Изобретение относится к изготовлению складных зеркальных антенн и может быть использовано в теле-, радио- и космической технике.
Цель изобретения - снижение трудоемкости изготовления.
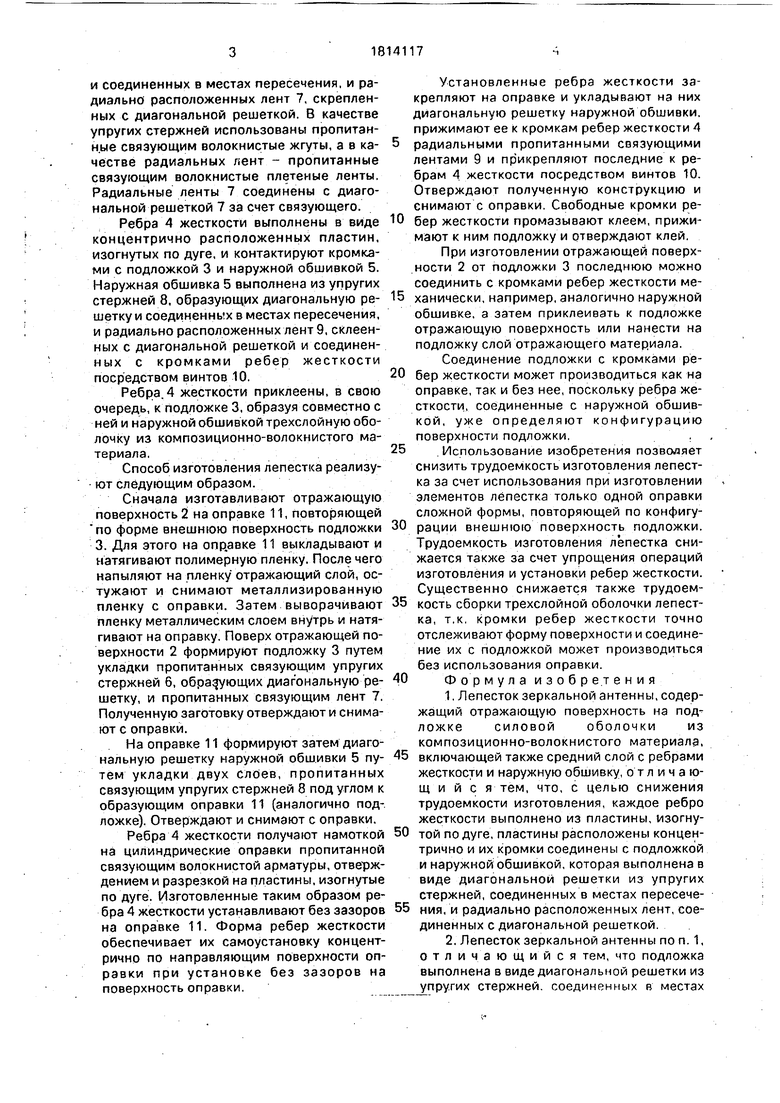
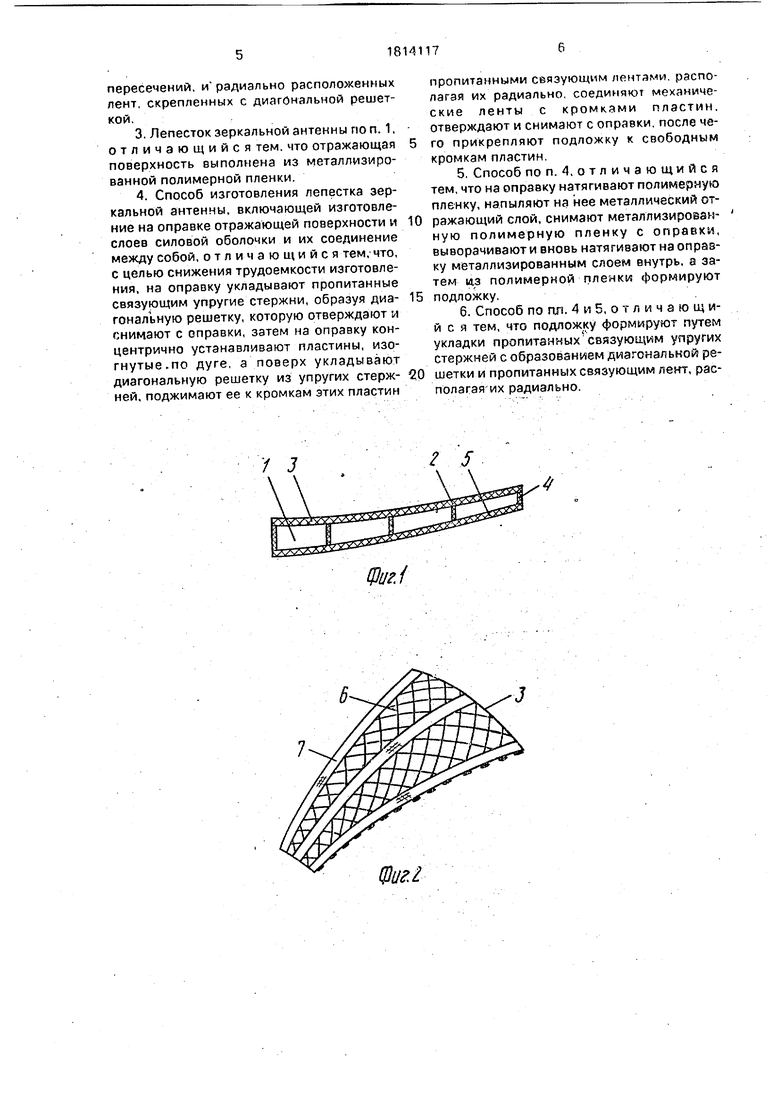
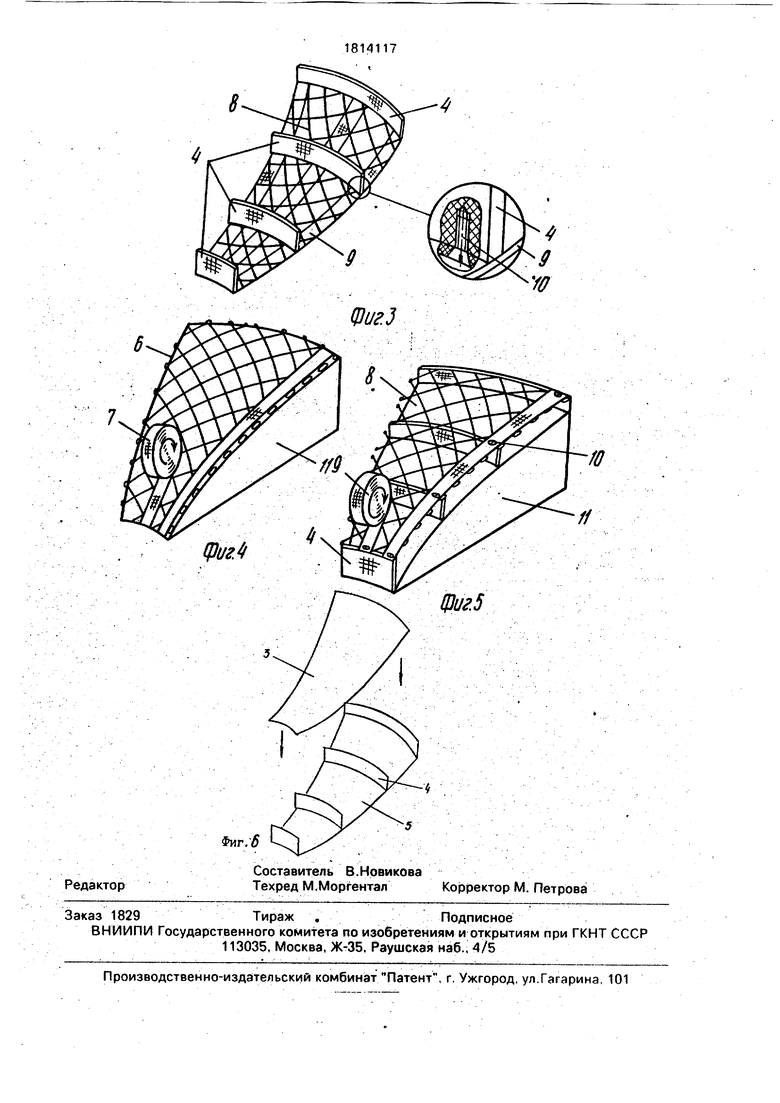
На фиг. 1 изображен лепесток зеркальной антенны; на фиг. 2 - структура подложки зеркала; на фиг. 3 - средний слой силовой оболочки с ребрами жесткости и наружная обшивка; на фиг. 4 - схема формования подложки зеркала; на фиг. 5 - схема формования наружной обшивки; на фиг. 6 - схема, изготовления лепестка.
