Изобретение относится к электротехнике/ преимущественно к технологии производства линейных электродвигателей.
Известен способ изготовления индуктора линейного электродвигателя (авт. св. N 1526535/ кл. Н 01 К 46/06/ 1987)/ согласно которому изготавливают сердечник/ обмотку/ пазовую и витковую изоляцию.
Недостатком известного способа является сложность технологии и невозможность уменьшения габаритов двигателя.
Целью изобретения является упрощение технологии изготовления и уменьшение габаритов двигателя.
Указанная цель достигается тем/ что в способе изготовления индуктора линейного электродвигателя/ в соответствии с которым изготавливают сердечник/ обмотку/ пазовую и витковую изоляцию/ согласно изобретению/ сердечник/ обмотку/ пазовую и витковую изоляцию изготавливают методом газотермического напыления ферромагнитного/ электропроводящего и изоляционного материалов/ при этом напыление осуществляют через поочередно заменяемые трафареты.
Указанная цель достигается тем/ что витки обмотки напыляют керамическим сверхпроводящим материалом/ при этом после напыления каждого слоя витков проводят окислительный отжиг в атмосфере воздуха или кислорода.
Указанная цель достигается тем/ что ферромагнитный материал напыляют в условиях/ позволяющих получить кристаллическую структуру.
