Изобретение относится к области станкостроения, а именно, к протяжным станкам для внутреннего протягивания, и может быть использовано преимущественно на предприятиях с мелкосерийным характером производства и большой номенклатурой обрабатываемых деталей с широким диапазоном размеров каК по наружным габаритам9 так и по размерам обрабатываемых отверстий.
Известны вертикально-протяжные станки для внутреннего протягивания, содержащие стол, рабочие салазки, поворотный магазин и механизм передачи протяжек из магазина в рабочую зону.
Недостатком известных станков является их ограниченная возможность применения в части обработки на одном станке различных по наружным габаритам и обрабатьшаемьм отверстиям деталей и применения протяжек с различными диаметрами рабочих хвостовиков. Номенклатура заготовок которые можно обрабатьшать на описанном станке без ручной переналадки, ограничения их относительными предельными размерами, а именно: максимальный диаметр протягиваемого отверстия должен быть меньше минимального наружного диаметра заготовки. Это условие является обязательным, поскольку диаметр отверстия в столе определяется максимальным диаметром протягиваемого отверстия, а заготовка, устанавливаемая на столе, должна иметь достаточную по площади опору,, воспринимакнцуго усилие протягивания. Например, на станке нужно обработать две разные заготовкиJ диаметр протягиваемого отверстия у одной из них равен 100 мм, у другой - 50 MMJ наружный диаметр меньшей детали раве 90 мм. Для обработки первой детали необходимо, чтобы отверстие в рабоче позиции стола, через которое должна пройти протяжка, имело диаметр более 100 мм. Однако в этой позиции невозможно обработать вторую деталь, так как ее наружный диаметр меньше диаметра отверстия в рабочей позиции стола. Для того, чтобы обработать эту деталь на известном станке, нужно в рабочей позиции стола установить другой стол с диаметром отверстия менее 90 мм, но более 50 мм. Кроме того, поскольку рабочие салазки известного станка снабжены одним
рабочим патроном, все протяжки в магазине должны- иметь одинаковый передний хвостовик, диаметр которого меньше диаметра самой тонкой протяжки,
Прочность такого хвостовика ограничивает номенклатуру обрабатьшаемых заготовок при большом перепаде диаметров протягиваемых отверстий, поэтому для обработки таких деталей на известном станке необходимо заменить один рабочий патрон другим, большего типоразмера,
Для обеспечения обработки на описанном станке более широкого диапазона заготовок требуется ручная замена узлов станка, включающая замену стола и трудоемкую операцию по замене вспомогательного и рабочего патронов,
Целью изобретения является повышение производительности обработки и улучшение условий труда. Это достигается тем, что в предлагаемом вертикально-протяжном станке с автоматической сменой протяжек рабочие салазки, стол и механизм передачи протяжек выполнены многопозиционными с размером позиций под протяжки, в совокупности обеспечивающими обработку всего диапазона заготовок, а держатели протяжек в магазине расположены концентрическими рядами, количество и расстояние между которыми соответственно равны количеству позиции под протяжки и соответствующим расстояниям между позициями в столе и механизме передачи протяжек.
