у
Ј
| название | год | авторы | номер документа |
|---|---|---|---|
| ШЛИФОВАЛЬНЫЙ СТАНОК С МНОЖЕСТВОМ ПАРАЛЛЕЛЬНЫХ АБРАЗИВНЫХ ЛЕНТ ДЛЯ ОДНОВРЕМЕННОГО ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ | 1993 |
|
RU2116880C1 |
| СТОПОРНЫЙ МЕХАНИЗМ ДЛЯ МНОГОЛЕНТОЧНОГО ШЛИФОВАЛЬНОГО СТАНКА | 1993 |
|
RU2118586C1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ НЕВРАЩАЮЩИХСЯ ИЗДЕЛИЙ | 1997 |
|
RU2112633C1 |
| Устройство для электростатического нанесения порошкообразного материала на рулонную основу | 1988 |
|
SU1577857A1 |
| РАБОЧИЙ УЗЕЛ ИНЪЕКТОРА КОРНЕВОЙ ПОДКОРМКИ И УСТРОЙСТВО ОЧИСТКИ ЕГО ИНЪЕКЦИОННЫХ ИГЛ | 2022 |
|
RU2798531C1 |
| УСТАНОВКА МЕХАНИЗИРОВАННОЙ ПЛАЗМЕННОЙ НАПЛАВКИ ДЕТАЛЕЙ ТИПА "ВАЛ" | 2008 |
|
RU2379164C1 |
| ПОЛНОСТЬЮ АВТОМАТИЗИРОВАННЫЙ СТАНОК ДЛЯ СНЯТИЯ ФАСКИ НА ТОРЦАХ СТАЛЬНЫХ ТРУБ | 2016 |
|
RU2685449C1 |
| Чистящий узел устройств чистки внутренней поверхности направляющих труб и канала ствола артиллерийских орудий | 2023 |
|
RU2831673C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ПОВЕРХНОСТИ (ВАРИАНТЫ) | 1998 |
|
RU2194433C2 |
| УЗЕЛ ЦИЛИНДРА ПОДГОТОВКИ МАТЕРИАЛА | 2001 |
|
RU2254993C2 |


Изобретение относится к обработке поверхностей, в частности к нанесению покрытий на поверхность цилиндрических деталей путем переноса металла покрытия на детали при помощи цилиндрической щетки с металлическим проволочным ворсом. Сущность изобретения заключается в том, что устройство снабжено механизмом поперечной подачи детали к щётке, установленным шарнирно с возможностью качания, кинематически соединенным с узлом крепления обрабатываемой детали, причем узел крепления установлен с возможностью возвратно-поступательного перемещения. Механизм поперечной подачи выполнен в виде подпружиненной плиты с эксцентриковым элементом. 1 з.п.ф-лы, 5 ил.
Изобретение относится к области обработки; поверхностей, в частности к нанесениюГ покрытий на поверхность цилиндрических деталей путем переноса металла покрытия на детали при помощи цилиндрической щетки с металлическим, проволочным ворсом.
Целью изобретения является повышение производительности и качества.покрытия, ././л..,.-... ... ;:.. -... .. . . ...
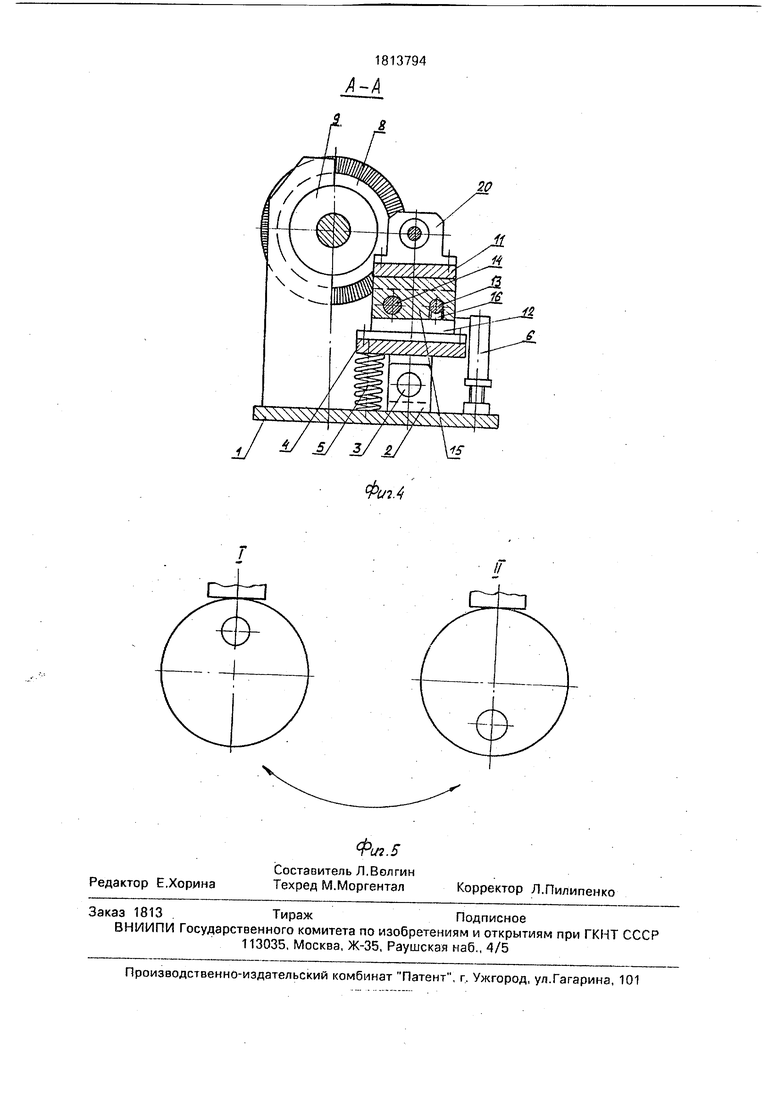
Иа фиг.1 представлен общий вид заявляемого устройства; на фиг.2 - то же, вид спереди; на фиг.З- то же, вид сверху; на фиг.4 - разрез А-А на фиг.2; на фиг.5 - положение эксцентрикового элемента в механизме поперечной подачи детали: I - нерабочее положение (деталь отведена от щетки), II - рабочее положение.
