00
СП О 4I
ел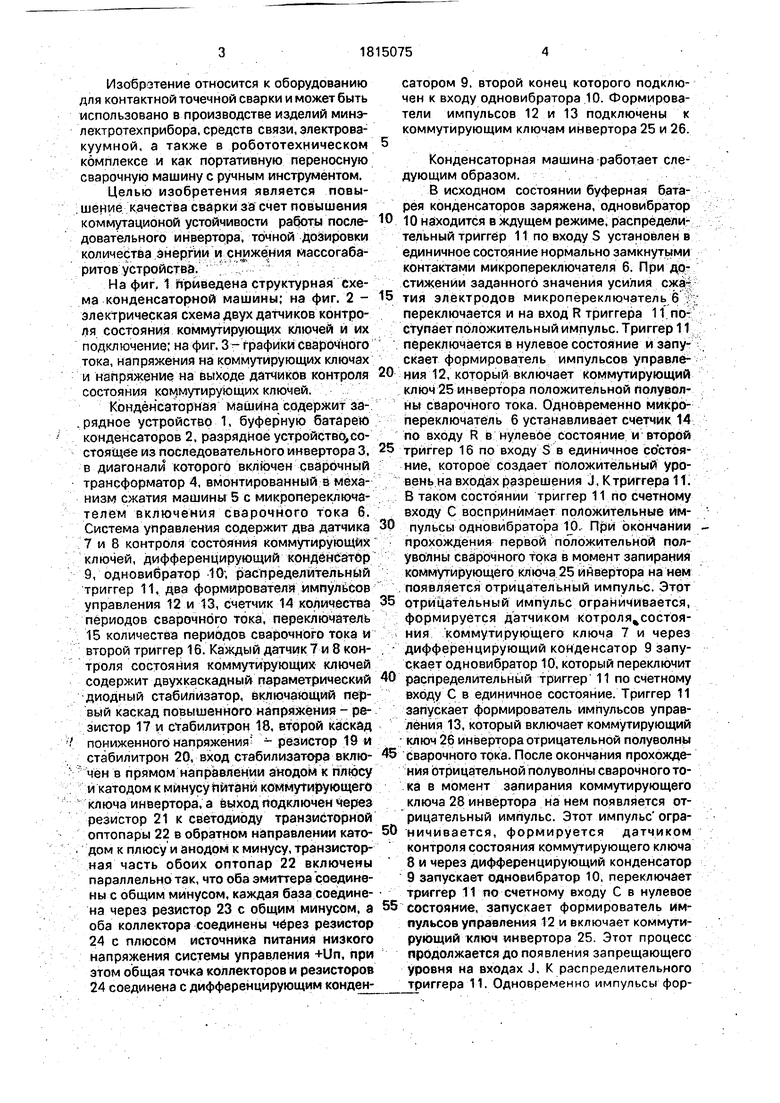
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕОБРАЗОВАТЕЛЬ ЧАСТОТЫ С АВТОНОМНЫМ ИНДУКТОРОМ | 2005 |
|
RU2291548C1 |
| Инверторный источник постоянного тока для дуговой сварки | 1987 |
|
SU1489934A1 |
| Устройство для управления преобразователем постоянного тока | 1980 |
|
SU1120475A1 |
| Способ управления положением сварочной горелки и устройство для его осуществления | 1987 |
|
SU1544534A1 |
| Инверторный сварочный источник питания | 1989 |
|
SU1687395A2 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ СВАРКИ НА ПОСТОЯННОМ ТОКЕ | 1991 |
|
RU2012459C1 |
| Устройство управления напряжением при контактной сварке | 1987 |
|
SU1505718A2 |
| Устройство управления напряжением при контактной сварке | 1984 |
|
SU1252102A1 |
| Устройство для ультразвуковой сварки | 1989 |
|
SU1673347A1 |
| Электронное устройство реверсирования активатора стиральной машины | 1987 |
|
SU1463825A1 |
