Изобретение относится к металлургии и машиностроению и может быть использовано для нагрева листа, труб и металлоконструкций перед деформацией и в целях термообработки.
Целью изобретения является повышение эксплуатационной надежности индуктора и качества нагрева.
На фиг. 1 схематично показан общий вид индуктора; на фиг. 2 - разрез А-А на фиг. 1.
, Индуктор для нагрева перемещаемых изделий содержит водоохлаждаемый токопровод 1 шириной А, каждый участок которого охвачен П-образной секцией магнитопровода 2 с шириной полюса Б. Между соседними секциями магнитопровода установлены воздушные зазоры 3 шириной Г.
Секции магнитопровода закреплены на немагнитной несущей балке при помощи специальных скоб из диэлектрического материала (на фиг. не показаны, т.к. являются вспомогательными элементами конструкции индуктора) на расстоянии Е от изделия 4. Секции магнитопровода 2 закреплены на
активных участках токопровода 1 без электроизоляции и зазоров сварными швами 5.
Секции магнитопровода длиной п (5,0...80,0)А закреплены на активных участках токопровода без смещения друг относительно друга симметрично продольной оси индуктора.
Индуктор работает следующим образом.
Включают питание и подают напряжение на токопровод 1 индуктора. В изделии 4 наводятся вихревые токи и начинается нагрев металла изделия. При достижении температуры прокатки изделие начинают перемещать относительно индуктора и пропорционально росту скорости увеличивают напряжение на токопроводе до достижения требуемых технологических параметров нагрева изделия на выходе из индуктора.
При подходе конца изделия к концу индуктора последний отключают до момента входа очередного изделия в зону его работы и цикл нагрева повторяют.
Изготовлен и испытан индуктор описанной конструкции мощностью 280 кВт при частоте питающего напряжения 1,0 кГц. То(Л
С
оо ел
00
копровод выполнен из медной трубки квадратного профиля (размер мм) с толщиной стенки 2,0 мм и изогнут змейкой с длиной прямых участков 115 мм.
Секции магнитопровода шириной 35,0 мм собраны на активных участках токопро- вода из пластин трансформаторного железа толщиной 0,3 мм без изоляции и зазоров между ними с длиной набора мм при высоте полюса мм и ширине мм, а каждая из пластин приварена у корня полюса швом высотой ,0 мм, сечением 10 мм2.
Количество активных участков индуктора и секций магнитопровода установили равным 22 при общей длине магнитопровода 875 мм и зазорами между секциями ,0 мм.
Секции магнитопроводэ совмещены в пространстве боковыми гранями как по высоте, так и по длине с точностью до 1,0 мм. С такой же точностью выдержана параллельность осей между активными участками токопровода, т.е. колебания размеров Г и Д по длине Л не более 1,0 мм при мм.
Магнитопровод зафиксирован в пространстве на жесткой балке из нержавеющей стали при помощи керамических скоб, исключающих перемещение секций друг относительно друга в вертикальной и горизонтальной плоскостях и изолирующих их от балки.
Испытания индуктора проводили в процессе нагрева образцов из стали 17Г1С-У толщиной 12,0 мм в течение 380 часов при циклических включениях и выключениях.
При установленном расстоянии от магнитопровода до поверхности образца ,0 мм и нагреве в процессе движения со скоростью 1,0 м/мин до 1000°С неравномерность температуры металла по ширине зоны нагрева и толщине на выходе из индуктора не превышала+10°С.
Для определения стойкости и надежности индуктора изменяли скорость истечения охлаждающей воды от 2,0 м/мин до полного превращения ее в пар, а также кратковременно до 10 секунд полностью прекращали подачу воды без изменения режима нагрева.
Индуктор известной конструкции после 150 час в аналогичных условиях работы
был остановлен для ремонта обуглившейся миканитовой электроизоляции, т.к. его дальнейшая эксплуатация привела бы к выкрашиванию изоляции и короткому замыканию.
Таким образом, конструкция индуктора обеспечивает существенное повышение эксплуатационной надежности за счет исключения выгораемой электроизоляции из зоны нагрева, повышает КПД и равномерность нагрева изделия благодаря заявленному размещению секций магнитопровода в пространстве с минимальным расстоянием от поверхности изделия.
