1
Изобретение относится к области производства клееных стеклопластиковых труб с косослойной структурой стенки. Такие трубы используются в химической, судостроительной, ракетной и других областях техники.
Известно, что для изготовления стеклопластиковых труб с косослойной структурой стен ки используется предварительно пропитанная стеклолента косой структуры или лента трикотажного плетения, она позволяет в процессе намотки на оправку деформировать ленту так, что один ее край формирует внутреннюю поверхность трубы, а другой - наружную, т.е. образовывать лентой коническую поверхность .
Однако применение таких стеклолент при производстве стеклопластиковых труб с косослойной структурой не дает возможности создать необходимого давления формирования в процессе намотки натяжением ленты.
Плоские, непрерывные, пропитанные связующим и отвержденные стеклоленты не позволяют формировать косослой11ую структуру трубы
так как деформация их в продольном направлении ограничена.
Цель изобретения - повышение качества
клееных труб.
Эта цель в предлагаемом изобретении достигается путем изготовления предварительно формованной пропитанной связующим стеклоленты и ее отверждения в форме фестончатой ленты. При этом одна ее кромка остается прямолинейной, а другая имеет волнообразную форму прн соотношении длин кромок, равном отношению вн)треннего и наружного диаметра изготавливаемой из ленты трубы.
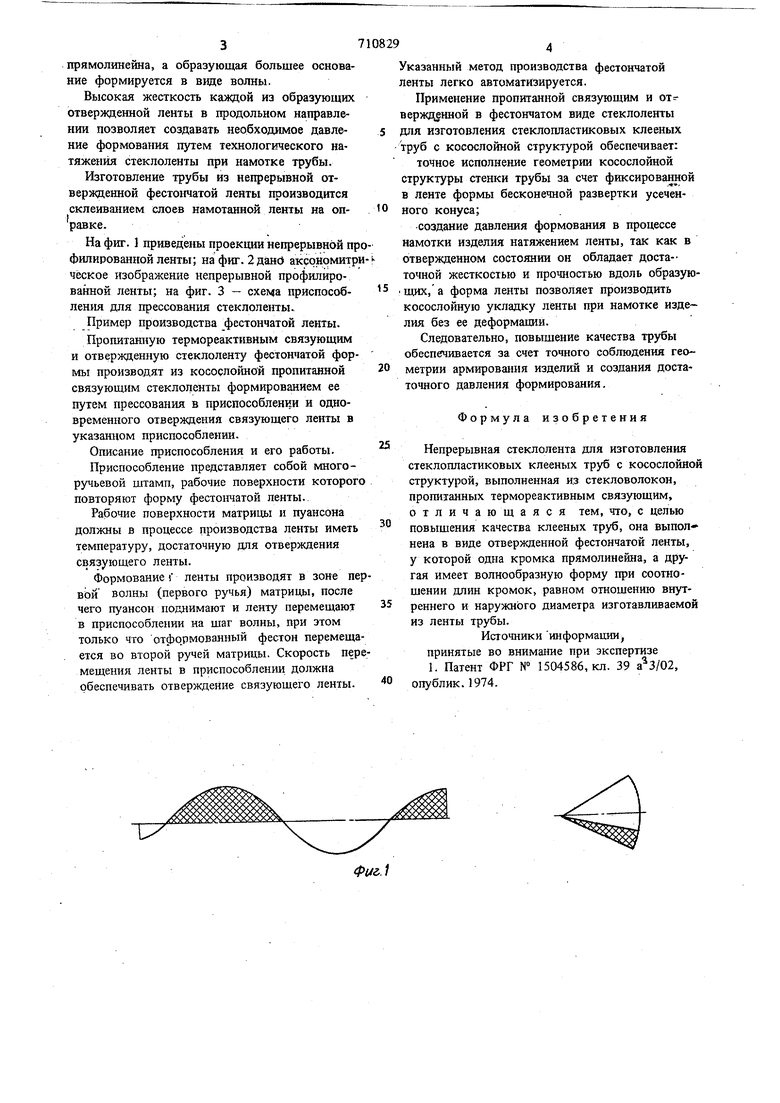
Продольные образующие фестончатой ленты имеют различную длину, причем лента формируется с такой стрелой волны образующих, .что каждая из них при намотке образует в трубе поверхность одного определенного диаметра. Так прямолинейная кромка ленты образует внутреннюю поверхность трубы, а криволинейная - наружную. То есть предлагаемая лента является пространственной непрерывной разверткой усеченного конуса, у которой кромка, образующая меньшее основание. 