мощью межкатушечного соединения 10, вывод 4 которого служит для подключения обмотки индуктора к сети. .
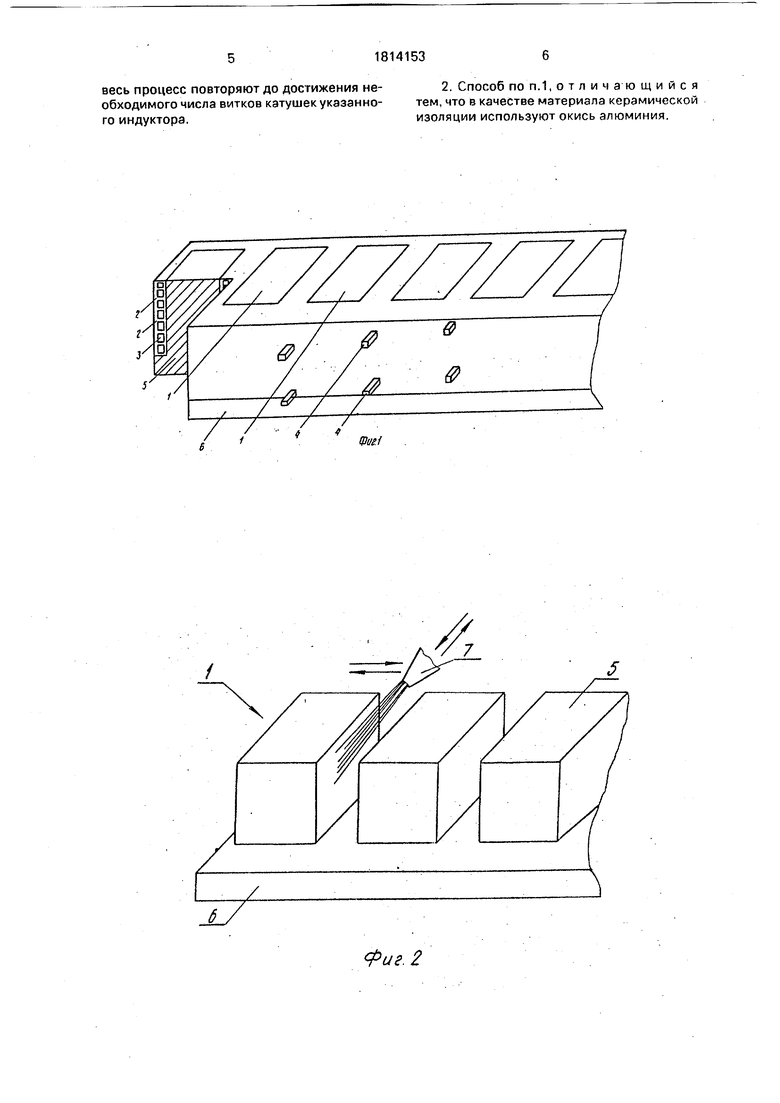
На фиг.4 показано напыление первого слоя мёжвитковой изоляции. Концы витков прикрываются трафаретами 11. Штриховкой обозначена зона напыления изоляции.
Прессование второго виткового слоя представлено на фиг.5. Оно производится аналогично первому. Межкатушечное соединение связывает вторую и пятую катушки. Внешний вид части пресс-формы 12 изображен на фиг.5. Штриховкой обозначены отверстия для засыпания порошка.
