I
Изобретение относится к электротермии и предназначено для индукционного нагрева боковой поверхности тел сложной конфигурации, в частности крупногабаритньк плоских изделий, вырезанных из толстолистовой стали.
Известен индуктор для одновременного нагрева скоб, вьтолненный в виде охватывающего скобу токопровода с приваренным вкладышем из листовой меди. Вкладыш расположен в зазоре между токопроводом и впадиной скобы f1 .
Недостатком известного индуктора является невозможность регулировать величину передаваемой энергии на участке впадины скобы, в результате чего достижение равномерного нагрева боковой поверхности скобы производится предварительным подбором формы приваренного вкладьппа. А это усложняет конструкцию индуктора и его изготовление.
Известно также устройство для высокочастотного нагрева изделий с вырезами, содержащее индукционную катушку, образующую полость для размещения нагреваемого изделия, на внутренней стороне которой установлены вкладыши из немагнитного материала с высокой проводимостью, форма которых повторяет конфигурацию вырезов изделия, вьтолненных в виде
10 короткозамкнутого витка с магнитопроводом 2j,
Недостатком известного устройства в случае использования его для нагрева плоских крупногабаритных
15 изделий сложной конфигурации с вырезами по контуру различной формы является невозможность регулировать плотность наводимого тока в нагреваемой боковой поверхности выреза.
20 Несмотря на наличие внутри вкладыша магнитопровода и независимо от формы выреза, а следовательно,и от формы вкладьш1а, электромагнитная связь между токопроводом и вкладьшами будет постоянной и одинаковой во всех вырезах. Вне зависимости от формы вырезов плотность наведенных токов в боковой поверхност одинакова, но теплопередача в каждом вырезе от поверхностных слоев вглубь изделия различна. Поэтому для получения равномерного нагрева по всему периметру изделия необходимо,-чтобы электромагнитная связь между вкладышами и токопроводом была бы неодинаковой и обеспечивала бы в боковой поверхности вырезов температуру, равную температуре поверхности вьшуклых участков.
Целью изобретения является повышение равномерности нагрева изделий
Поставленная цель достигается те что в данном устройстве каждый магнитопровод выполнен П-образной формы, охватывает разомкнутыми концами торцы токопровода и вкладьша и снабжен механизмом возвратно-поступательного перемещения его в плос,кости, перпендикулярной плоскости катушки. При нагреве изделий толщи|ной более учетверенной величины зазора между токопроводом и изделием, вкладыш выполнен в виде короткозамкнутого соленоида.
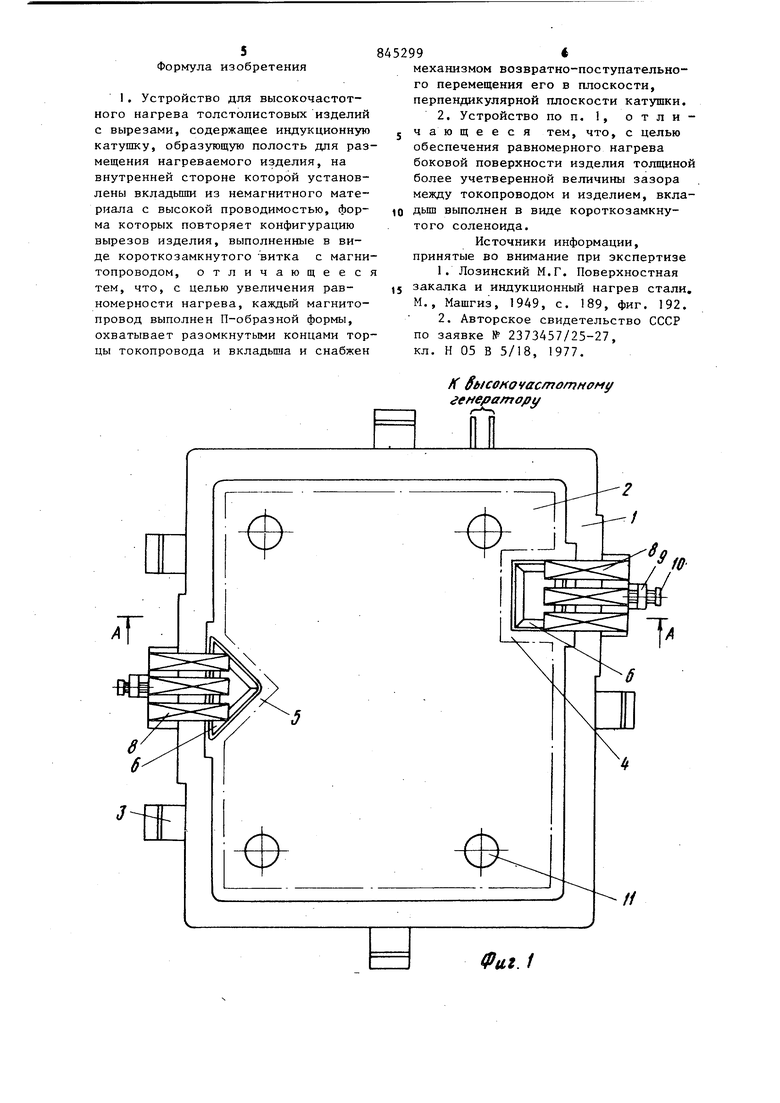
На фиг. 1 изображен общий вид предлагаемого устройства; на фиг.2разрез А-А фиг,. 1; на фиг. 3 разрез Б-Б фиг, 2,
Устройство для индукционного нагрева состоит из изолированного водоохлаждаемого токопровода - индуктора 1, охватывающего изделие 2, Токопровод I укреплен на стойках . 3 и подключен к генератору токов высокой частоты (на чертежах не показан). Изделие 2 по периметру имеет сложные вырезы 4 и 5. В вырезах
.4 и 5 в зазорах между токопроводом 1 и изделием 2 установлены вкладыши 6, выполненные в виде водоохлаждаемых короткозамкнутых витков. Вкладьшш 6 изолировано закреплены на токопроводе 1,
CHapy ji токопровода 1 на изоляционной плите 7 жестко закреплены пакеты П-образного магнитопровода 8. Магнитопровод 8 свободными конца ми охватывает торцы токопровода 1 и торцы вкладьша 6. Плита 7 установлена подвижно в направлющих 9. В
боковой стенке направляющих 9 установлен регулировочный винт 10, который проходит через паз боковой стойки плиты 7, Свободный конец винта 10, проходящий через паз плиты 7, снабжен полусферической головкой и прикреплен к плите .7,
Устройство работает следующим образом.