Складывающиеся лепестки 1 являются составным элементом складной зеркальной антенны и шарнирно закреплены одним из своих концов с возможностью поворота. Лепесток 1 имеет в продольном сечении переменную толщину и состоит из отражающей поверхности 2, склеенной с подложкой 3, ребер 4 жесткости и наружной обшивки 5. Отражающая поверхность 2 выполнена .из металлизированной полимерной пленки и склеена с внешней поверхностью подложки 3.
Подложка 3 выполнена из упругих стержней 6, образующих диагональную решетку
со
Ј
и соединенных в местах пересечения, и ра- диально расположенных лент 7, скрепленных с диагональной решеткой. В качестве упругих стержней использованы пропитанные связующим волокнистые жгуты, а в качестве радиальных лент - пропитанные связующим волокнистые плетеные ленты. Радиальные ленты 7 соединены с диагональной решеткой 7 за счет связующего.
Ребра 4 жесткости выполнены в виде концентрично расположенных пластин, изогнутых по дуге, и контактируют кромками с подложкой 3 и наружной обшивкой 5. Наружная обшивка 5 выполнена из упругих стержней 8, образующих диагональную решетку и соединенных в местах пересечения, и радиально расположенных лент 9, склеенных с диагональной решеткой и соединенных с кромками ребер жесткости посредством винтов 10.
Ребра. 4 жесткости приклеены, в свою очередь, к подложке 3, образуя совместно с ней и наружной обшивкой трехслойную оболочку из композиционно-волокнистого материала.
Способ изготовления лепестка реализуют следующим образом.
Сначала изготавливают отражающую поверхность 2 на оправке 11, повторяющей по форме внешнюю поверхность подложки 3. Для этого на опр.авке 11 выкладывают и натягивают полимерную пленку. После чего напыляют на пленку отражающий слой, остужают и снимают металлизированную пленку с оправки. Затем выворачивают пленку металлическим слоем внутрь и натягивают на оправку. Поверх отражающей поверхности 2 формируют подложку 3 путем укладки пропитанных связующим упругих стержней 6, образующих диагональную решетку, и пропитанных связующим лент 7, Полученную заготовку отверждают и снимают с оправки.
На оправке 11 формируют затем диагональную решетку наружной обшивки 5 путем укладки двух слоев, пропитанных связующим упругих стержней 8 под углом к образующим оправки 11 (аналогично подложке). Отверждают и снимают с оправки.
Ребра 4 жесткости получают намоткой на цилиндрические оправки пропитанной связующим волокнистой арматуры, отверж- дением и разрезкой на пластины, изогнутые по дуге. Изготовленные таким образом ребра 4 жесткости устанавливают без зазоров на оправке 11. Форма ребер жесткости обеспечивает их самоустановку концентрично по направляющим поверхности оправки при установке без зазоров на поверхность оправки.
Установленные ребра жесткости закрепляют на оправке и укладывают на них диагональную решетку наружной обшивки, прижимают ее к кромкам ребер жесткости 4
радиальными пропитанными связующими лентами 9 и прикрепляют последние к ребрам 4 жесткости посредством винтов 10. Отверждают полученную конструкцию и снимают с оправки. Свободные кромки ребер жесткости промазывают клеем, прижимают к ним подложку и отверждают клей.
При изготовлении отражающей поверхности 2 от подложки 3 последнюю можно соединить с кромками ребер жесткости ме5 ханически, например, аналогично наружной
обшивке, а затем приклеивать к подложке
отражающую поверхность или нанести на
подложку слой отражающего материала.
Соединение подложки с кромками ре0 бер жесткости может производиться как на оправке, так и без нее, поскольку ребра жесткости, соединенные с наружной обшивкой, уже определяют конфигурацию поверхности подложки..
5 .Использование изобретения позволяет снизить трудоемкость изготовления лепестка за счет использования при изготовлении элементов лепестка только одной оправки сложной формы, повторяющей по конфигу0 рации внешнюю поверхность подложки. Трудоемкость изготовления лепестка снижается также за счет упрощения операций изготовления и установки ребер жесткости. Существенно снижается также трудоем5 кость сборки трехслойной оболочки лепестка, т,к, кромки ребер жесткости точно отслеживают форму поверхности и соединение их с подложкой может производиться без использования оправки.