На фиг.1 изображен продольный разрез описываемого станка по осям
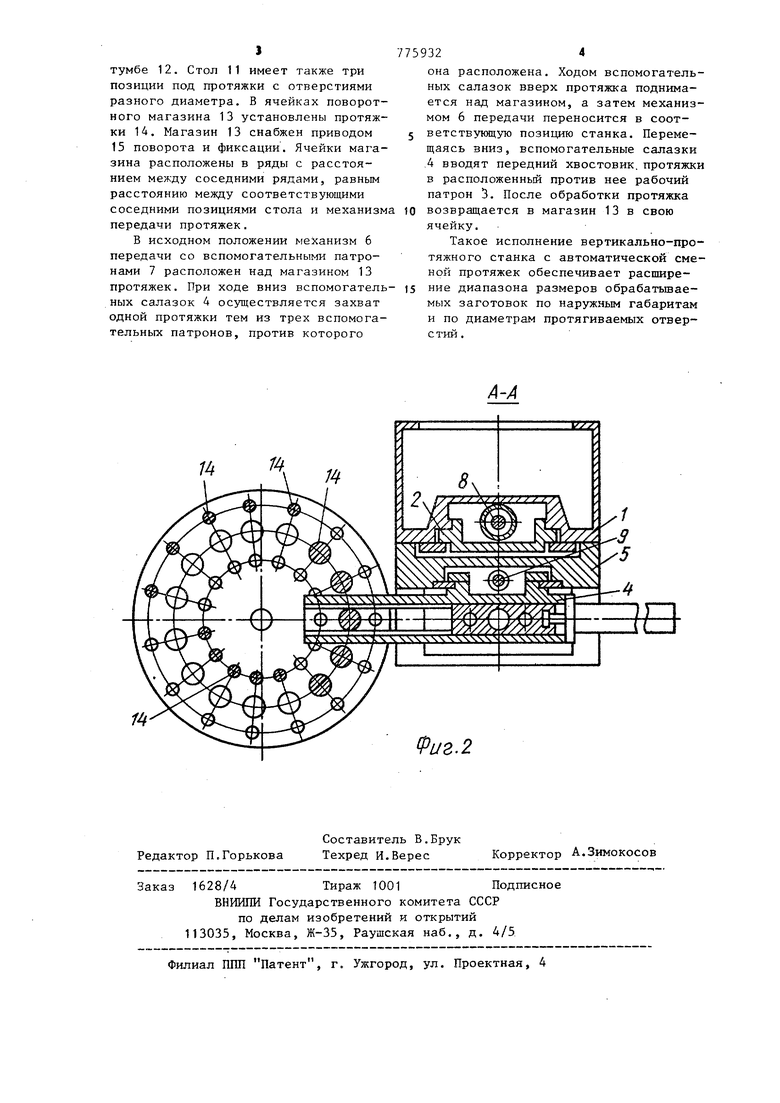
протягивания; на фиг.2 - разрез А-А на фиг,1,
В направляющих станины 1 установлены рабочие салазки 2 с закрепленньЕ И на них, например, тремя рабочими патронами 3, Вспомогательные салазки 4 установлены в направлякщих портала 5, закрепленного на станине 1, на вспомогательных салазках 4 выполнены горизонтальные направляющие, в
которых установлен механизм 6 передачи протяжек, несущий также три вспомогательных патрона 7, Привод рабочих салазок 2, вспомогательных салазок 4 и механизма 6 передачи
протяжек гидравлический от гидроцилиндров соответственно 8,9 и 10, Обрабатьшаемая заготовка устанавливается на столе 11, закрепленном на
тумбе 12. Стол 11 имеет также три позиции под протяжки с отверстиями разного диаметра. В ячейках поворотного магазина 13 установлены протяжки 14. Магазин 13 снабжен приводом 15 поворота и фиксации. Ячейки магазина расположены в ряды с расстоянием между соседними рядами, равным расстоянию между соответствующими соседними позициями стола и механизм передачи протяжек.
В исходном положении механизм 6 передачи со вспомогательными патронами 7 расположен над магазином 13 протяжек. При ходе вниз вспомогательных салазок 4 осуществляется захват одной протяжки тем из трех вспомогательных патронов, против которого
759324
она расположена. Ходом вспомогательных салазок вверх протяжка поднимается над магазином, а затем механизмом 6 передачи переносится в соответствующую позицию станка. Перемещаясь вниз, вспомогательные салазки 4 вводят передний хвостовик, протяжки в расположенный против нее рабочий патрон 3. После обработки протяжка
10 возвращается в магазин 13 в свою ячейку.