Указанная цель достигается тем/ что ферромагнитный материал напыляют в условиях/ позволяющих получить аморфную структуру.
Изобретение поясняется примером его конкретной реализации со ссылками на прилагаемые фигуры.
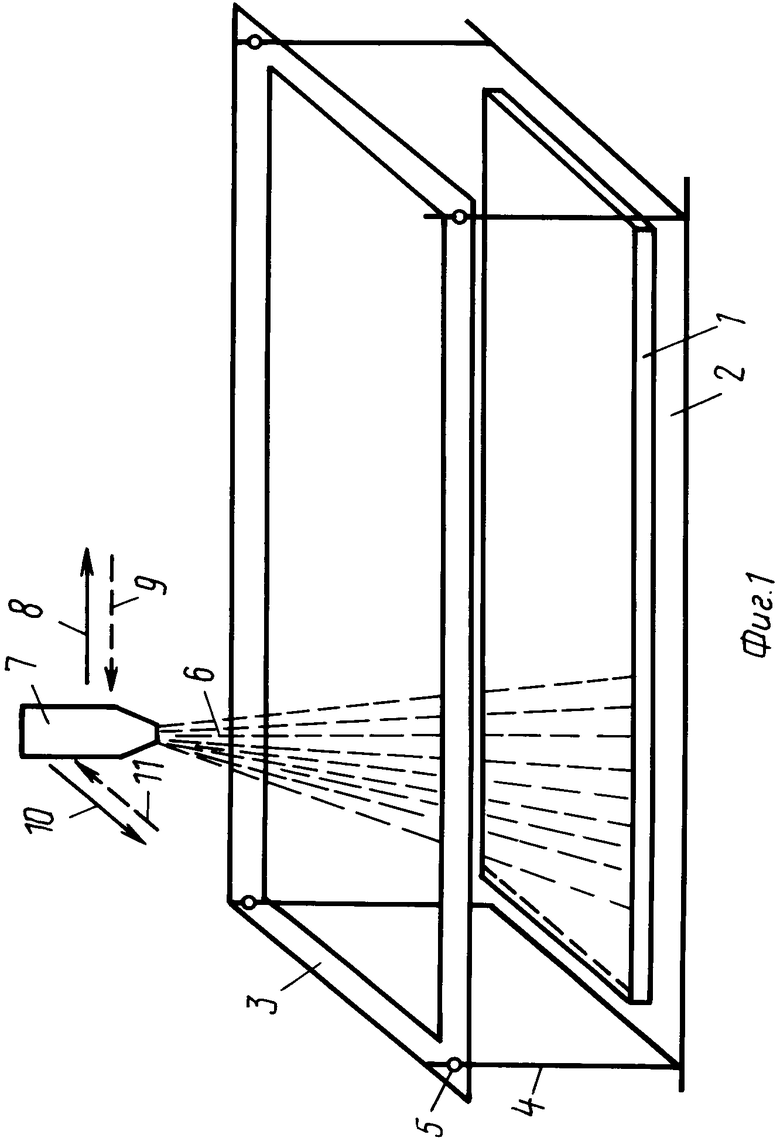
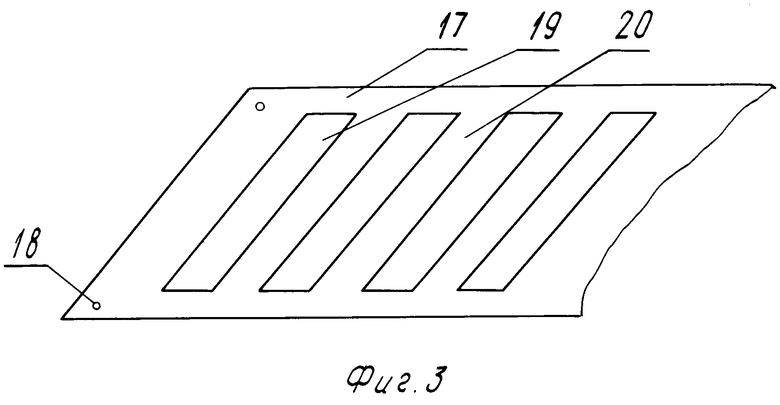
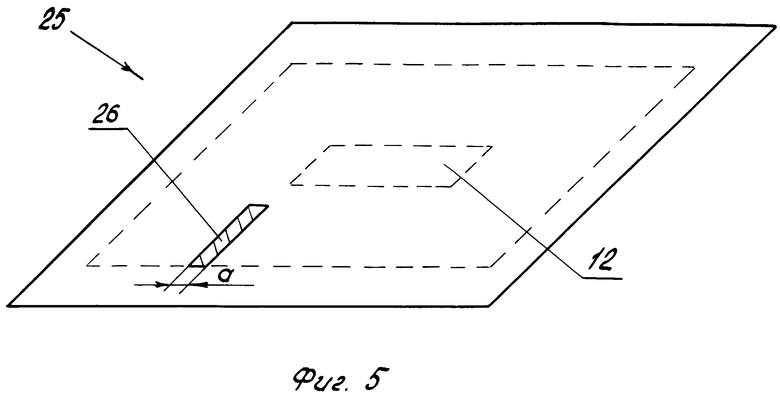
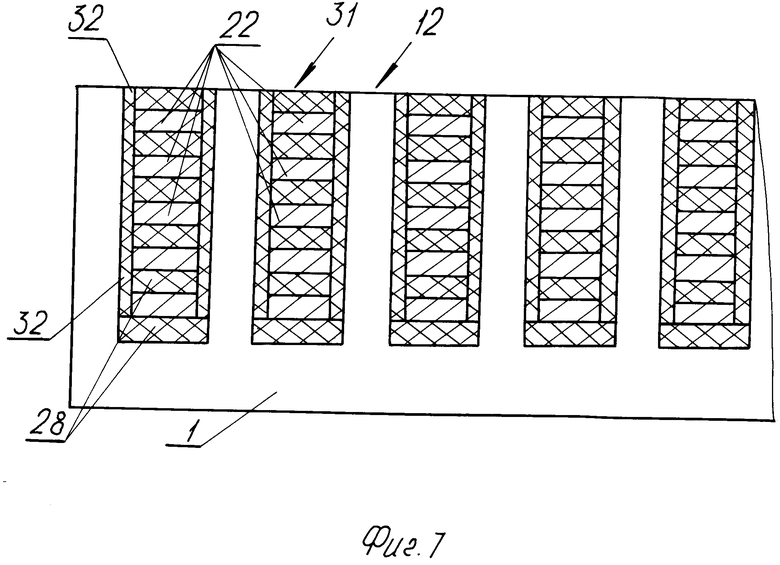
На фиг. 1 изображен процесс газотермического напыления ярма сердечника индуктора ферромагнитным материалом через трафарет; на фиг.2 - процесс газотермического напыления зубцов сердечника ферромагнитным материалом через трафарет; на фиг.3 - трафарет для напыления слоя пазовой (и витковой) изоляции; на фиг. 4 - часть трафарета для газотермического напыления первого (нижнего) витка из электропроводящего материала; на фиг.5 - часть трафарета для напыления межвиткового соединения между первым и вторым витками катушек обмотки; на фиг.6 - одна катушка обмотки (без пазовой изоляции)/ полученная методом поочередного газотермического напыления электропроводящего и изоляционного материалов; на фиг.7 - продольный разрез индуктора линейного электродвигателя/ изготовленный газотермическим способом.