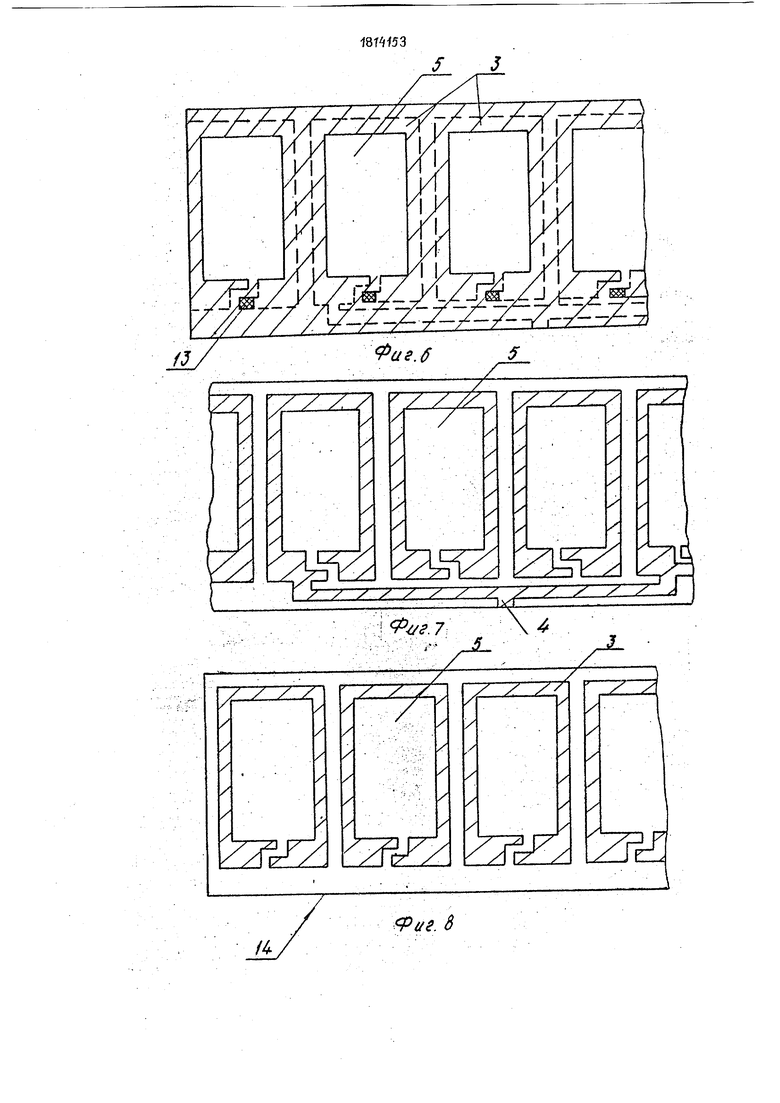
На фиг.б показано расположение трафаретов 13 для напыления следующего слоя мёжвитковой изоляции.
Прессование третьего слоя витков производится аналогично первому, при этом между собой соединяются третья и шестая катушки обмотки (фиг.7).
На фиг.8 показана пресс-форма 14 для изготовления четных слоев витков 3. В ней не показано межкатушечное соединение.
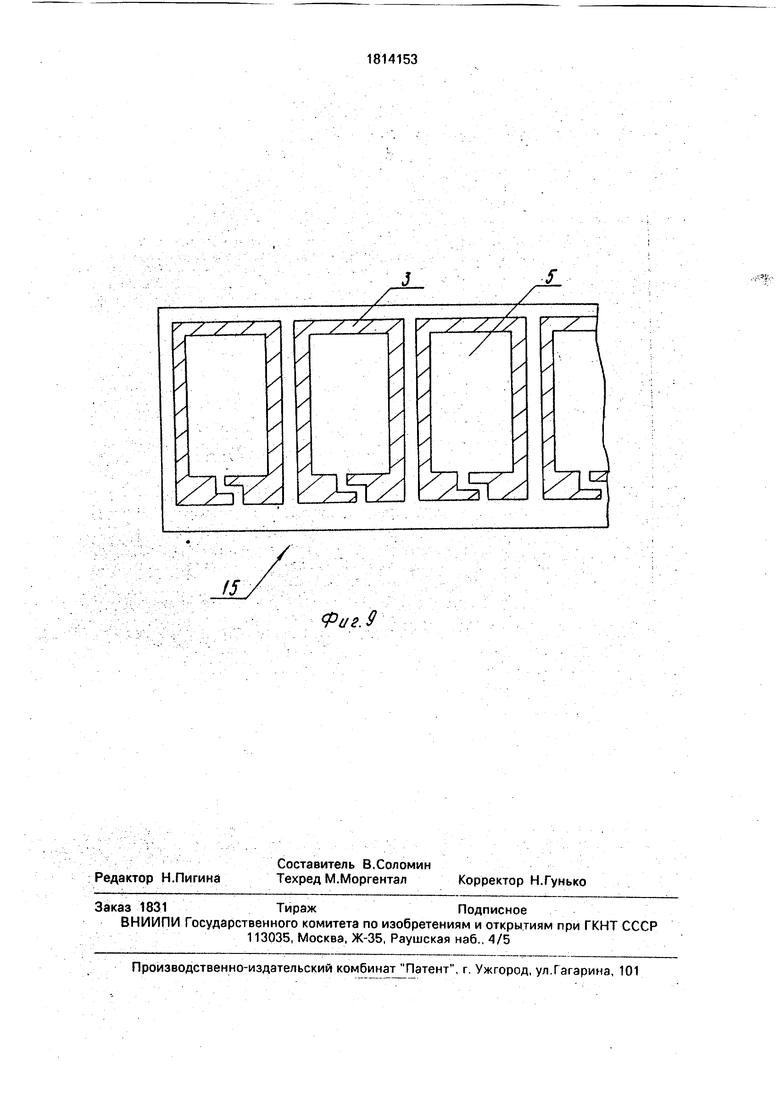
Пресс-форма 15 для прессования нечетных слоев витков 3 изображена на фиг.9. В ней также отсутствует межкатушечное соединение.