Изобретение относится к оборудованию для контактной точечной сварки и может быть использовано в портативной переносной сварочной машине с ручным инструментом. Конденсаторная машина содержит зарядное устройство 1, буферную батарею конденсаторов 2, разрядное устt/0 Vc ройство состоящее .из последовательного инвертора 3, в диагональ которого включен сварочный трансформатор 4, вмонтированный в механизм сжатия с микропереключателем б и систему управления с двумя датчиками контроля 7 и 8 состояния коммутирующих ключей, одновибратором 10, триггером 11 и двумя формирователями импульсов управления 12 и 13 конденсатор 9, триггер 16, счетчик импульсов 14 и переключатель 15 количества периодов .сварочного тока. Такое построение схемы соединения системы управления дает возможность точно зафиксировать и выделить без искажения и задержки момент запирания коммутирующих ключей и использовать этот импульс для запуска одно- вибратора, что повышает коммутационную устойчивость работы и снижает массога бариты инвертора. 1 з.п .ф-лы, 3 ил. Ј
Изобрэтение относится к оборудованию для контактной точечной сварки и может быть использовано в производстве изделий минэ- лектротехприбора, средств связи, электровакуумной, а также в робототехническом комплексе и как портативную переносную сварочную машину с ручным инструментом.
Целью изобретения является повы- .; шенмё: качества сварки за счет повышения коммутационой устойчивости работы последовательного инвертора, точной дозировки количества энергии и снижения массогаба- рито в устройства. ;; :
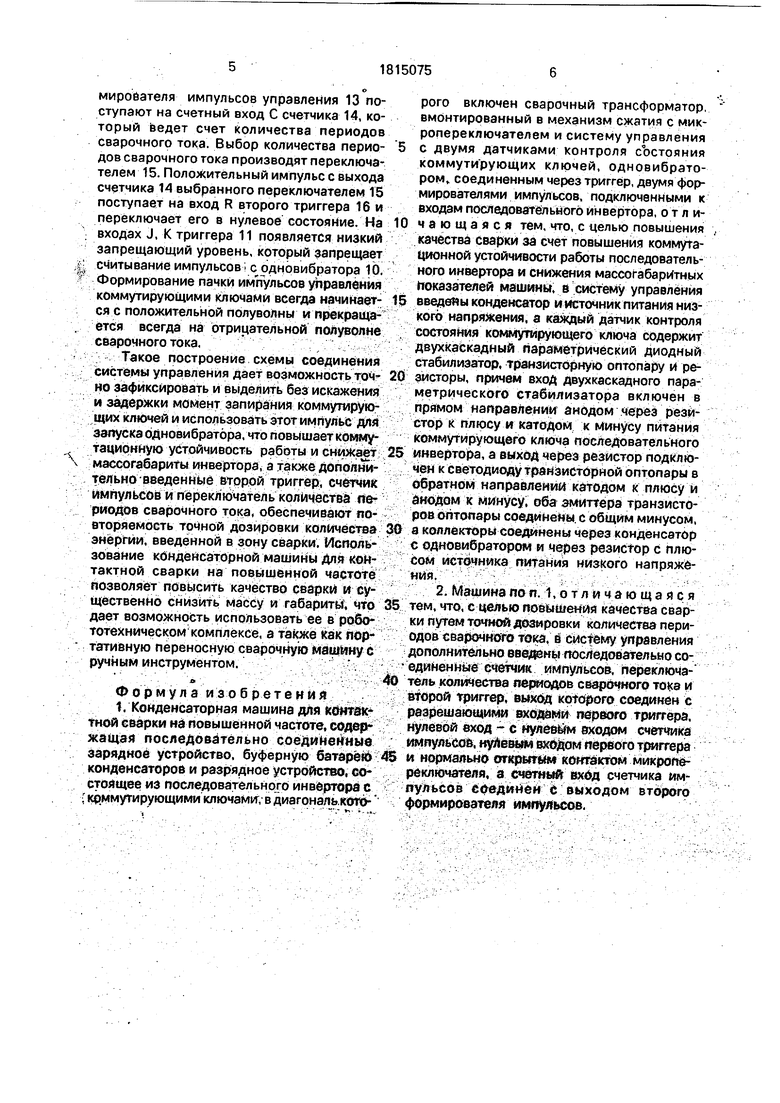
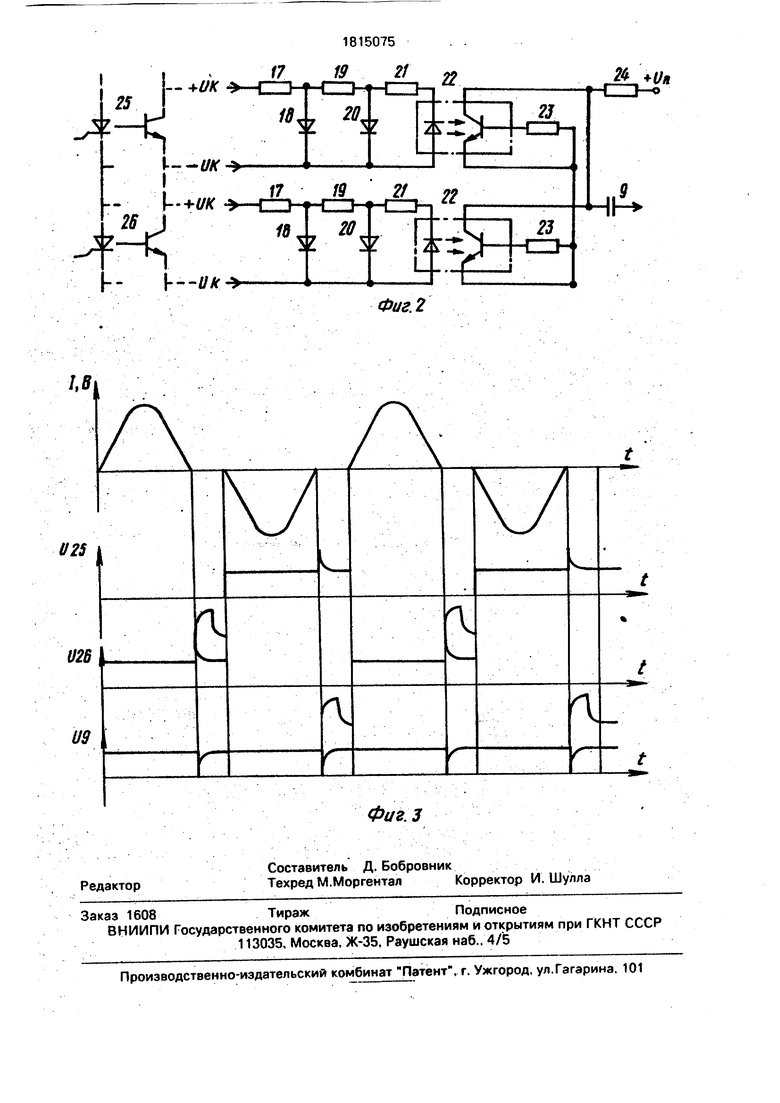
На фиг. 1 приведена структурная схема конденсаторной машины; на фиг. 2 - электрическая схема двух датчиков контроля состояния коммутирующих ключей и их подключение; на фиг. 3-графики сварочного тока, напряжения на коммутирующих ключах и напряжение на выходе датчиков контроля состояния коммутирующих ключей.
