/ / 3456 78
| название | год | авторы | номер документа |
|---|---|---|---|
| ГОРИЗОНТАЛЬНЫЙ ПРОТЯЖНОЙ СТАНОК | 1991 |
|
RU2009793C1 |
| Протяжной станок | 1991 |
|
SU1815018A1 |
| Способ прессования трубчатых изделий из порошка и устройство для его осуществления | 1982 |
|
SU1068227A1 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ НАРУЖНЫХ ЩЛИЦЕВ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2011 |
|
RU2479408C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ НАРУЖНЫХ ШЛИЦЕВ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2011 |
|
RU2469834C1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ДОРНОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ОТВЕРСТИЙ | 2011 |
|
RU2479405C2 |
| Вертикально-протяжный станок для внутреннего протягивания с автоматической сменой инструмента | 1979 |
|
SU775932A1 |
| Устройство для измерения сил резания | 1986 |
|
SU1313648A1 |
| Вертикально-протяжный станок для внутреннего протягивания с автоматической сменой инструмента | 1981 |
|
SU1055005A2 |
| Способ прошивной запрессовочной установки трубчатого элемента детали и устройство для его осуществления | 1990 |
|
SU1838072A3 |
Использование: при протягивании шли- цевых отверстий. Сущность изобретения: протягивают комбинированным инструментом внутренний диаметр шлицевого отверстия. Затем заключают задний хвостовик комбинированного инструмента в патрон 17, поджимают центром 18 и прикладывают к нему усилие сжатия. Наружный диаметр и боковые стороны шлицев обрабатывают в сочетании усилий растяжения и сжатия. 1 ил.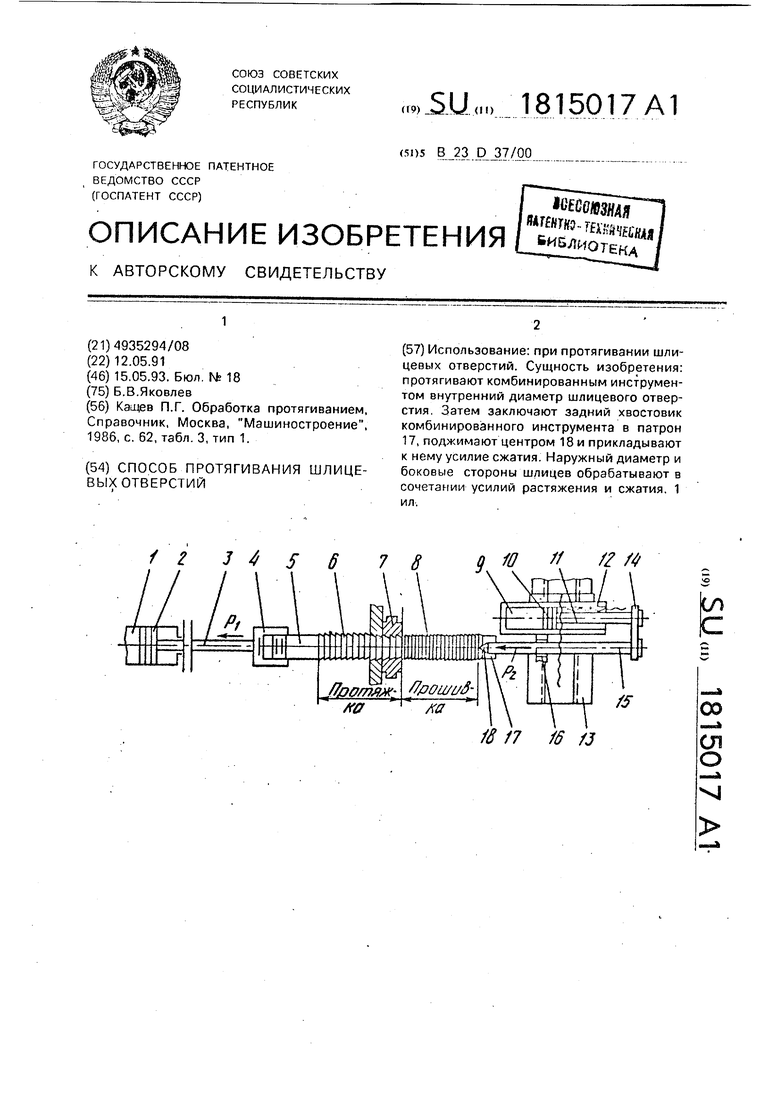
18 17 16 /J
/5
00
ел о
Изобретение относится к станкостроению.
Цель изобретения - повышение производительности протягивания.
На чертеже показан способ протягивания протяжкой-прошивкой шлицевого отверстия с посадкой на три поверхности.
У протяжного станка имеется силовой цилиндр 1, для протягивания, поршень 2 и шток 3 с захватывающим патроном 4. Протяжка состоит из собственно протяжки 6 для протягивания и отверстия заготовки 7 и прошивки 8, выполненной заодно с протяжкой. Дополнительно станок снабжен вторым силовым гидроцилиндром 9, по мощности равном первому, поршень 10, шток 11, установленных на суппорте 12 и стойке 13. Шток 11 связан серьгой 14 с штангой-толкателем 15, у которой имеется поддержка 16, на конце имеется 17 с центром 18.
Способ осуществляется следующим образом. Вставив изделие 7 в станок, начинают процессор протягивания внутреннего диаметра заготовки круглыми кольцами- зубьями, калибруя отверстие с высокой точностью и так до середины протяжки Затем,
продолжая движение, протяжка-прошивка подпирается сзади вторым силовым цилиндром 9 и через патрон 17 с центром 18 толкает (прошивает) шлицы в заготовке. Усилие
резания преодолевается спереди и сзади двумя силовыми цилиндрами, действующи- ми в одном направлении. Повышается производительностьи точность протягивания-прошивания.
Формула изобретения Способ протягивания шлицевых отверстий, согласно которому сначала протягивают внутренний диаметр, а затем наружный
диаметр и боковые стороны шлицев, причем обработку ведут одним комбинированным инструментом, к переднему хвостовику которого прикладывают усилие растяжения, отличающийся тем, что, с целью повышения производительности процесса протягивания, после протягивания внутреннего диаметра шлицев задний хвостовик инструмента заключают в патррн, поджимают центром и прикладывают к нему усилие сжаТия, а дальнейшую обработку ведут в сочетании усилий растяжения .и сжатия.
| Кащев П.Г | |||
| Обработка протягиванием, Справочник, Москва, Машиностроение, 1986, с | |||
| Способ крашения тканей | 1922 |
|
SU62A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
