-f li/ d;P|p 4jp 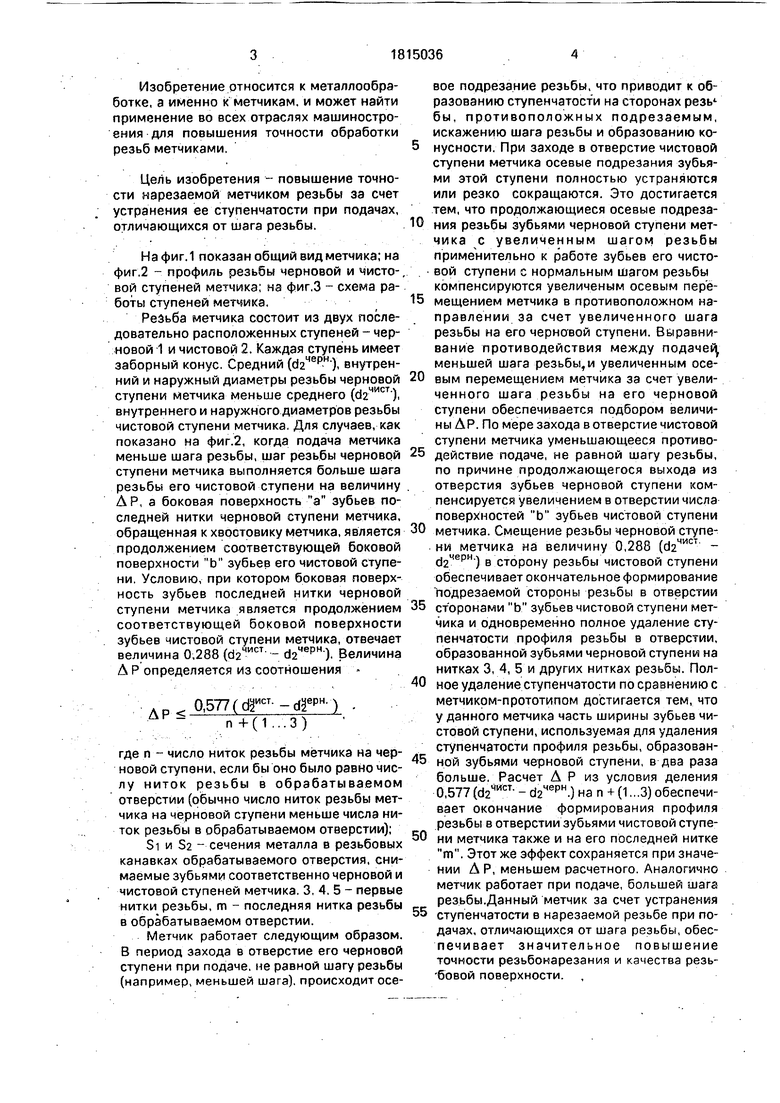
| название | год | авторы | номер документа |
|---|---|---|---|
| Метчик | 1975 |
|
SU540711A1 |
| Способ нарезания резьбы в отверстиях и инструмент для его осуществления | 2016 |
|
RU2638138C2 |
| Метчик | 1981 |
|
SU1060364A1 |
| Переносной станок для нарезания резьбы | 1981 |
|
SU1039659A1 |
| Метчик и способ его изготовления | 1987 |
|
SU1537430A1 |
| СПОСОБ НАРЕЗАНИЯ ТОЧНЫХ ВНУТРЕННИХ РЕЗЬБ | 2002 |
|
RU2215621C2 |
| Метчик | 1983 |
|
SU1152733A1 |
| Метчик для нарезания точных резьб | 1975 |
|
SU552155A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТЧИКА | 1995 |
|
RU2093322C1 |
| Резьбовой инструмент, в частности, метчики и круглые плашки | 1948 |
|
SU85739A1 |
Использование: метчик повышает точность нарезаемой резьбы за счет устранения осевых подрезаний и ступенчатости профиля резьбы при подачах, отличающихся от шага резьбы/Сущность изобретения: резьбовая