Изобретение относится к области машиностроения, а именно сварке, в частности к установкам для механизированной плазменной наплавки, и может найти применение при ремонте валов и других деталей. Предназначено для плазменной наплавки валов при их восстановлении или упрочнении.
Для механизированной плазменной наплавки валов обычно используются установки, содержащие механизмы вращения изделия, перемещения плазмотрона и подачи присадочного материала, а также управляющее устройство, связанное с механизмами подачи присадочного материала и перемещения плазмотрона. Аналогом заявленного устройства может служить установка для плазменно-порошковой наплавки валов (Сидорова А.И. Восстановление деталей машин напылением и наплавкой. - М.: Машиностроение, 1987, с.63, рис.16).
Недостатком этой установки является то, что наплавка осуществляется без контроля необходимой частоты вращения детали, скорости перемещения детали, а также без контроля толщины наплавленного слоя и без достаточного учета тепловых процессов.
Известная установка механизированной плазменной наплавки валов патент №2114724.
Недостатком этой установки является то, что при нанесении покрытия на поверхность детали не учитывается частота вращения детали и скорость перемещения детали, что ухудшает качество наплавки, а также не учитывается контроль толщины наплавленного слоя, что, в свою очередь, может усложнить последующую механическую обработку. Во время наплавки глубина проплавления может изменятся несколько раз, что приводит к различным дефектам покрытия (неоднородности по составу, структуре и физико-механическим свойствам).
Технической задачей является возможность регулирования частоты вращения детали и скорости перемещения детали и обеспечения контроля толщины наплавленного слоя.
Техническим результатом является получение однородного покрытия на детали типа "Вал" по составу, структуре и физико-механическим свойствам и, как следствие, повышение качества с целью улучшения механической обработки и последующих эксплуатационных характеристик наплавленной поверхности.
Указанный технический результат достигается с помощью установки для механизированной плазменной наплавки деталей типа "Вал". Установка характеризуется тем, что она содержит станину и установленную на ней каретку, состоящую из передней и задней бабки для крепления обрабатываемой детали. Привод вращения детали, установленный на каретке, состоит из электродвигателя, ременной передачи, подшипникового узла и тахогенератора. Привод перемещения каретки состоит из электродвигателя, редуктора, ременной передачи и тахогенератора. Деталь устанавливается в центрах, а как дополнительная опора для длинномерных деталей используется центрирующее устройство. На станине закреплен кронштейн с размещенными на нем плазматроном, механизмом подачи проволоки, устройством для контроля толщины наплавленного слоя, пирометром для контроля нагрева поверхности детали перед фронтом плазменной дуги. На станине установлены конечные выключатели, ограничивающие перемещение каретки. Привод перемещения, привод вращения, плазматрон с механизмом подачи проволоки, контрольное устройство и пирометр соединены с блоком управления.
Техническая задача решается за счет того, что установка снабжена приводом вращения детали, состоящим из электродвигателя, ременной передачи, подшипникового узла и тахогенератора, приводом перемещения каретки, состоящим из электродвигателя, редуктора, ременной передачи и тахогенератора, и устройством для контроля толщины наплавленного слоя, причем все устройства соединены с блоком управления.
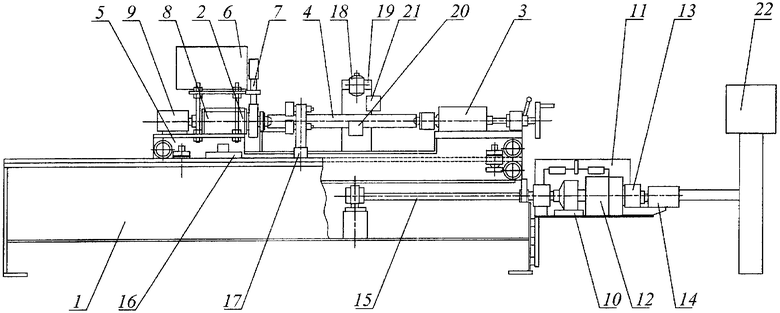
Схема установки механизированной наплавки приведена на чертеже.
Установка содержит станину 1, на которой находится каретка, состоящая из передней 2 и задней 3 бабки, в центрах которых крепится деталь типа "Вал" 4, привода вращения 5 детали, состоящего из электродвигателя 6, ременной передачи 7, подшипникового узла 8 и тахогенератора 9, привода продольного перемещения 10 каретки, состоящего из электродвигателя 11, редуктора 12, ременной передачи 13 и тахогенератора 14, который осуществляет перемещение каретки с помощью ходового винта 15, каретка ограничена перемещением с помощью конечных выключателей 16, для деталей больших размеров как дополнительная опора используется центрирующее устройство 17, на кронштейне станины закреплены плазматрон 18 с механизмом подачи проволоки 19, пирометр 20 и контрольное устройство 21, все устройства связаны с блоком управления 22,
Устройство работает следующим образом.
Деталь 4 закрепляется в центрах, плазматрон 18 устанавливается в исходное положение с определенным зазором между поверхностью и соплом плазматрона, после чего блок управления 22 запускает привод вращения 5 детали типа "Вал" 4 и поджигается дуга. Плазматрон 18 нагревает поверхность детали 4 до температуры предельного теплового насыщения в выбранном режиме. Пирометр 20 контролирует нагрев поверхности перед фронтом плазменной дуги, при достижении заданной температуры блок управления 22 получает информацию с пирометра 20 и в свою очередь запускает привод продольного перемещения 10 детали, и дает сигнал на плазматрон 18 о подаче наплавочного материала. Во время наплавки устройство 21 контролирует толщину наплавляемого слоя. В случае отклонения от заданных размеров слоя блок управления 22 считывает информация с контрольного устройства 21 и дает сигнал на привод продольного перемещения 10 каретки и привод вращения 5 детали, которые меняют соответственно скорость перемещения детали и частоту вращения детали посредством тахогенераторов 9, 14.
