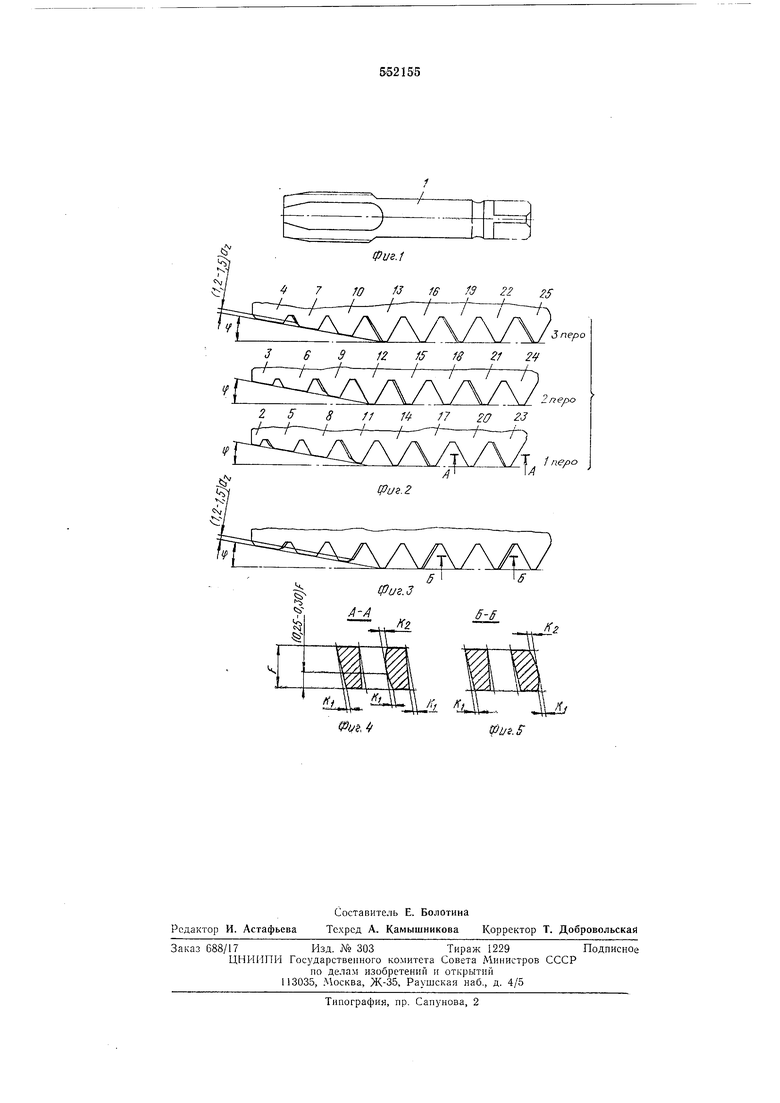
ев с ведущей стороной и боковые стороны режущих зубьев выполняются с затыловкой Ki к спинке пера. Kz принимается больше Ki для предотвращения резания ведущей стороной зубьев при скручивании метчика в процессе работы.
Заборный конус метчика затылуется по задней грани. На заборном конусе участки зубьев по наружному диаметру, прилегающие к ведущим сторонам, выполняются со скосом в направлении резьбовой впадины. Величниа скоса по глубине принимается равной (1,2- 1,5) а,, но ширине порядка 0,04-0,06 мм.
Точное перемещение метчика (без отклонений или с минимальными осевыми и радиальными отклонениями) в течение всего процесса резьбонарезания, начиная с первых ниток, обеспечивается в сочетании с соответствующими способами подачи шпинделей резьбонарезного оборудования, за счет которых осуществляются поджим и опирание ведущих сторон зубьев метчика о резьбовые выступы отверстия. Метчики, у которых ведущие стороны зубьев обращены к заборному конусу, работают с принудительной подачей шииндёля больше шага резьбы; метчики, у которых ведущие стороны зубьев обращены к хвостовику, - с принудительной подачей шпинделя меньше шага резьбы.
Метчики обеспечивают увеличение стойкости за счет понижения толщины среза до обычной на режущих зубьях с ведущими сторонами и
уменьшения съема металла уголками обычны.ч режущих зубьев до величин, которые вследствие их малости не оказывают существенного влияния на изменение нагрузки на эти зубья
и, следовательно, на их износостойкость.
Технология изготовления метчиков упрощается за счет выполнения ведущих сторон и скосов только на части зубьев (не -более, чем на половине) и только с одной из их сторон.
Формула изобретения
1.Метчик для нарезания точных резьб с первой нитки, имеющий зубья, одна из боковых сторон которых выполнена ведущей, отличающийся тем, что, с целью повышения стойкости и упрощеиия технологии изготовления, режущие зубья по длине каждого пера чередуются с зубьями, одна из боковых сторон
которых выполнена ведущей.
2.Метчик по п. 1, отличающийся тем, что, с целью нарезаиия резьбы с принудительиой подачей, большей шага резьбы, ведущие стороны зубьев обращены к заборному конусу.
3.Метчик по п. 1, отличающийся тем, что, с целью нарезания резьбы с принудительной подачей, меньшей шага резьбы, ведущие стороны зубьев обращены к хвостовику.
Источник информации, принятый во внимание при экспертизе:
1. Лвт. св. № 498112, кл. В 23 G 5/06, 1974.
9ijt
3 перо
ffiUiS
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕТЧИК ДЛЯ НАРЕЗАНИЯ ТОЧНЫХ РЕЗЬБ | 1972 |
|
SU422552A1 |
| Метчик для нарезания точных резьб | 1976 |
|
SU1007869A1 |
| Метчик для нарезания точных резьб и способ его изготовления | 1987 |
|
SU1562073A1 |
| МЕТЧИК | 2000 |
|
RU2192335C2 |
| Метчик для нарезания точных резьб | 1979 |
|
SU814615A1 |
| МЕТЧИК | 2001 |
|
RU2198074C2 |
| МЕТЧИК ДЛЯ НАРЕЗАНИЯ ТОЧНЫХ РЕЗЬБ | 2015 |
|
RU2616755C1 |
| Способ изготовления метчиков для нарезания точных резьб | 1976 |
|
SU580954A1 |
| МЕТЧИК ДЛЯ НАРЕЗАНИЯ ТОЧНЫХ РЕЗЬБ | 1972 |
|
SU418292A1 |
| Метчик | 1975 |
|
SU540711A1 |