Конденсаторная машина содержит за- , рядное устройство 1, буферную батарею конденсаторов 2, разрядное устройство,состоящее из последовательного инвертора 3, в диагонали которого включен сварочный трансформатор 4, вмонтированный в механизм сжатия машины 5 с микропереключателем включения сварочного тока 6. Система управления содержит два датчика 7 и 8 контроля состояния коммутирующих ключей, дифференцирующий кондёнсатбр 9, одновибратор 10; распределительный триггер 11, два формирователяимпульсов управления 12 и 13, счетчик 14 количества периодов сварочного тока, переключатель 15 количества периодов сварочного тока кг второй триггер 16. Каждый датчик 7 и 8 контроля состояния коммутирующих ключей содержит двухкаскадный параметрический диодный стабилизатор, включающий первый каскад повышенного напряжения - резистор 17 и стабилитрон 18, второй каскад пониженного напряжения - резистор 19 и стабилитрон 20, вход стабилизатора вклю- чён в прямом направлении анодом к плюсу и катодом к минусу пит анй коммутирующего ключа инвертора, а выход подключен через резистор 21 к светодиоду транзисторной оптопзры 22 в обратном направлении като- . дом к плюсу и анодом к минусу, транзисторная часть обоих оптопар 22 включены параллельно так, что оба эмиттера соединены с общим минусом, каждая база соединена через резистор 23 с общим минусом, а оба коллектора соединены через резистор 24 с плюсом источника питания низкого напряжения системы управления +Un, при этом общая точка коллекторов и резисторов 24 соединена с дифференцирующим конден0
сатором 9, второй конец которого подключен к входу одновибратора 10. Формирователи импульсов 12.и 13 подключены к коммутирующим ключам инвертора 25 и 26.
Конденсаторная машина работает следующим образом.
В исходном состоянии буферная батарея конденсаторов заряжена, одновибратор
0 ю находится в ждущем режиме, распределительный триггер 11 по входу S установлен в единичное состояние нормально замкнутыми контактами микропереключателя 6. При др- стиженйи заданного значения усилия сжд|
5 тия электродов микропереключатель 6 % переключается и на вход R триггера 11. поступает положительный импульс. Триггер 11 переключается в нулевое состояние и запускает формирователь импульсов управлё0 ния 12, который включает коммутирующий ключ 25 инвертора положительной полуволны сварочного тока. Одновременно микропереключатель 6 устанавливает счетчик 14 по входу R в нулевое состояние и второй
5 триггер 16 по входу S в единичное состояние, которое создает положительный уровень на входах разрешения J, К триггера 1f. В таком состоянии триггер 11.rip счетному входу С воспринимает положительные импульсы одновибратора 10. При окончании прохождения первой положительной полуволны сварочного тока в момент запирания коммутирующего ключа 25 инвертора на нем , появляется отрицательный импульс. Этот
5 QTpMLtate/ibHbiu импульс ограничивается, формируется датчиком котроля%состоя- ния коммутирующего ключа 7 и через дифференцирующий конденсатор 9 запускает одновибратор 10, который переключит
0 распределительный триггер 11 по счетному входу С в единичное состояние. Триггер 11 запускает формирователь импульсов управления 13, который включает коммутирующий ; ключ 26 инвертора отрицательной полуволны
5 сварочного тока. После окончания прохождения отрицательной полуволны сварочного тока в момент запирания коммутирующего ключа 28 инвертора на нем появляется отрицательный импульс. Этот импульс огра0 ничивается, формируется датчиком контроля состояния коммутирующего ключа
8 и через дифференцирующий конденсатор
9 запускает одновибратор 10, переключает триггер 11 по счетному входу С в нулевое 5 состояние, запускает формирователь импульсов управления 12 и включает коммутирующий ключ инвертора 25. Этот процесс продолжается до появления запрещающего уровня на входах J. К распределительного триггера 11. Одновременно импульсы фор51815075 6
о
мирователя импульсов управления 13 по- рого включен сварочный трансформатор,
