Изобретение относится к технологии электровакуумного приборостроения, а именно технологии производства вакуумных фотоэлектронных приборов (ФЭП).
Цель изобретения: повышение вакуумных свойств путем уменьшения газовыделения и упрощение технологического процесса.
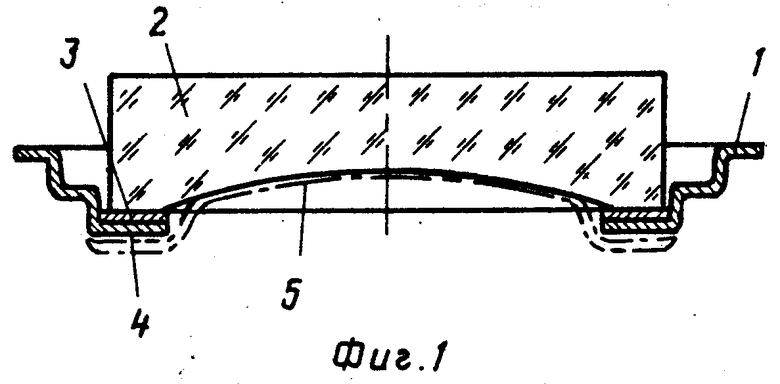
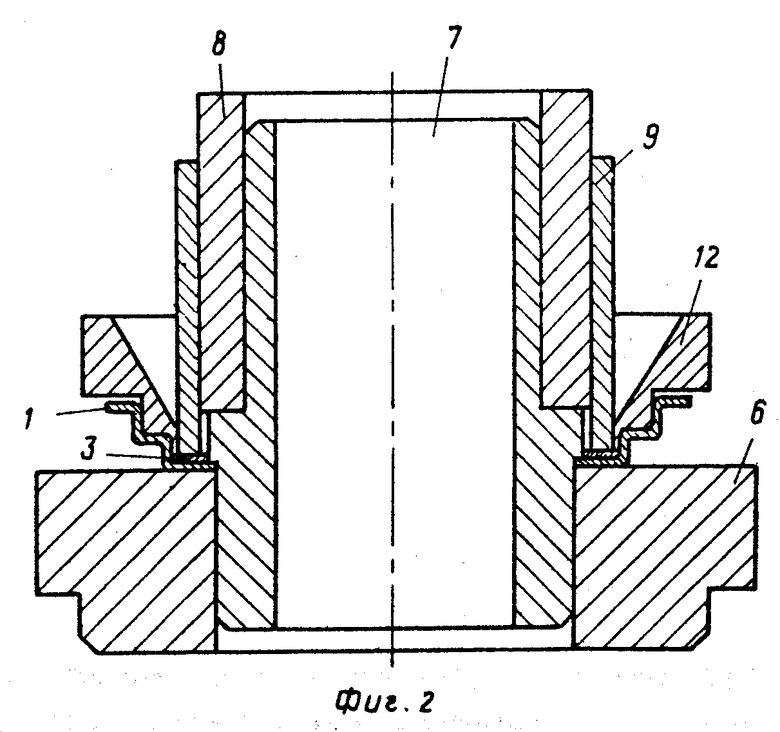
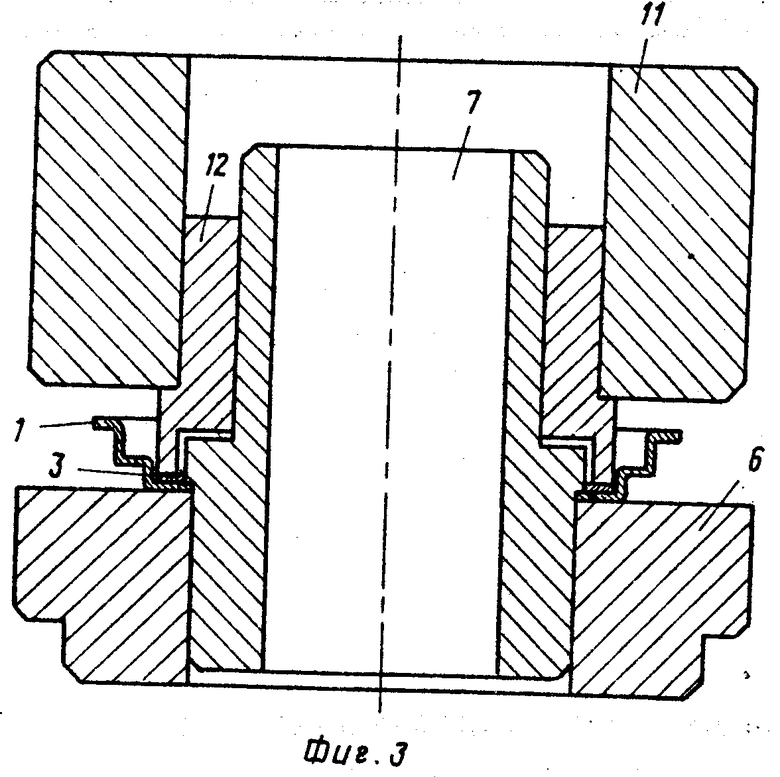
На фиг. 1 представлен волоконно-оптический узел; на фиг. 2 оправа, на которой предварительно спрессован слой стеклокристаллического цемента; на фиг. 3 пресс-форма для горячего прессования.
1 Металлическая оправа, 2 волоконно-оптическая пластина (ВОП), 3 слой стеклокристаллического цемента, 4 контактный слой, 5 фотокатод, 6 основание пресс-формы горячего прессования, 7 стержень пресс-формы, 8 кольцо для предварительного прессования, 9 оправка для предварительного прессования, 10 направляющая втулка, 11 груз пресс-формы горячего прессования.