3 прямолинейна, а образующая большее основание формируется в виде волны. Высокая жесткость каждой из образующих отвержденной ленты в продольном направлении позволяет создавать необходимое давление формования путем технологического натяжения стеклоленты при намотке трубы. Изготовление трубы из непрерывной отвержденной фестончатой ленты производится склеиванием слоев намотанной ленты на оправке. На фиг. 1 приведены проекщ1и непрерывной пр филированной ленты; нафиг. 2данс акррнрмитр чёское изображение непрерывной профил1фованной ленты; на фиг. 3 - схема приспособления для прессования стеклолеиты. Пример производства фестончатой ленты. Пропитанную термореактивным связующим и отвержденную стеклоленту фестончатой фор мы производят из косослойной пропитанной связующим стеклоленты формированием ее путем прессования в приспособлении и одновременного отверждения связующего ленты в указанном приспособлении. Описание приспособления и его работы. Приспособление представляет собой многоручьевой штамп, рабочие поверхности которог повторяют форму фестончатой ленты.. Рабочие поверхности матрицы и пуансона должны в процессе производства ленты иметь температуру, достаточную для отверждения связующего ленты. Формование Г ленты производят в зоне пе вой волны (первого ручья) матрицы, после чего пуансон поднимают и ленту перемещают в приспособлепии на щаг волны, при этом только что отфо.рмованпый фестон перемеща ется во второй ручей матрицы. Скорость пер мещения ленты в приспособлении должпа обеспечивать отверждение связующего ленты. казанный метод производства фестончатой енты легко автоматизируется. Применение пропитанной связующим и вержценной в фестончатом виде стеклоленты ля изготовления стеклопластиковых клееных труб с косослойной структурой обеспечивает: точное исполнение геометрии косослойной структуры стенки трубы за счет фиксированной в ленте формы бесконечной развертки усеченного конуса; создание давления формования в процессе намотки изделия натяжением ленты, так как в отвержденном состоянии он обладает доста-точной жесткостью и прочностью вдоль образующих, а форма ленты позволяет производить косослойную укладку ленты при намотке изделия без ее деформации. Следовательно, повыщение качества трубы обеспечивается за счет точного соблюдения геометрии армирования изделий и создания достаточного давления формирования. Формула изобретения Непрерывная стеклолента для изготовления стеклопластиковых клееных труб с косослойной структурой, выполненная и.