Способ изготовления индуктора линейного электродвигателя осуществляется следующим образом,
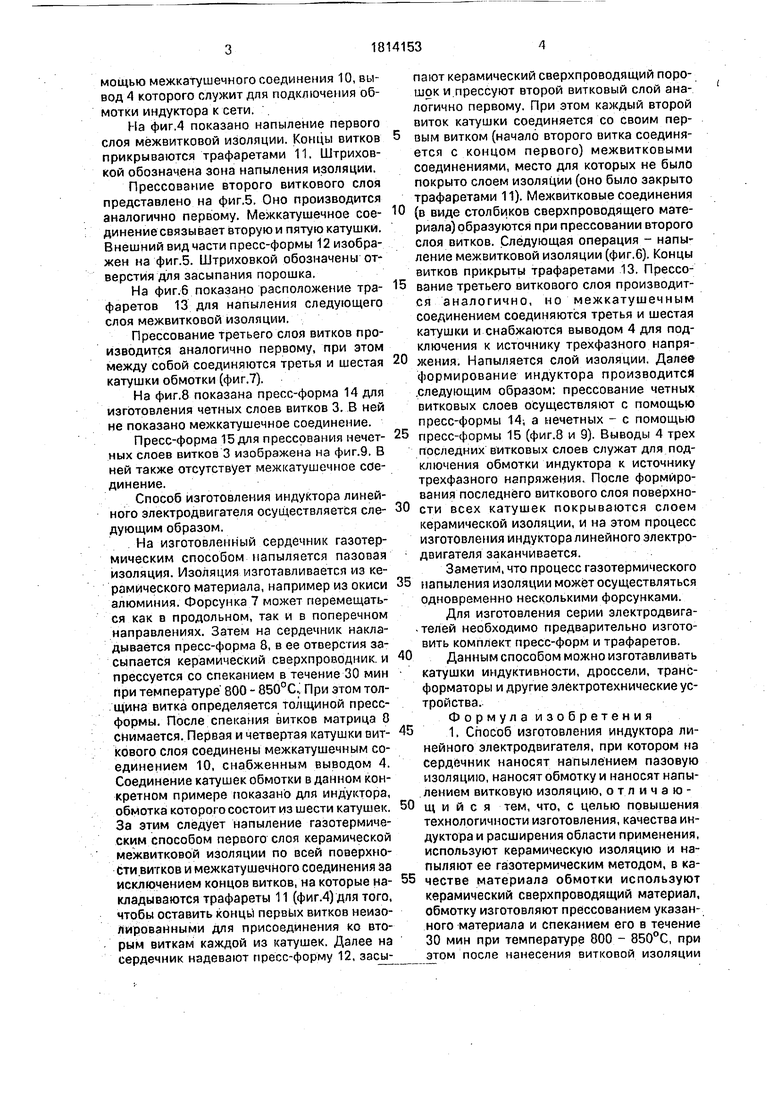
.На изготовленный сердечник газотермическим способом напыляется пазовая изоляция. Изоляция изготавливается из керамического материала, например из окиси алюминия. Форсунка 7 может перемещаться как в продольном, так и в поперечном направлениях. Затем на сердечник накладывается пресс-форма 8, в ее отверстия засыпается керамический сверхпроводник, и прессуется со спеканием в течение 30 мин при температуре 800 - 850°С. При этом толщина витка определяется толщиной пресс- формы. После спекания витков матрица 8 снимается. Первая и четвертая катушки виткового слоя соединены межкатушечным соединением 10, снабженным выводом 4. Соединение катушек обмотки в данном конкретном примере показано для индуктора, обмотка которого состоит из шести катушек. За этим следует напыление газотермическим способом первого слоя керамической мёжвитковой изоляции по всей поверхности витков и межкатушечного соединения за исключением концов витков, на которые накладываются трафареты 11 (фиг.4) для того, чтобы оставить концу первых витков неизолированными для присоединения ко вторым виткам каждой из катушек. Далее на сердечник надевают пресс-форму 12, засыпают керамический сверхпроводящий порошок и прессуют второй витковый слой аналогично первому. При этом каждый второй виток катушки соединяется со своим первым витком (начало второго витка соединяется с концом первого) межвитковыми соединениями, место для которых не было покрыто слоем изоляции (оно было закрыто трафаретами 11). Межвитковые соединения
0 (в виде столбиков сверхпроводящего материала) образуются при прессовании второго слоя витков. Следующая операция - напыление мёжвитковой изоляции (фиг.б). Концы витков прикрыты трафаретами 13. Прессо5 вание третьего виткового слоя производится аналогично, но межкатушечным соединением соединяются третья и шестая катушки и снабжаются выводом 4 для подключения к источнику трехфазного иапря0 жения. Напыляется слой изоляции. Далее формирование индуктора производится .следующим образом: прессование четных витковых слоев осуществляют с помощью пресс-формы 14; а нечетных - с помощью