Такое исполнение вертикально-протяжного станка с автоматической сменой протяжек обеспечивает расшире-
15 ние диапазона размеров обрабатьшаемых заготовок по наружным габаритам и по диаметрам протягиваемых отверстий .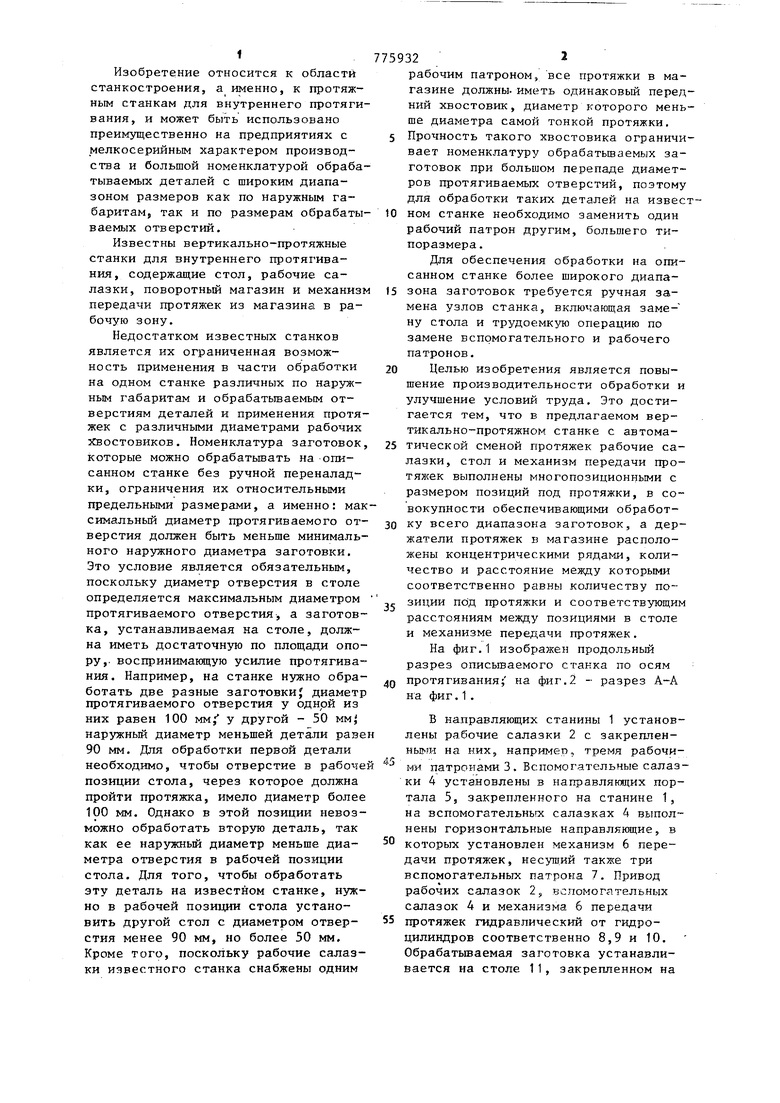
| название | год | авторы | номер документа |
|---|---|---|---|
| Вертикально-протяжный станок для внутреннего протягивания с автоматической сменой инструмента | 1981 |
|
SU1055005A2 |
| Станок для протягивания внутренних поверхностей | 1982 |
|
SU1021558A1 |
| Вертикально-протяжной станок | 1981 |
|
SU1006111A1 |
| Вертикально-протяжной станок | 1976 |
|
SU575180A1 |
| Протяжной станок | 1980 |
|
SU1004025A1 |
| ПАТРОН РЕГУЛИРУЕМЫЙ ДЛЯ ЗАХВАТА ПРОТЯЖКИ | 2001 |
|
RU2193473C1 |
| Протяжной станок | 1990 |
|
SU1785846A1 |
| Горизонтально-протяжной станок для обработки внутренних поверхностей | 1981 |
|
SU1002110A1 |
| Устройство для протягивания деталей типа втулки | 1980 |
|
SU1189605A1 |
| Вертикально-протяжной станок | 1981 |
|