Формула изобретения
Индуктор для нагрева перемещаемых изделий, содержащий зигзагообразный во- доохлаждаемый токопровод, активные участки которого размещены в пазах магнитопровода, отличающийся тем,
что. с целью повышения эксплуатационной надежности индуктора и качества нагрева, магнитопровод выполнен в виде П-образ- ных секций, каждая из которых связана с активным участком неразъемным соединением, секции установлены одна от другой с зазором между их боковыми гранями, при этом ширина токоведущей трубки равна А(5,0-25,0) мм, а величина указанного зазора Г и ширина полюса магнитопровода Б
выбраны соответственно из следующих отношений;
О.ЗА Г 0.5А, Б(0,2-0,7)А.
Фиг. 1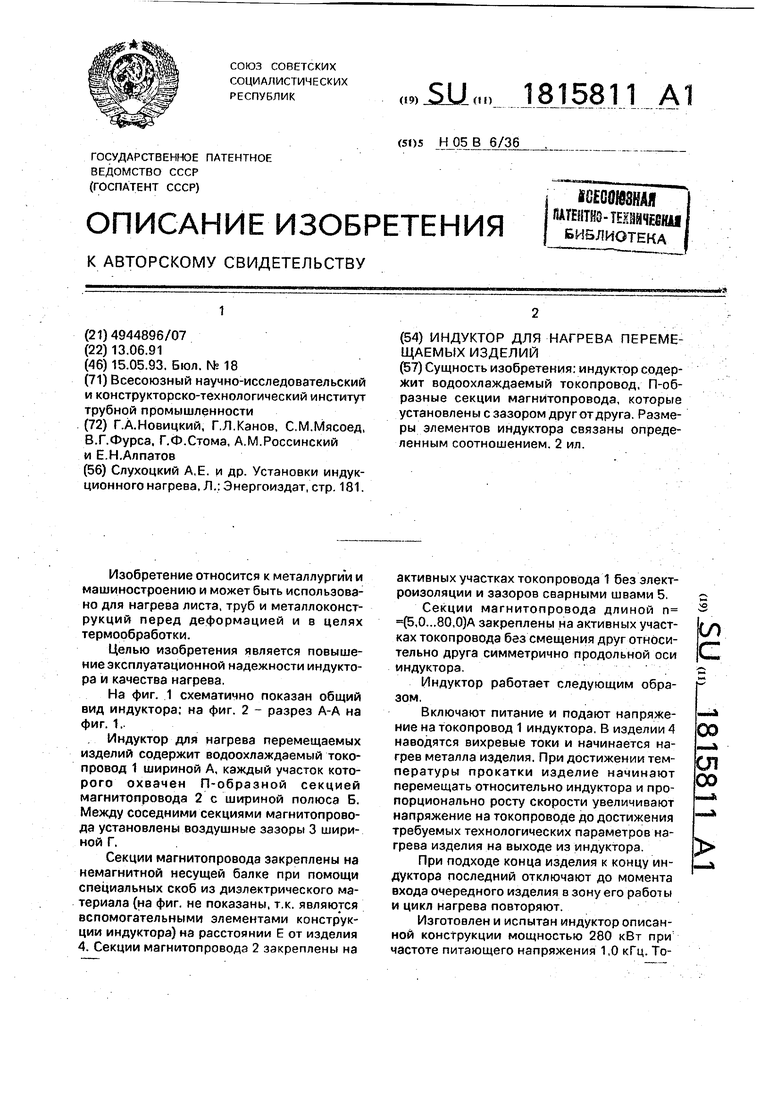

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для высокочастотногоНАгРЕВА ТОлСТОлиСТОВыХ издЕлийС ВыРЕзАМи | 1979 |
|
SU845299A1 |
| ТРАНСФОРМАТОР ДЛЯ ИНДУКЦИОННЫХ ЭЛЕКТРОТЕРМИЧЕСКИХ УСТАНОВОК | 2010 |
|
RU2433495C1 |
| Устройство для индукционного нагрева | 2018 |
|
RU2674999C1 |