Стабильные условия наплавки и однородность покрытия по составу, структуре и физико-механическим свойствам можно обеспечить за счет необходимой частоты вращения и скорости перемещения детали, а также за счет контроля толщины наплавленного слоя. Частоту вращения и скорость перемещения детали контролируют соответствующие приводы. По достижению заданной температуры проплавления основного металла блок управления получает информацию с пирометра и запускает привод перемещения каретки. Во время наплавки контрольное устройство контролирует толщину наплавляемого слоя.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ НАНОСТРУКТУРИРОВАННЫХ ПОКРЫТИЙ ДЕТАЛЕЙ С ЦИЛИНДРИЧЕСКОЙ ПОВЕРХНОСТЬЮ С ЭФФЕКТОМ ПАМЯТИ ФОРМЫ | 2009 |
|
RU2402628C1 |
| Установка для диффузионного борирования шнеков в обмазках с контролем качества | 2024 |
|
RU2834946C1 |
| УСТАНОВКА ДЛЯ ПЛАЗМЕННОГО НАПЫЛЕНИЯ | 2000 |
|
RU2190035C2 |
| СПОСОБ ИЗОТЕРМИЧЕСКОЙ ПЛАЗМЕННОЙ НАПЛАВКИ ВАЛОВ | 1994 |
|
RU2087280C1 |
| СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ | 1989 |
|
SU1774570A1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ НА ВАЛУ СОПРЯГАЕМЫХ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2008 |
|
RU2393370C2 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ НЕВРАЩАЮЩИХСЯ ИЗДЕЛИЙ | 1997 |
|
RU2112633C1 |
| СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ СУЖАЮЩЕЙСЯ БОКОВОЙ ЧАСТИ НОСКА ПОЧВОРЕЖУЩЕГО РАБОЧЕГО ОРГАНА СО СТОРОНЫ ПОЛЕВОГО ОБРЕЗА | 2010 |
|
RU2421956C1 |
| НАПЛАВОЧНЫЙ СТАНОК | 2003 |
|
RU2246384C2 |
| УСТАНОВКА МЕХАНИЗИРОВАННОЙ ПЛАЗМЕННОЙ НАПЛАВКИ ВАЛОВ | 1994 |
|
RU2114724C1 |
Изобретение относится к устройству механизированной плазменной наплавки деталей типа «Вал» и может найти применение при ремонте валов и других деталей. Установка содержит станину и установленную на ней каретку, состоящую из передней и задней бабки для крепления обрабатываемой детали. Привод вращения детали, установленный на каретке, состоит из электродвигателя, ременной передачи, подшипникового узла и тахогенератора. Привод перемещения каретки состоит из электродвигателя, редуктора, ременной передачи и тахогенератора. Деталь устанавливается в центрах, а как дополнительная опора для длинномерных деталей используется центрирующее устройство. На станине закреплен кронштейн, с размещенными на нем плазматроном, механизмом подачи проволоки, устройством для контроля толщины наплавленного слоя, пирометром для контроля нагрева поверхности детали перед фронтом плазменной дуги. На станине установлены конечные выключатели, ограничивающие перемещение каретки. Привод перемещения, привод вращения, плазматрон с механизмом подачи проволоки, устройство для контроля и пирометр соединены с блоком управления. Технический результат - возможность регулирования частоты вращения детали, скорости перемещения детали и обеспечения контроля толщины наплавленного слоя. 1 ил.
Установка механизированной плазменной наплавки деталей типа "Вал", характеризующаяся тем, что содержит станину и установленные на ней каретку, состоящую из передней и задней бабки для крепления обрабатываемой детали и привода вращения детали, состоящего из электродвигателя, ременной передачи, подшипникового узла и тахогенератора, привод перемещения каретки, состоящий из электродвигателя, редуктора, ременной передачи и тахогенератора, центрирующее устройство, как дополнительную опору для обрабатываемой детали, кронштейн с размещенными на нем плазматроном с механизмом подачи проволоки, устройством для контроля толщины наплавленного слоя, пирометром для контроля нагрева поверхности детали перед фронтом плазменной дуги и конечные выключатели, ограничивающие перемещение каретки, причем привод перемещения каретки, привод вращения детали, плазматрон с механизмом подачи проволоки, устройство для контроля толщины наплавленного слоя и пирометр соединены с блоком управления.
| УСТАНОВКА МЕХАНИЗИРОВАННОЙ ПЛАЗМЕННОЙ НАПЛАВКИ ВАЛОВ | 1994 |
|
RU2114724C1 |
| Устройство для шаговой подачи | 1979 |
|
SU820072A1 |
| СПОСОБ КОНТРОЛЯ толщины ПЛЕНКИ в ПРОЦЕССЕ | 0 |
|
SU255728A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ ПОЛУЧЕНИЯ МНОГОСЛОЙНЫХ ИНТЕРФЕРЕНЦИОННЫХ ПОКРЫТИЙ | 0 |
|
SU362074A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ТОЛЩИНЫ ПОКРЫТИЙ В ПРОЦЕССЕ НАНЕСЕНИЯ ИХ В ВАКУУМЕ | 2004 |
|
RU2274676C2 |
| СТЕНД ДЛЯ СБОРКИ ПОД СВАРКУ | 1992 |
|
RU2034688C1 |
| СПОСОБ СБОРКИ И СВАРКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2129940C1 |