0 Формула изобретения
1. Лепесток зеркальной антенны, содержащий отражающую поверхность на подложке силовой оболочки из композиционно-волокнистого материала,
5 включающей также средний слой с ребрами жесткости и наружную обшивку, отличающийся тем, что, с целью снижения трудоемкости изготовления, каждое ребро жесткости выполнено из пластины, изогну0 той по дуге, пластины расположены концентрично и их кромки соединены с подложкой и наружной обшивкой, которая выполнена в виде диагональной решетки из упругих стержней, соединенных в местах пересече5 ния, и радиально расположенных лент, соединенных с диагональной решеткой.
2. Лепесток зеркальной антенны по п. 1, отличающийся тем, что подложка выполнена в виде диагональной решетки из упругих стержней, соединенных в местах
пересечений, и радиально расположенных лент, скрепленных с диагональной решеткой.
3. Лепесток зеркальной антенны поп. 1, отличающийся тем. что отражающая поверхность выполнена из металлизированной полимерной пленки.
4. Способ изготовления лепестка зеркальной антенны, включающей изготовление на оправке отражающей поверхности и слоев силовой оболочки и их соединение между собой, о т л и ч а ю щ и и с я тем, что, с целью снижения трудоемкости изготовления, на оправку укладывают пропитанные связующим упругие стержни, образуя диа- тональную решетку, которую отверждзют и снимают с оправки, затем на оправку кон- центрично устанавливают пластины, изогнутые.по дуге, а поверх укладывают диагональную решетку из упругих стерж- ней. поджимают ее к кромкам этих пластин
пропитанными связующим лентами, располагая их радиально, соединяют механические ленты с кромками пластин, отверждают и снимают с оправки, после чего прикрепляют подложку к свободным кромкам пластин,
5. Способ поп. 4, отличающийся тем, что на оправку натягивают полимерную пленку, напыляют на нее металлический отражающий слой, снимают металлизированную полимерную пленку с оправки, выворачивают и вновь натягивают на оправку металлизированным слоем внутрь, з затем 14,3 полимерной пленки формируют подложку.
6. Способ по пл. 4 и 5, о т л и ч а ю щ и- й с, я тем, что подложку формируют путем укладки пропитанных связующим упругих стержней с образованием диагональной решетки и пропитанных связующим лент, рас- полагая их радиально.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДКРЕПЛЕННОЙ ОБОЛОЧКИ С МЕТАЛЛИЗИРОВАННЫМ ПОКРЫТИЕМ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2001 |
|
RU2224653C2 |
| БАШЕННОЕ СООРУЖЕНИЕ И СПОСОБ ИЗГОТОВЛЕНИЯ ЕГО СЕКЦИЙ | 2002 |
|
RU2244083C2 |
| Секционная вантовая башенная градирня | 1981 |
|
SU1006685A1 |
| РАЗМЕРОСТАБИЛЬНОЕ ИНТЕГРАЛЬНОЕ ИЗДЕЛИЕ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И ФОРМА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2001 |
|
RU2230406C2 |
| ОГРАНИЧИТЕЛЬ ПЕРЕНАПРЯЖЕНИЙ | 2004 |
|
RU2256972C1 |
| НЕСУЩАЯ ТРУБА-ОБОЛОЧКА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ, СПОСОБ И ОПРАВКА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2084343C1 |
| СОСУД ДАВЛЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2215216C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕЦИЗИОННОГО АНТЕННОГО РЕФЛЕКТОРА | 2013 |
|
RU2560798C2 |
| Непрерывная стеклолента для изготовления стеклопластиковых клееных труб | 1977 |
|
SU710829A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННЫХ СИЛОВЫХ ПАНЕЛЕЙ | 2014 |
|
RU2579779C2 |
Использование: при изготовлении зеркальных антенн. Сущность изобретения: лепесток состоит из отражающей поверхности, скрепленной с подложкой силовой оболочки, выполненной из упругих стержней, образующих диагональную решетку, и радиально расположенных лент. Средний слой силовой оболочки представляет собой ребра жёсткости в форме изогнутых по дуге пластин, расположенных концентрично. Кромки пластин соединены с подложкой и с наружной обшивкой. Наружная обшивка, как и подложка, выполнена из упругих стержней, образующих диагональную решетку, и радиально расположенных лент. Отражающую поверхность и слой силовой оболочки изготавливают на оправке и соединяют между собой. 2 с. и 4 з.п. ф-лы, 6 ил.
Фж{
| Способ крашения тканей | 1922 |
|
SU62A1 |
| ; кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР №4274099, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