часть метчика содержит черновую 1 и чистовую 2 ступени. Средний, внутренний и наружный диаметры резьбы черновой ступени 1 меньше по величине среднего, внутреннего и наружного диаметров резьбы чистовой ступени 2. В случае, когда, например, величина подачи метчика меньше величины шага резьбы, шаг резьбы черновой ступени 1 метчика выполняется больше шага резьбы его чистовой ступени 2 на величину А Р. При этом боковая поверхность а зубьев последней нитки черновой ступени 1 метчика является продолжением боковой поверхности Ь зубьев его чистовой ступени 2:3 ил.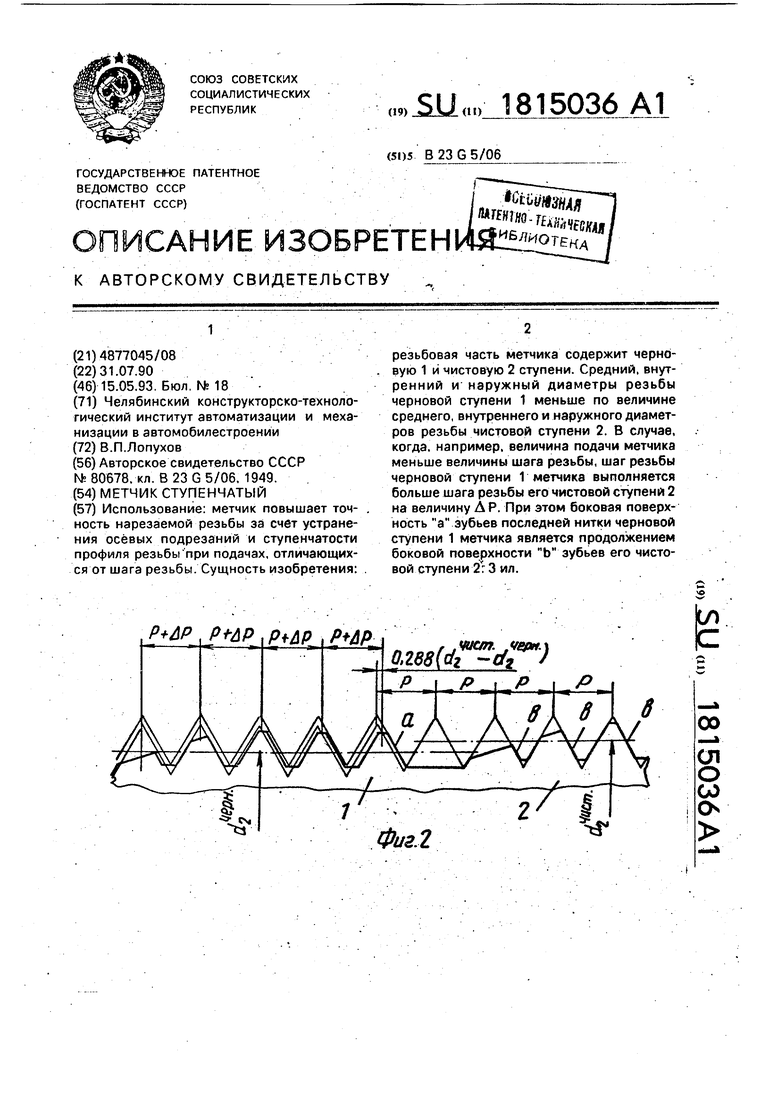
Фиг.2
СО
ел о
00 Os
Изобретение относится к металлообработке, а именно к метчикам, и может найти применение во всех отраслях машиностроения для повышения точности обработки резьб метчиками.
Цель изобретения - повышение точности нарезаемой метчиком резьбы за счет устранения ее ступенчатости при подачах, отличающихся от шага резьбы.