Газотермическое напыление ярма 1 сердечника индуктора (фиг.1) показано на фиг. Ярмо 1 расположено на подложке 2/ поверх которой лежит трафарет 3/ установленный на направляющих 4/ пропущенных через отверстия 5 трафарета 3. Напыление ферромагнитного материала 6 производится форсункой 7/ установленной с возможностью перемещения в направлении стрелок 8/ 9/ 10 и 11.
Напыление зубцов 12 на ярмо 1 индуктора изображено на фиг.2. Напыление осуществляется через трафарет 13/ сквозь отверстия 14 которого проходят направляющие 4. Трафарет 13 имеет прямоугольные (по форме зубцов) прорези 15/ чередующиеся с перемычками 16.
Трафарет 17 с отверстиями 18 для направляющих имеет прямоугольные отверстия 19 для напыления межвитковой (и пазовой) изоляции/ разделенные перемычками 20 (фиг.3).
Элемент трафарета 21 для газотермического напыления первого (нижнего) витка 22 (заштрихованная площадь) представлен на фиг.4. Штриховой линией обозначен зубец 12. Заштрихованная площадь витка 22 представляет собой отверстие трафарета 21. Площади 23 и 24 и площадь 12 над зубцом закрыты и недоступны для напыления.
Элемент трафарета 25 для напыления межвиткового соединения 26 изображен на фиг. 5. Заштрихованная площадь 26 - это отверстия в трафарете 25/ "а" - ширина отверстия в трафарете.
Катушка 27 индуктора линейного электродвигателя показана на фиг.6. Она изображена без пазовой изоляции и состоит из напыленных витков 22/ между которыми напылена изоляция 28. Катушка 27 снабжена выводами 29 и 30 для соединения с другими катушками обмотки.
Индуктор двигателя представлен на фиг.7. В его пазах 31 размещены чередующиеся электропроводящие и изоляционные слои 22 и 28. Показана и пазовая изоляция 32.
Способ изготовления индуктора линейного электродвигателя осуществляется следующим образом.
На подложку 2 (фиг.1)/ имеющую вертикальные направляющие 4/ накладывается трафарет 3/ отверстия 5 которого обеспечивают точную фиксацию трафарета. Форсункой 7 напыляют газотермическим способом слой ферромагнитного материала 6. Напыленный ферромагнитный материал может иметь как кристаллическую/ так и аморфную структуры в зависимости от условий напыления. Толщина напыляемого слоя материала 6 равна толщине трафарета 3/ равную толщине ярма 1 магнитопровода линейного электродвигателя. При напылении форсунка 7 может перемещаться в направлении стрелок 8/ 9/ 10 и 11 поочередно вручную или посредством манипулятора. Затем трафарет 3 заменяют на трафарет 13 с отверстиями 15 (фиг.2) для газотермического напыления зубцов 12 индуктора/ которые формируются из того же материала/ что и ярмо 1. Заметим/ что зубцы 12 могут напыляться на заранее изготовленное ярмо/ которое/ например/ может быть набрано из отдельных пластин электротехнической стали. Возможен вариант/ когда сразу формируется полная высота зубцов 12. Или напыляется один слой зубцовой зоны. Трафарет 13 фиксируется посредством направляющих 4/ пропущенных сквозь отверстия 14. Далее напыляется газотермическим методом пазовая изоляция (фиг. 3). Вместо трафарета 13 устанавливается трафарет 17/ снабженный отверстиями 18 для направляющих и прямоугольными отверстиями 19/ совпадающими с пазами сердечника/ и перемычками 20/ совпадающими с зубцами сердечника. Напыляемый изоляционный материал может быть различным/ в том числе и керамическим. После этого трафарет 18 заменяют трафаретом 13 и напыляют еще один зубцовый слой из ферромагнитного материала/ толщина которого равна толщине одного витка обмотки двигателя. Следующая