| ИНДУКЦИОННАЯ УСТАНОВКА ДЛЯ НАГРЕВА ДИСКОВ | 1986 |
|
RU2044780C1 |
| Индукционная индукторная тигельная печь с проволочным индуктором | 2016 |
|
RU2669030C2 |
| Индуктор | 1975 |
|
SU557111A2 |
| УСТРОЙСТВО ДЛЯ ИНДУКЦИОННОГО НИЗКОТЕМПЕРАТУРНОГО НАГРЕВА СТЕНОК КОТЛА ЖЕЛЕЗНОДОРОЖНОЙ ЦИСТЕРНЫ ПРИ СЛИВЕ ВЯЗКОГО ПРОДУКТА В ХОЛОДНОМ СОСТОЯНИИ | 1996 |
|
RU2126767C1 |
| ИНДУКТОР ДЛЯ МЕТОДИЧЕСКОГО НАГРЕВА ЗАГОТОВОК В ФОРМЕ ТЕЛА ВРАЩЕНИЯ | 1995 |
|
RU2080745C1 |
| Способ изготовления многослойной охлаждаемой обмотки индуктора | 1983 |
|
SU1145495A1 |
| СПОСОБ КОНЦЕНТРАЦИИ ТОКА НА РАБОЧЕЙ ПОВЕРХНОСТИ ИНДУКТОРА | 1996 |
|
RU2113072C1 |
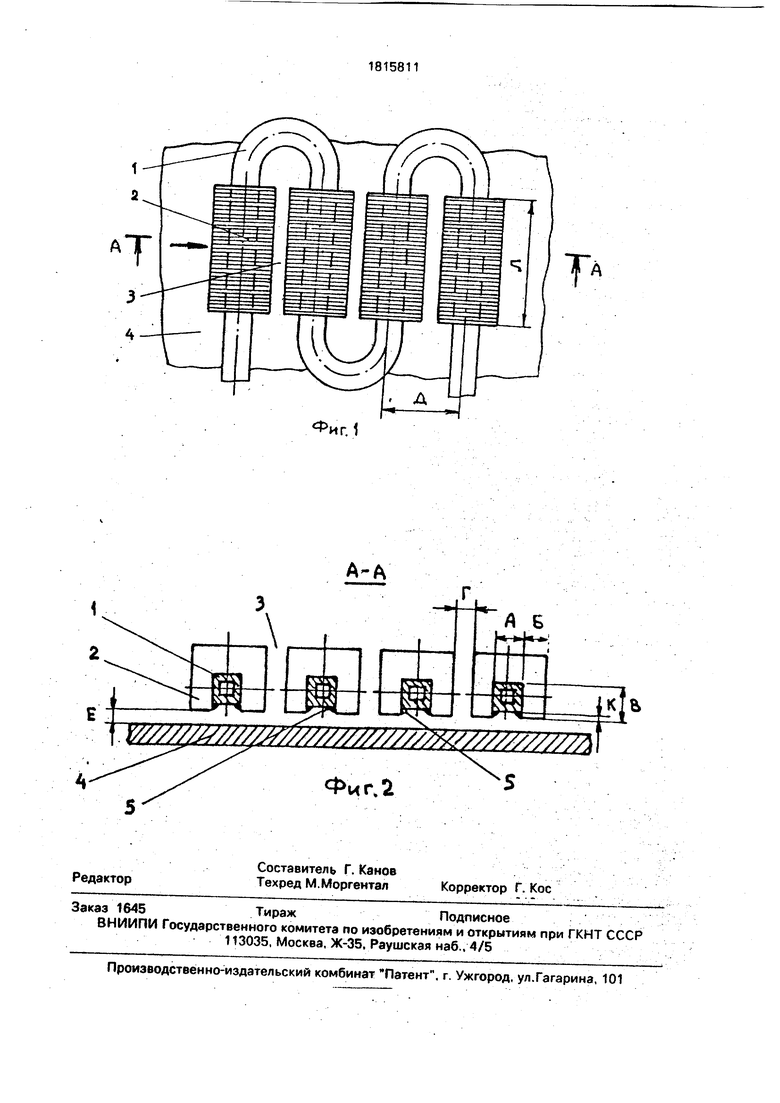
Сущность изобретения: индуктор содержит водоохлаждаемый токопровод, П-об- разные секции магнитопровода, которые установлены с зазором друг от друга. Размеры элементов индуктора связаны определенным соотношением. 2 ил.
| Слухоцкий А.Е | |||
| и др | |||
| Установки индукционного нагрева, Л.: Энергоиздат, стр | |||
| Водяные лыжи | 1919 |
|
SU181A1 |
