для магнитных головок, пакет каждого из которых содержит установленные в его середине пластины полного профиля, а по краям - усеченного, основанный на вакуумном отжиге магнитомягких металлических листов, их химическом травлении для получения пластин требуемой формы, сборки полученных пластин в пакет с последующим скреплением пакета и разрезкой технологических перемычек, а также на завершающей обработке каждого пакета соответствующим инструментом на станке, отличающ и и с я тем, что, с целью повышения точности сборки пакетов и самих магиитньгх головок, на станке первоначально осушествляют обработку пакетов по плоскасти разъема полусердечников до глубины,соответствующей ширине самой узкой пластины, после чего проводят обработку пакетов по плоскости контакта с установочным корпусом головки до глубины, соответствующей требуемой ширине пакетов, при этом начало движения инструмента станка осуществляют со сторотны носика каждого пакета, Источники информации, принятые во внимание при экспертизе: 1. Авторское свидетельство СССР № 347787, кл. G- 11 В 5/42, 1969. 2. Авторское свидетельство СССР № 343756, кл. G-11 В 5/42, 1971.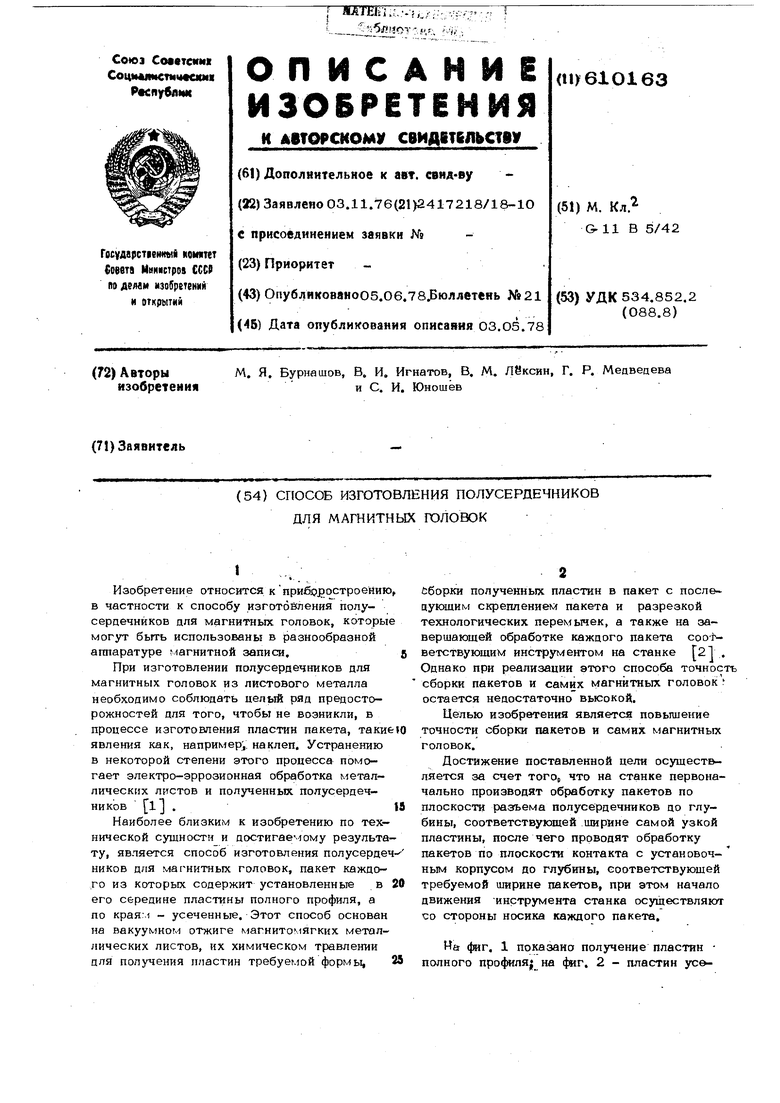
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления блока износостойких магнитных головок | 1983 |
|
SU1094057A1 |
| Способ изготовления многодорожечных магнитных головок | 1990 |
|
SU1780099A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА ИЗНОСОСТОЙКИХ МАГНИТНЫХ ГОЛОВОК | 1992 |
|
RU2008727C1 |
| Способ изготовления блока магнитных головок | 1981 |
|
SU968848A1 |
| Способ изготовления многодорожечных головок | 1975 |
|
SU520614A1 |
| МНОГОДОРОЖЕЧНЫЙ БЛОК МАГНИТНЫХ ГОЛОВОК | 1996 |
|
RU2108628C1 |
| Способ изготовления блока магнитных головок | 1980 |
|
SU932539A1 |
| Способ изготовления блока магнитных головок | 1974 |
|
SU506052A1 |
| Многоканальная магнитная головка | 1990 |
|
SU1728884A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА МАГНИТНЫХ ГОЛОВОК И БЛОК МАГНИТНЫХ ГОЛОВОК | 1991 |
|
RU2034342C1 |
J7