ступают на счетный вход С счетчика 14, ко-вмонтированный в механизм сжатия с микторый ведет счет количества периодовропереключателем и систему управления
сварочного тока. Выбор количества перио-5 с двумя датчиками контроля состояния
дов сварочного тока производят переключа-коммутирующих ключей, одновибратотелем 15. Положительный импульс с выходаром, соединенным через триггер, двумя форсчетчика 14 выбранного переключателем 15мирователями импульсов, подключенными к
поступает на вход R второго триггера 16 ивходам последовательного инвертора, от л иперёключает его в нулевое состояние. На10 чающаяся тем, что, с целью повышения
; входах J, К триггера 11 появляется низкийкачества сварки за счет повышения коммутазапрещающий уровень, который запрещает. цирнной устойчивости работы последователь-;;jjЈ считывание импульсов с рдновибратора 10.ного инвертора и снижения массогабаритных
I Формирование пачки имяульсов управленияпоказателей машины, в систему управления
коммутирующими ключами всегда начинает-115 введены конденсатор и источник питания низся с положительной полуволны и прекрзща-кого напряжения, а каждый датчик контроля
. ётся всегда на отрицательной полуволнесостояния коммутирующего ключа содержит
сварочного тока. у- двухкаскадный параметрический диодный
Такое построение схемы соединениястабилизатор, транзисторную оптопару и ре- системы управления дает возможность. зисторы, причем вход двухкаскадного пара- но зафиксировать и выделить без искаженияметрического стабилизатора включён в и задержки момент запирания коммутирую:прямом направлении анодом через резй- щихКлючей и использовать этот импульс длястор к плюсу и катодом к Минусу питания запуска бДновибратбра, что повышает комму-КОммутйрующегЬ ключа последовательного тацирнную устойчивость работы и снижает:25 инвертора, а выход через резистор подклю- массогабариты инвертора, а также дополни-чен к свётодиоду транзисторной оптопары 0 тельно введенные второй триггер, счётчикобратном направлении катодом к плюсу и импульсов и переключатель количества rte-ганодом к минусу, оба змитгера транзисто- риодов сварочного тока, обеспечивают по-ровоптопары соединены с общим минусом, вторяемость точной дозировки количества30 а коллекторы соединены через конденсатор энергии, введённой в зону сварки. Исполь с одновибратором и через резистор с плю- зование конденсаторной машины дли кон- сс источника питания низкого напряжё- тактной сварки на повышенной частоте; ния. : v i ; : - позволяет повысить качество сварки и ёу-2. Машина поп. 1, о тли ча ю щ а я с я щёственно снизить массу и габарить, что35 тем, что, с целью повышения качества свар- дает возможность использовать ее в робо-ки путем точной дозировки количества пери- тотёхническом комплексе, а также как пор-одов сварочного тока, в синему управления тативную переносную сварочную машину сдополнительно еведему последовательно со- ручным инструментом. {;: единенйыё счётчик импульсов, переключа- л У-( тель оли ества периодов сварочного тока и
Формула изобретенййв
тной сварки ни повышенной частоте, содер-нулевой вход - с нуяе вход счетчик,а
жащая последовательно соединенныеимпульсоб, нулевым входом первого триггера
зарядное устройство, буферную батарею45 и нормально открытым контактом микропеконденсаторов и разрядное устройство, со-рёключателя, а счетный вход счетчика имстоящее из последовательного инвертора спульсов соединён ё выходом второго коммутирующими ключами, в диагонат.котд- формирователя импульсов.
г
U9
а
Фи г. 2
а
| Источник питания для контактнойСВАРКи HA пОВышЕННОй чАСТОТЕ | 1979 |
|
SU846173A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Дверной замок, автоматически запирающийся на ригель, удерживаемый в крайних своих положениях помощью серии парных, симметрично расположенных цугальт | 1914 |
|
SU1979A1 |
| Авторское свидетельство СССР | |||
| Источник питания для контактной сварки на повышенной частоте | 1987 |
|
SU1518100A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