операция: трафарет 13 заменяется трафаретом/ элемент которого 21 (фиг.4) имеет отверстия 22/ сквозь которые напыляется слой электропроводящего материала/ например/ меди или алюминия. Перед напылением витка на стенки паза наносится изоляция. Электропроводящие слои могут напыляться сверхпроводниковым керамическим материалом. В этом случае после нанесения каждого сверхпроводящего слоя следует операция окислительного отжига в атмосфере воздуха или кислорода. Далее трафарет/ состоящий из элементов 21/ меняют на трафарет/ в котором будут отверстия/ по размерам и форме равные площадям/ обозначенным на фиг.4 позициями 23 и 24/ при этом площади/ занимаемые зубцами 12 и витками/ должны быть закрыты. После этого напыляется слой витковой изоляции/ а затем с использованием трафарета 13 напыляется еще один зубцовый слой. Трафарет 13 меняют на трафарет/ элемент 25 которого показан на фиг.5. Этот трафарет снабжен отверстиями 26 (заштрихованы)/ сквозь которые напыляется электропроводящий материал для образования межвиткового соединения/ после чего меняется трафарет на новый (на фиг. не показан)/ у которого будут закрыты площади 12 и 26 и напыляется слой изоляционного материала. Затем ставится трафарет 13 (фиг. 2) и напыляется еще один зубцовый слой. Трафарет заменяется новым/ аналогичным тому/ что показан на фиг.4/ но нижняя часть отверстия/ параллельная основанию элемента трафарета/ укорачивается на величину "а" (фиг.5). Напыляется слой электропроводящего материала/ изоляционный слой/ потом слой ферромагнетика/ межвитковое соединение (по типу/ как на фиг.5)/ но смещенное вправо на величину "а"/ и так далее до полного формирования индуктора линейного электродвигателя.
Процесс напыления индуктора может производиться несколькими форсунками одновременно. Для изготовления индуктора предварительно должен быть изготовлен комплект трафаретов.
Повышена технологичность изготовления индуктора/ достигнута возможность изготовления двигателя непосредственно на месте его применения/ изделие получается цельным и не требует дальнейшей сборки. Заметим/ что этим способом могут изготовляться катушки индуктивности/ дроссели/ трансформаторы и другие электротехнические устройства.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления индуктора линейного электродвигателя | 1991 |
|
SU1814153A1 |
| Способ изготовления статора электрической машины | 1989 |
|
SU1775803A1 |
| ЛИНЕЙНЫЙ АСИНХРОННЫЙ ЭЛЕКТРОПРИВОД | 2003 |
|
RU2259001C1 |
| ЛИНЕЙНЫЙ АСИНХРОННЫЙ ЭЛЕКТРОПРИВОД | 2011 |
|
RU2461114C1 |
| СИСТЕМА ВЫСОКОСКОРОСТНОГО НАЗЕМНОГО ТРАНСПОРТА | 1992 |
|
RU2025319C1 |
| ЦЕНТРИФУГА | 1992 |
|
RU2038677C1 |
| Ротор асинхронного двигателя и способ его изготовления | 1981 |
|
SU1022261A1 |
| ЦИЛИНДРИЧЕСКИЙ ЛИНЕЙНЫЙ АСИНХРОННЫЙ ДВИГАТЕЛЬ | 2012 |
|
RU2488936C1 |
| Индуктор линейного электродвигателя для транспортировки ферромагнитных листов | 1986 |
|
SU1431017A1 |
| Способ изготовления электрической машины | 1986 |
|
SU1365262A1 |



Использование: в электротехнике при изготовлении индуктора линейного электродвигателя. Сущность изобретения: способ изготовления индуктора линейного электродвигателя заключается в напылении ферромагнитного основания газотермическим способом, напыление на основание с помощью трафаретов витковых слоев из проводящего материала, последующем напылении изоляционного материала с помощью трафаретов. Индуктор состоит из напыленных катушек, имеющих выводы для подключения к трехфазной сети переменного тока. 3 з.п. ф-лы, 7 ил.