з стекловолокон, пропитанных термореактивным связующим, отличающаяся тем, что, с целью повыщения качества клееных труб, она выпол- нена в виде отвержденпой фестончатой ленты, у которой одна кромка прямолинейна, а другая имеет волнообразную форму при соотнощепии длин кромок, равном отнощепию внутреннего и наружного диаметра изготавливаемой из ленты трубы. Источники информации принятые во внимание при экспертизе 1. Патент ФРГ № 1504586, кл. 39 , опублик.1974.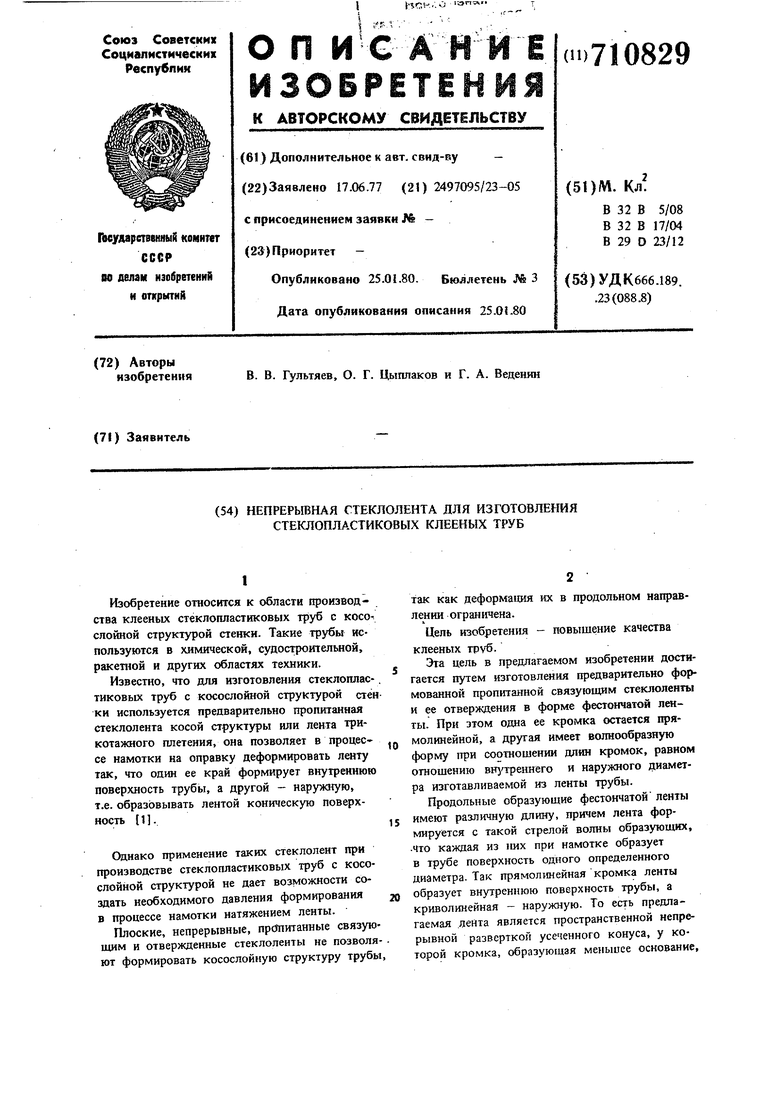
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРУБА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ЕЕ ПРОИЗВОДСТВА | 2001 |
|
RU2221183C2 |
| КОНСТРУКЦИОННЫЙ СЛОЙ ТРУБЫ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2000 |
|
RU2167357C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ С НАРУЖНЫМ СЛОЕМ ИЗ СТЕКЛОПЛАСТИКА | 1971 |
|
SU312763A1 |
| СПОСОБ И УСТРОЙСТВО НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ НЕМЕТАЛЛИЧЕСКИХ ТРУБ И НЕМЕТАЛЛИЧЕСКАЯ ТРУБА | 2014 |
|
RU2555467C1 |
| Труба стеклокомпозитная для напорных и безнапорных трубопроводов, прокладываемых методом микротоннелирования | 2019 |
|
RU2717728C1 |
| СТАНОК ДЛЯ ПРОИЗВОДСТВА ТРУБ ИЗ АРМИРОВАННЫХ ПЛАСТМАСС | 2003 |
|
RU2236350C1 |
| Оболочка из композиционного материала и способ изготовления оболочки из композиционного материала | 2017 |
|
RU2637596C1 |
| Композитный демпфирующий элемент и способ его изготовления | 2018 |
|
RU2717270C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕКЛОПЛАСТИКОВОЙ СЕКЦИИ ТРУБОПРОВОДА | 2004 |
|
RU2285187C2 |
| СТЕКЛОПЛАСТИКОБЕТОННАЯ ТРУБА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2457387C2 |
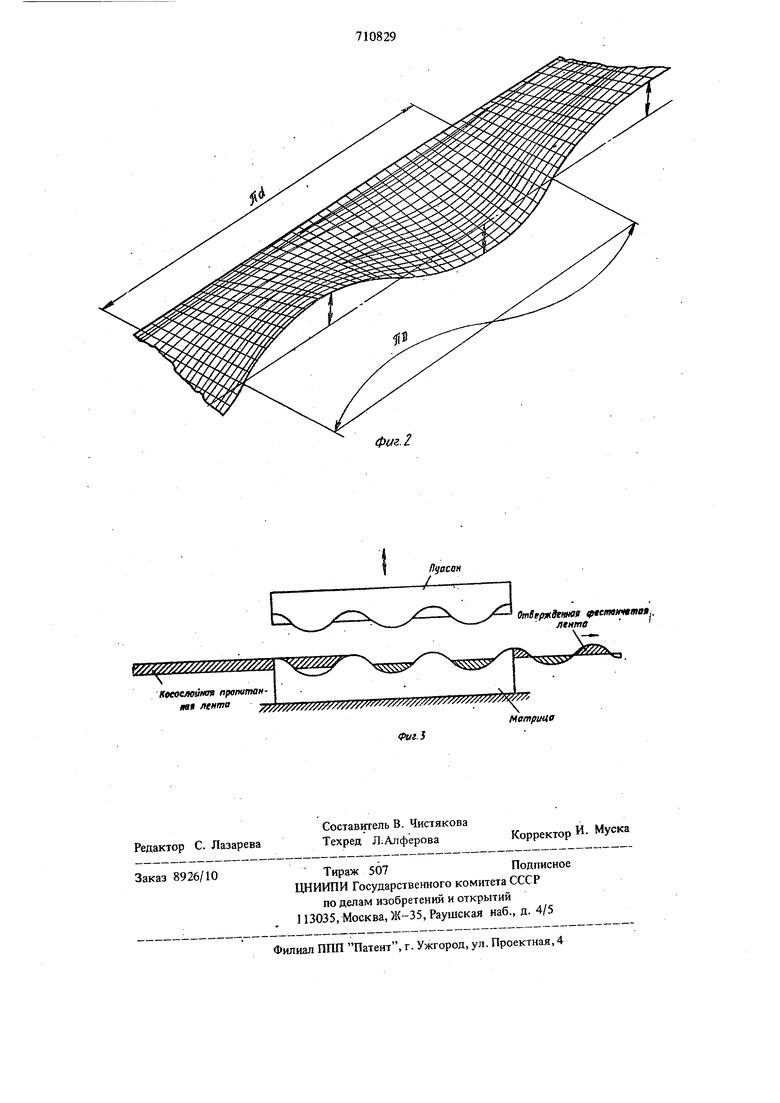
f yj M / my///// /, Ивеосяетая проттан mt лента i 5 w i vvifx j;wy/ ij : Фиг.З OmSefoKdewaf фвамтчпа. ленте , ., .. трица