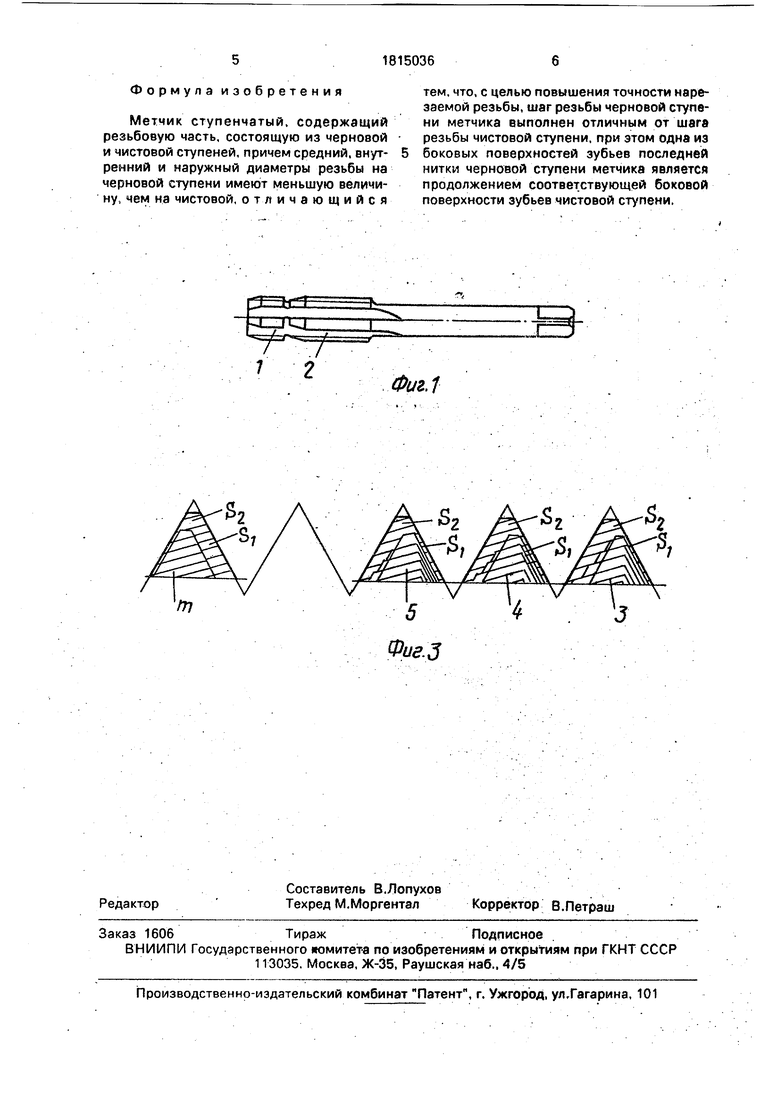
На фиг. 1 показан общий вид метчика; на фиг.2 - профиль резьбы черновой и чисто-, вой ступеней метчика; на фиг.З - схема работы ступеней метчика.
Резьба метчика состоит из двух последовательно расположенных ступеней - черновой 1 и чистовой 2. Каждая ступень имеет заборный конус. Средний (d24epH ), внутренний и наружный диаметры резьбы черновой ступени метчика меньше среднего (d24MCT ). внутреннего и наружного диаметров резьбы чистовой ступени метчика. Для случаев, как показано на фиг.2, когда подача метчика меньше шага резьбы, шаг резьбы черновой ступени метчика выполняется больше шага резьбы его чистовой ступени на величину АР, а боковая поверхность а зубьев последней нитки черновой ступени метчика, обращенная к хвостовику метчика, является продолжением соответствующей боковой поверхности Ь зубьев его чистовой ступени. Условию, при котором боковая поверхность зубьев последней нитки черновой ступени метчика является продолжением соответствующей боковой поверхности зубьев чистовой ступени метчика, отвечает величина 0,288 (d24MCT - d24epH ). Величина Д Р определяется из соотношения
АР 0.577(drcT--dfpH ) - п+(1...3)
где п - число ниток резьбы мётчика на черновой ступени, если бы оно было равно чис- лу ниток резьбы в обрабатываемом отверстии (обычно число ниток резьбы метчика на черновой ступени меньше числа ниток резьбы в обрабатываемом отверстии);
Si и За - сечения металла в резьбовых канавках обрабатываемого отверстия, снимаемые зубьями соответственно черновой и чистовой ступеней метчика. 3, 4. 5 - первые нитки резьбы, m - последняя нитка резьбы в обрабатываемом отверстии.