Устройство для обработки цилиндрических поверхностей содержит основание 1
(фиг.1-4), на котором шарнирно при помощи стоек 2 и пальцев 3 крепится механизм поперечной подачи детали, который выполнен в виде плиты 4, опертой на пружину 5 и регулируемый эксцентриковый элемент 6.
На основании 1 закреплен также привод вращения щетки 8, в виде двигателя 7 и подшипниковой опоры 9. Щетка 8 установлена на валу подшипниковой опоры 9 кон- сольно.
На плите 4 установлен с возможностью продольного перемещения узел крепления обрабатываемой детали. Последний содержит двигатель 10 перемещения каретки 11, установленный на плите 4, причем для перемещения каретки 11 в опорах 12 установлен бесконечный винт 13 и штанга 14.
Каретка 11 опирается на бесконечный винт 13 и штангу 14 корпусами 15, В одном из корпусов 15 установлен сухарь 16, нахо00
00
3
ь.
дящийся в зацеплении с бесконечным винтом 13. На каретке 11 установлен двигатель 17 вращения обрабатываемого изделия 18, закрепленного в зажимном устройстве 19, подшипниковая опора 20 и центрирующий узел 21.
Все вращающиеся детали установки закрыты кожухом 22, к которому крепится узел крепления материала покрытия 23.
Установка работает следующим образом. Эксцентриковый элемент механизма поперечной подачи детали находится в положении 1 (фиг.5), при этом пружина 5 находится в разжатом состоянии и плита А с кареткой 11 отклонена от щетки 8 в сторону эксцентрикового элемента 6.
Обрабатываемое изделие 18 устанавливается в зажимное устройство 19 и поджимается при помощи центрирующего узла 21. Обрабатываемое изделие 18 не касается ворса щетки 8. Вращение обрабатываемого изделия 18 осуществляется от двигателя 17, а его продольное перемещение осуществляется от двигателя 10 через бесконечный винт 13, сухарь 16 и корпус 15, при этом обеспечивается равномерное возвратно- поступательное движение обрабатываемого изделия 18 относительно щетки 8.
Переводом эксцентрикового элемента 6 в положение II (фиг.5) осуществляется сближение обрабатываемого изделия 18 с ворсом щетки 8, при этом пружина 5 сжимается и выбирает зазоры в соединениях/плита 4 с кареткой 11 занимает рабочее положение.
Вращением регулируемого упора эксцентрикового элемента 6 осуществляется установка необходимого натяга (сближения осей щетки 8 и обрабатываемого изделия 18)}после чего положение упора фиксируется.
К вращающейся от двигателя 7 щетке 8 при помощи узла крепления материала покрытия 23 подводится слиток материала покрытия.
Ворс щетки 8 переносит материал покрытия со слитка на поверхность обрабатываемого изделия 18.
По окончании процесса обработки эксцентриковый элемент 6 переводится обратно в положение 1, в результате обрабатываемое изделие 18 отводится от щетки 8 и снимается с установки.
Следующее обрабатываемое изделие
18 устанавливается в зажимное устройство 19, поджимается центрирующим узлом 21, подводится к вращающейся щетке 8 переводом эксцентрикового элемента 6 в положение II, при этом все технологические
параметры процесса остаются неизменными, и соответствуют параметрам обработки предыдущего изделия.
Использование данного устройства позволит снизить выход бракованной продукции, за счет улучшения качества обработки поверхности, а также повысить производительность за счет снижения времени на установку необходимых технологических параметров обработки изделий одной парТии.
Формула изобретения
из металла покрытия и узел крепления обрабатываемой детали, отличающееся тем, что, с целью повышения производительности и качества покрытия, оно снабжено механизмом поперечной подачи детали к
щетке, установленным шарнирно с возможностью качания, кинематически соединенным с узлом крепления обрабатываемой детали, причем узел крепления установлен с возможностью возвратно-поступательного перемещения,
Редактор Е.Хорина
Составитель Л.Волгин Техред М.Моргентал
Ф(П.5
Корректор Л.Пилипенко
| Преобразователь постоянного тока в переменный | 1928 |
|
SU14972A1 |
| , Авторское свидетельство СССР М: 1450882, кдГ А 46 В 3/08 | |||
| Кузнечная нефтяная печь с форсункой | 1917 |
|
SU1987A1 |
| V : | |||