SU1034854A1 |
ВЕРТИКАЛЬНО-ПРОТЯЖНОЙ СТАНОК ДЛЯ ВНУТРЕННЕГО ПРОТЯГИВАНИЯ С АВТОМАТИЧЕСКОЙ СМЕНОЙ ИНСТР МЕНТА, содержащий стол, рабочие с лазки, поворотньй магазин с держа - лями протяжек и механизм передачи протяжек из магазина в зону обработки, отличающийся тем, что, с целью повышения производительности при обработке заготовок в широком диапазоне наружных габаритов и размеров протягиваемых отверстий, рабочие салазки, стол и механизм передачи протяжек выполнены многопозиционными с размерами позиций под протяжки, в совокупности обеспечивающими обработку всего диапазона заготовок, а держатели протяжек в магазине расположены концентричными рядами, количество и расстояние между которыми соответственно равны количеству позиций под протяжки и соответствукядим расстояниям между позициями в столе и механизме передачи протяжек. §оа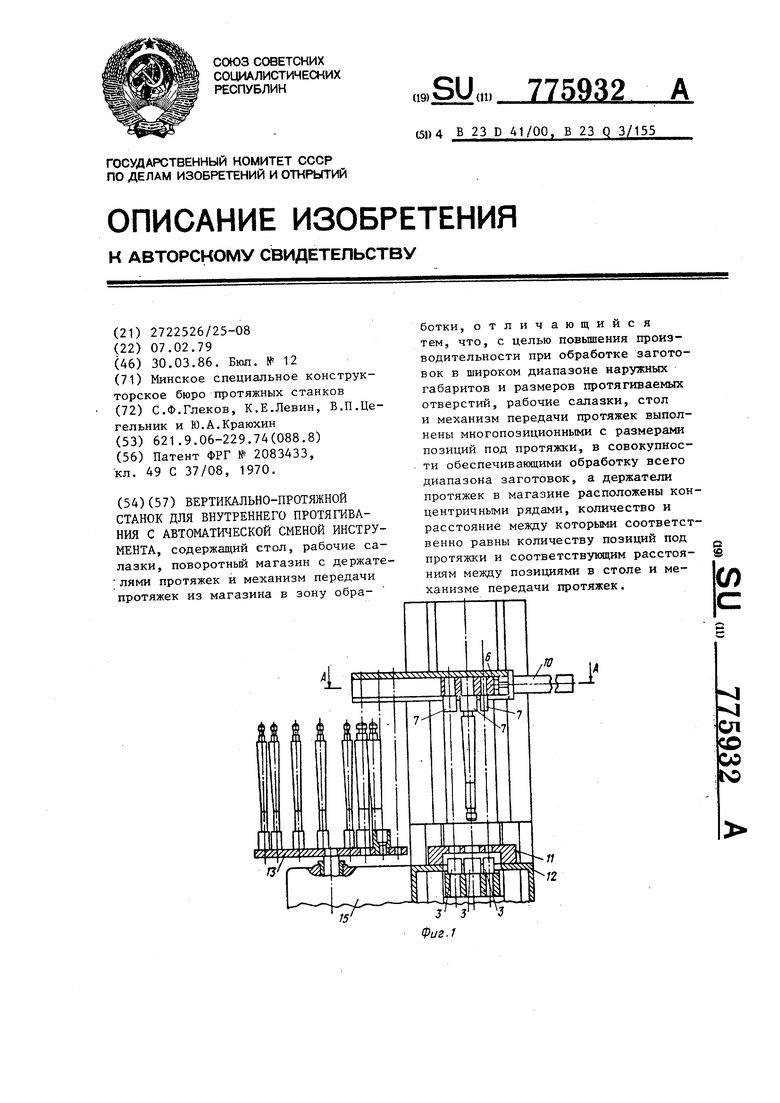
Фиг.2
| ДВИЖИТЕЛЬ | 1994 |
|
RU2083433C1 |
| Способ смешанной растительной и животной проклейки бумаги | 1922 |
|
SU49A1 |
