Изобретение относится к пайке, а более конкретно к конструкциям.паяного телеско - . пического соединения труб и может быть использовано при изготовлении конструкций из тонкостенных малогабаритных труб из труднопаяемых материалов, содержащих AI, Cr, П, работающих при высоких температурах в агрессивных средах.
Целью изобретения является повыше- . ние надежности работы конструкции из сплавов, содержащих AI, Cr, Ti, в процессе работы при высоких температурах и больших скоростях нагружёния..
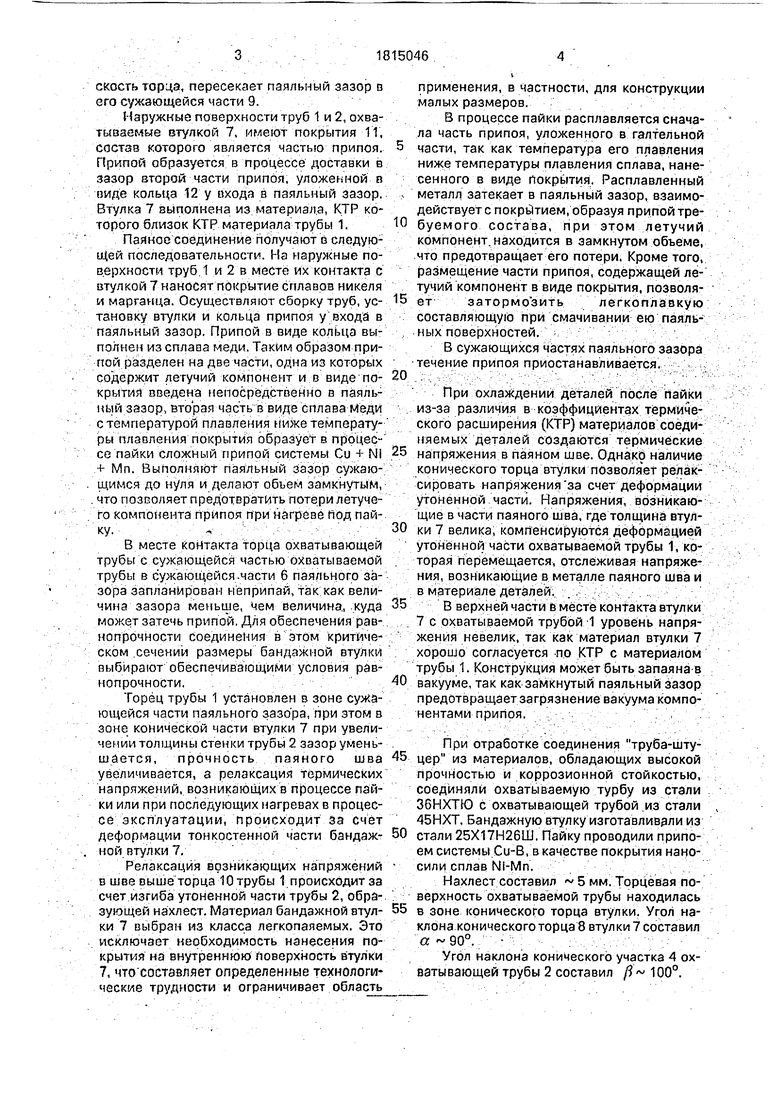
На чертеже приведен общий вид заявляемой конструкции.
Конструкция паяного соединения додержит охватываемую трубу 1 и охватываю- .щую трубу 2. На трубе 1 выполнено утонение 3, а на f рубе 2 - утонение 4 так, что нахлест 1 и 2 осуществляется по утоненным участкам. (Торец 5 охватывающей трубы 2 контактирует с коническим участком 3 трубы 1, образуя сужающуюся часть 6 паяльного зазора. Бандажная втулка 7 установлена так, что охватывает место нахлеста труб 1 и 2. Торец 8 втулки 7 выполнен коническими вместе с утоненной частью 4 трубы 2 образует сужающуюся часть 9 паяльного зазора.
Торец 10 трубы 1 расположен так, что секущая плоскость, проходящая через плоСО(Л
о
скость торца, пересекает паяльный зазор в его сужающейся части 9.
Наружные поверхности труб 1 и 2, охватываемые втулкой 7, имеют покрытия 11, состав которого является частью припоя. Припой образуется в процессе доставки в зазор второй части припоя, уложенной в виде кольца 12 у входа в паяльный зазор. Втулка 7 выполнена из материала, КТР которого близок КТР материала трубы 1.