Метчик работает следующим образом. В период захода в отверстие его черновой ступени при подаче, не равной шагу резьбы (например, меньшей шага), происходит осевое подрезание резьбы, что приводит к образованию ступенчатости на сторонах резь1 бы, противоположных подрезаемым, искажению шага резьбы и образованию конусности. При заходе в отверстие чистовой ступени метчика осевые подрезания зубьями этой ступени полностью устраняются или резко сокращаются. Это достигается тем, что продолжающиеся осевые подрезания резьбы зубьями черновой ступени метчика с увеличенным шагом резьбы применительно к работе зубьев его чистовой ступени с нормальным шагом резьбы компенсируются увеличеным осевым перемещением метчика в противоположном направлении за счет увеличенного шага резьбы на его черновой ступени. Выравнивание противодействия между подачей, меньшей шага резьбы,и увеличенным осе
вым перемещением метчика за счет увеличенного шага резьбы на его черновой ступени обеспечивается подбором величины АР. По мере захода в отверстие чистовой ступени метчика уменьшающееся противодействие подаче, не равной шагу резьбы, по причине продолжающегося выхода из отверстия зубьев черновой ступени компенсируется увеличением в отверстии числа поверхностей Ь зубьев чистовой ступени
метчика. Смещение резьбы черновой ступени метчика на величину 0,288 (02ЧИСТ - d24epH ) в сторону резьбы чистовой ступени обеспечивает окончательное формирование подрезаемой стороны резьбы в отверстии
сторонами Ь зубьев чистовой ступени метчика и одновременно полное удаление ступенчатости профиля резьбы в отверстии, образованной зубьями черновой ступени на нитках 3, 4, 5 и других нитках резьбы. Пол- ное удаление ступенчатости по сравнению с метчиком-прототипом достигается тем, что у данного метчика часть ширины зубьев чистовой ступени, используемая для удаления ступенчатости профиля резьбы, образован-.
ной зубьями черновой ступени, в два раза больше. Расчет А Р из условия деления 0,577(d24MCT- - d24epH.) на п +(1...3) обеспечивает окончание формирования профиля резьбы в отверстии зубьями чистовой ступени метчика также и на его последней нитке т. Этот же эффект сохраняется при значении А Р, меньшем расчетного. Аналогично метчик работает при подаче, большей шага резьбы.Данный метчик за счет устранения
ступенчатости в нарезаемой резьбе при подачах, отличающихся от шага резьбы, обес- печивает значительное повышение точности резьбонарезания и качества резь- бовой поверхности. ,
Формула изобретения
Метчик ступенчатый, содержащий резьбовую часть, состоящую из черновой и чистовой ступеней, причем средний, внутренний и наружный диаметры резьбы на черновой ступени имеют меньшую величину, чем на чистовой, отличающийся
тем, что, с целью повышения точности нарезаемой резьбы, шаг резьбы черновой ступени метчика выполнен отличным от шага резьбы чистовой ступени, при этом одна из боковых поверхностей зубьев последней нитки черновой ступени метчика является продолжением соответствующей боковой поверхности зубьев чистовой ступени.
| Плашечный метчик-тендем | 1949 |
|
SU80678A1 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Автоматическое или полуавтоматическое телефонное устройство | 1925 |
|
SU1949A1 |