Изделие 2 укладывается на регулируемые по высоте упоры I1. Посредством винта 10 Магнитопровод В устанавливается на соответствующее расстояние от боковой поверхности вырезов 4, 5, которое выбирается в зависимости от заданной интенсивности нагрева этой боковой поверхности и находится в пределах 1-0,25 максимальной величины зазора между токопроводом I и боковой поверхностью вырезов 4, 5. Для интенсивного нагрева - 0,25, для менее интенсивного - 1. Затем на токопровод I подается высокочастотное напряжение и в изделии 2 индуктируется ток, обеспечивающий нагрев боковой поверхности прямопинейных участков конфигурации до заданной температуры Одновременно индуктируется ток и во вкладьше 6. Направление индуктированного тока во вкладыше 6 противоположно направлению тока в токопроводе 1, В результате того, что вкладыш 6 является короткозамкнутым витком, то ток, текущий по стороне вкладыша 6, повторяющего конфигурацию выреза 4, 5, совпадает по направлению с током токопровода I, Магнитный поток, создаваемый токопроводом 1, разветвляется на две составляющие: меньшая часть проходит через плоскость, ограниченную контуром вкладьша 6, а другая большая часть - через зазор между вкладьшем 6 и боковой поверхностью выреза 4 (5). Перемещением магнитопровода 8 обеспечивается регулирование величины электромагнитной связи (токопровод вкладыш 6), что приводит к изменению соотношения между двумя составляющими магнитного потока, которое определяет интенсивность нагрева боковой поверхности выреза 4, (5). Таким образом, достигается необходимый режим, обеспечивающий равномерный нагрев изделия 2 по всей конфигурации. Формула изобретения 1. Устройство для высокочастотного нагрева толстолистовых изделий с вырезами, содержащее индукционную катушку, образующую полость для раз мещения нагреваемого изделия, на внутренней стороне которой установлены вкладьшш из немагнитного материала с высокой проводимостью, форма которых повторяет конфигурацию вырезов изделия, выполненные в виде короткозамкнутого витка с магни топроводом, отличающеес тем, что, с целью увеличения равномерности нагрева, каждый магнитопровод выполнен П-образной формы, охватывает разомкнутыми концами тор цы токопровода и вкладыша и снабжен ИГ ebicoKovacfnom емератоои
Фиг.1 9( механизмом возвратно-поступательного перемещения его в плоскости, перпендикулярной плоскости катушки. 2. Устройство по п. 1, о т л и обеспечения равномерного нагрева боковой поверхности изделия толщиной более учетверенной величины зазора между токопроводом и изделием, вкладыш выполнен в виде короткозамкнутого соленоида. Источники информации, принятые во внимание при экспертизе 1.Лозинский М.Г. Поверхностная закалка и индукционный нагрев стали, М., Машгиз, 1949, с. 189, фиг. 192. 2.Авторское свидетельство СССР по заявке № 2373457/25-27, кл. Н 05 В 5/18, 1977. noMy
. г
Фцг.З
| название | год | авторы | номер документа |
|---|---|---|---|
| Индуктор для нагрева деталей | 1980 |
|
SU965031A1 |
| Индуктор для нагрева заготовок | 1979 |
|
SU851792A1 |
| ИНДУКЦИОННЫЙ АППАРАТ ДЛЯ СОЕДИНЕНИЯ И РЕМОНТА КАБЕЛЕЙ | 2003 |
|
RU2251227C1 |
| Многовитковый индуктор для нагрева деталей | 1981 |
|
SU955527A1 |
| ИНДУКТОР ДЛЯ ПОВЕРХНОСТНОЙ ЗАКАЛКИ ИЗДЕЛИЙ СЛОЖНОЙ КОНФИГУРАЦИИ | 1991 |
|
RU2034045C1 |
| Индукционная установка | 1981 |
|
SU1057556A1 |
| УСТРОЙСТВО ДЛЯ ИНДУКЦИОННОГО НАГРЕВА ХВОСТОВИКОВ АВТОСЦЕПОК | 1993 |
|
RU2091987C1 |
| Способ непрерывно-последовательного индукционного нагрева длинномерных осесимметричных изделий переменного по длине поперечного сечения и устройство для его осуществления | 1981 |
|
SU1001513A1 |
| Индуктор для нагрева | 1982 |
|
SU1107349A1 |
| Способ индукционного нагрева осесимметричных металлических заготовок под пластическую деформацию | 1978 |
|
SU717810A1 |