Паяное соединение получают в следующей последовательности. На наружные поверхности труб.1 и 2 в месте их контакта с втулкой 7 наносят покрытие сплавов никеля и марганца. Осуществляют сборку труб, установку втулки и кольца припоя у входе в паяльный зазор. Припой в виде кольца выполнен из сплава меди. Таким образом припой разделен на две части, одна из которых содержит летучий компонент ив виде покрытия введена непосредственно в паяльный зазор, вторая часть в виде сплава меди с температурой плавления ниже температу- ры плавления покрытия образует в пррцес- се пайки сложный припой системы Gu + Mi .+ Mo. Выполняют паяльный зазор сужаю-; щимся до нуля и делают объем замкнутым,: . что позволяет предотвратить потери летучего компонента припоя при нагреве под пайку- . . . - -. -:-:- : .
В месте контакта торца охватывающей трубы с сужающейся частью охватываемой трубы в сужающейся-части 6 паяльного зазора запланирован иёприпай, так как величина зазора меньше, чем величина, куда может затечь припой, Для обеспечения рав-. нопрочности соединения в этом критическом .сечении размеры бандажной втулки выбирают обеспечивающими условия рав- нопрочности.
Торец трубы 1 установлен в зоне сужающейся части паяльного зазора, при этом в зоне конической части втулки 7 при увеличении толщины стенки трубы 2 зазор уменьшается, прочность паяного шва увеличивается, а релаксация термических напряжений, возникающих в процессе пайки или при последующих нагревах в процессе эксплуатации, происходит за счет деформации тонкостенной части бандажной втулки 7.
Релаксация возникающих напряжений в шве выше торца 10 трубы 1происходит за счет изгиба утоненной части трубы 2, образующей нахлест. Материал бандажной втулки 7 выбран из класса легкопаяемых. Это исключает необходимость нанесения покрытия на внутреннюю поверхность втулки 7, что составляет определенные технологические трудности и ограничивает область
применения, в частности, для конструкции малых размеров.
В процессе пайки расплавляется сначала часть припоя, уложенного в галтельной
части, так как температура его плавления ниже температуры плавления сплава, нанесенного в виде покрытия. Расплавленный металл затекает в паяльный зазор, взаимодействует с покрытием,образуя припой требуемого состава, при этом летучий компонент, находится в замкнутом объеме, что предотвращает его потери. Кроме того, размещение части припоя, содержащей летучий компонент в виде покрытия, позволяет затормозить легкоплавкую составляющую при смачивании ею паяль- ных поверхностей.
В сужающихся частях паяльного зазора течение припоя приостанавливается,
,;;:;,V;V7v;/-:,:.::-..-.:-;--:-..;. .-.:O; ; .- :г -: При охлаждении деталей пбсле пайки из-за различия в коэффициентах термического расширения (КТР) материалов соединяемых деталей создаются термические
напряжения в паяном шве. Однако наличие конического торца втулки позволяет релак- сировать напряжения за счет деформации утонённой части. Напряжения, возникающие в части паяного шва, где толщина втул«и 7 велика, компенсируются деформацией утонённой части охватываемой трубы 1, кр- торая перемещается, отслеживая напряжения, возникающие в металле паяного шва и
в материале деталей;; ;. ,|; /; ; ,..-; .,...-.- ;
в верхней части в месте KOHtaKTa втулки 7 с охватываемой трубой 1 уровень напряженйя невелик, так как материал втулки 7 хорошо согласуется по КТР с материалом трубы 1. KoHctpyk4Hfl может быть запаяна в
вакууме, так как замкнутый паяльный зазор предотвращает загрязнение вакуума компонентами припоя. . .
При отработке соединения труба-шту- цер из материалов, обладающих высокой прочностью и коррозионной стойкостью, соединяли охватываемую турбу из стали ЗбНХТЮ с Охватывающей трубой.из стали 45НХТ. Бандажную втулку изготавливали из стали 25Х17Н26Ш. Пайку проводили припоем системы Cu-В, в качестве покрытия наносили сплав Ni-Mn. -..
Нахлест составил 5 мм. Торцевая по- верхность охватываемой трубы находилась в зоне конического торца втулки. Уго/i наклона конического торца 8 втулки 7 составил
а 90°,,. : : . - . :.,.:.,:. ::. ; .-..- У Угол наклона конического участка 4 охватывающей трубы 2 составил .