5 пресс-формы 15 (фиг.8 и 9). Выводы 4 трех последних витковых слоев служат для подключения обмотки индуктора к источнику трехфазного напряжения. После формирования последнего виткового слоя поверхно0 сти всех катушек покрываются слоем керамической изоляции, и на этом процесс изготовления индуктора линейного электро- ; двигателя заканчивается.
Заметим, что процесс газотермического
5 напыления изоляции может осуществляться одновременно несколькими форсунками.
Для изготовления серии электродвига- - телей необходимо предварительно изготовить комплект пресс-форм и трафаретов.
0 Данным способом можно изготавливать катушки индуктивности, дроссели, трансформаторы и другие электротехнические устройства.
Формула изобретения
В 1. Способ изготовления индуктора линейного электродвигателя, при котором на сердечник наносят напылением пазовую изоляцию, наносят обмотку и наносят напылением витковую изоляцию, отличаю0 щ и и с я тем, что, с целью повышения технологичности изготовления, качества индуктора и расширения области применения, используют керамическую изоляцию и напыляют ее газотермическим методом, в ка5 честве материала обмотки используют керамический сверхпроводящий материал, Обмотку изготовляют прессованием указанного материала и спеканием его в течение 30 мин при температуре 800 - 850°С, при этом после нанесения витковой изоляции
весь процесс повторяют до достижения необходимого числа витков катушек указанного индуктора.
2. Способ по п.1, отличающийся тем, что в качестве материала керамической изоляции используют окись алюминия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНДУКТОРА ЛИНЕЙНОГО ЭЛЕКТРОДВИГАТЕЛЯ | 1991 |
|
RU2014712C1 |
| Обмотка индукционного аппарата | 1977 |
|
SU696550A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНДУКТИВНОГО ЭЛЕМЕНТА И ИНДУКТИВНЫЙ ЭЛЕМЕНТ | 2015 |
|
RU2660915C2 |
| ТРАНСФОРМАТОР ВЫСОКОГО НАПРЯЖЕНИЯ И БОЛЬШОЙ МОЩНОСТИ С ГРОЗОЗАЩИТНЫМ ЭКРАНОМ ДОЛЮКА | 2008 |
|
RU2458422C2 |
| Активная часть трансформатора | 1979 |
|
SU860150A1 |
| Высоковольтная обмотка | 1976 |
|
SU654966A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ОБМОТКИ СТАТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2008 |
|
RU2369952C1 |
| Ротор явнополюсный электрической машины | 1991 |
|
SU1816336A3 |
| Индуктор явнополюсной электрической машины | 1981 |
|
SU964858A1 |
| Ротор синхронной явнополюсной электрической машины с газовым охлаждением | 1987 |
|
SU1705961A1 |
Риг.2
Фи г. 9