Пайку проводили в вакууме 1х 10 мм рт.ст. при нагреве ТВЧ, при температуре 1050°С,в течение ЛЬ с. : . Полученное соединение показало высокую конструктивную прочНоЬтьпрИ Температурах нагрева до 700°С и давлениях До 300 МПа, при этом скорость Нарастаний температуры достигала до 140°/мий. ;(Д:
Ф о р м у л а и з о б р ё т ё н и я i Конструкция паяного соеДйн1енйй, содержащая охватываемую трубу с утонёмйем; .на внешнейi поверхности в зоне соединения, охватывающую трубу, припой и бандажную втулку, выполненную из Материала с коэффициентом термического расширения, близким к коэффициенту термического материала одной из труб, о т л и ч а ю щ а я- ; с я тем, что, с целью повышения на дёжйоЬтй
в работе конструкции при высоких темпера турах и больших скоростях нагружения, на
: внутренней и внешней поверхностях охва fывающей трубы в зоне соединения выггол5 нены проточки одной длины, утоненная
;, часть охватываемойГ трубы4 размещена йО
;; внутренней п роточке охватывающейтрубыГ
торец втулки, контактиру1дщйй с охватыва.;: ющей трубой, выполнен коническим для об10 разования переменного паяльного зазора,
. .;. втулка ёыполнена Мз материала сГкоэффйЦи.; .. ентом термического расширения, близким к
крэф1фицйенту термического расширений
материала охватываемой трубы, размещена 15 с внешней стороны соединяемых труб ,., i тановдена во внешней пвОтонке Охватываю
щей трубы, а часть припОя в йиде покрытий ;; размещена ни наружных поверхностях :Д;й.труб.:;. .. .± ...:,-:: :-:;:::/.,;-;-:v- -

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПАЙКИ КОНСТРУКЦИЙ ТЕЛЕСКОПИЧЕСКОГО ТИПА | 1996 |
|
RU2120361C1 |
| СПОСОБ ПАЙКИ ТРУБ | 1998 |
|
RU2156183C2 |
| Способ получения неразъемного соединения труб | 1989 |
|
SU1655675A1 |
| ИЗДЕЛИЕ, ИМЕЮЩЕЕ ФЛАНЕЦ, СПОСОБ ИЗГОТОВЛЕНИЯ ТАКОГО ИЗДЕЛИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ, СОДЕРЖАЩЕГО ЭЛЕМЕНТ, ИМЕЮЩИЙ ФЛАНЕЦ | 2012 |
|
RU2591867C2 |
| Способ подготовки образца нахлесточного паяного соединения к испытанию | 1988 |
|
SU1523950A1 |
| Способ пайки труб из металла с различными коэффициентами термического расширения | 1976 |
|
SU579110A1 |
| Способ пайки | 1982 |
|
SU1077727A1 |
| СОСТАВЫ ДЛЯ ПРИПОЯ | 2012 |
|
RU2627822C2 |
| Способ контроля процесса пайки | 1989 |
|
SU1773616A1 |
| СПОСОБ КАПИЛЛЯРНОЙ ПАЙКИ ДЕТАЛЕЙ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ В ВИДЕ ШТУЦЕРА И ЦИЛИНДРИЧЕСКОЙ ВТУЛКИ | 2006 |
|
RU2375160C2 |
Использование: в конструкциях телескопического соединения труб, может быть использовано для тонкостенных малогабаритных труб из труднопаяемых материалов, содержащих AI, Cr, TI, работающих при высоких температурах в агрессивных средах., Сущность изобретения: конструкция содержит втулку, охватываемую трубу с утонением на внешней стороне в зоне соединения, охватывающую трубу, на внутренней и внешней поверхности которой выполнены уступы на одном уровне. Утоненная часть охватываемой трубы размещена во внутреннем уступе охватывающей трубы, торец втулки, контактирующий с охватывающей трубой.выполнен коническим для образования переменного паяльного зазора, втулка выполнена из материала с коэффициентом термического расширения, близким к коэффициенту термического расширения материала охватываемой трубы, размещена с внешней стороны соединяемых труб и установлена на внешнем уступе охватывающей трубы. Часть припоя в виде Покрытия размещена на наружных Поверхностях труб, а другая часть, в йидё кольца, размещена увхоДа в паяльный зйзор, между втулкой и охватываемой трубой. 1 ил.
| Конструкция паяного телескопического соединения | 1988 |
|
SU1562080A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ получения неразъемного соединения труб | 1989 |
|
SU1655675A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