Предлагаемый способ реализуют следующим образом. Исходный порошок стеклокристаллического цемента просушивают при температуре 200 ±10оС в течение 10 15 мин и просеивают через сито. Затем просеянный цемент засыпают при помощи загрузочных устройств на склеиваемую с ВОП поверхность оправы, помещенную в половине пресс-формы. После чего полученный на оправе слой цемента разравнивают и прессуют с удельным давлением 10 15 г/см2 в замкнутом объеме, который ограничивается с одной стороны поверхностью оправы 1, а с другой поверхностями пресс-формы. Полученный слой цемента освобождают от оправок предварительного прессования и устанавливают на него оправки пресс-формы горячего прессования, обеспечивающие давление 130 145 г/см2 рабочей поверхности разъема пресс-формы. Собранная таким образом пресс-форма горячего прессования помещается в печь, где проводится термообработка слоя цемента по следующему температурному режиму: подъем температуры до температуры формирования первичных полных межсоединений частиц в стеклофазе цемента, выдержка при этой температуре 25 35 мин. После термообработки из пресс-формы горячего прессования извлекается оправа со спеченным на склеиваемой с ВОП поверхностью слоем стеклокристаллического цемента в виде кольцевой заготовки.
Оправу со спеченным на ней слоем 2 стеклокристаллического цемента в виде кольца с необходимыми размерами помещают в специальное приспособление, устанавливают на нее ВОП и затем осуществляют склеивание этих деталей в печи при температуре кристаллизации цемента в течение 60 90 мин. После этого производят типовой процесс напыления контактного слоя в вакууме (см. авт. св. N 336834).
Интервал удельных давлений при предварительной прессовке выбирается из следующих соображений.
При давлении меньше 10 г/см2 не происходит необходимого начального сближения частичек порошка цемента для успешного прохождения процесса спекания путем горячего прессования.
При давлении больше 15 г/см2 затрудняется съем оправок предварительного прессования, что приводит к нарушению целостности предварительного спрессованного слоя стеклокристаллического цемента.
Интервалы удельных давлений при горячем прессовании и спекании стеклокристаллического цемента на оправе выбираются из следующих соображений.
При удельном давлении меньше 130 г/см2 рабочей поверхности разъема пресс-формы не происходит первичных паяных межсоединений частиц стеклофазы цемента.
При удельном давлении больше 145 г/см2 той же поверхности происходит прилипание частиц стеклофазы к поверхностям деталей пресс-формы, что приводит к разрушению сформированного слоя цемента при разборке.
При изготовлении волоконно-оптического узла исключается связка из органических веществ, улучшаются вакуумные свойства соединения: газовыделение углеродсодержащих компонент из соединения сводится к минимуму.
Изготовление слоя, в отличие от прототипа, существенно упрощается за счет исключения связующих добавок из органических веществ, которые по способу-прототипу вводятся в порошок исходного стеклокристаллического цемента.
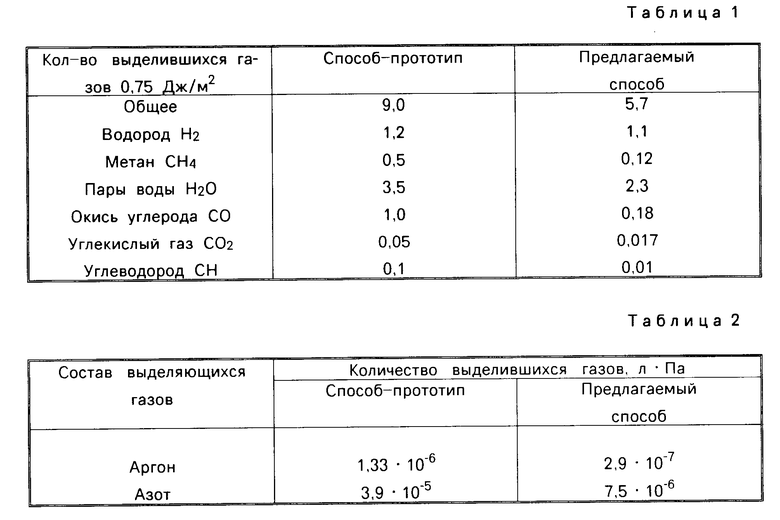
В табл. 1 приведены усредненные результаты измерений количества выделившихся газов из материала соединения ВОП с оправами.
Таким образом, предлагаемый способ позволяет уменьшить газовыделение ≈ в 1,6 2 раза.
Исключение связующих добавок в цемент по предлагаемому способу способствует также уменьшению пористости шва склеивания стеклокристаллического цемента и уменьшению вероятности вскрытия глубинных пор при испытании волоконно-оптических узлов на стойкость к выдержке в течение 2 ч при температуре минус 70оС. В табл. 2 представлены усредненные результаты измерений газовыделений узлов после такого воздействия.
По предлагаемому способу были изготовлены волоконно-оптические узлы серийно изготавливаемых ФЭП. При упрощении технологии применение данного способа позволило улучшить стойкость изделий к испытаниям на холодоустойчивость за счет меньшего газовыделения материала соединения ВОП с оправой.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛОКОННО-ОПТИЧЕСКОГО УЗЛА ФОТОЭЛЕКТРОННОГО ПРИБОРА | 1992 |
|
RU2061272C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛОКОННО-ОПТИЧЕСКОГО УЗЛА ФОТОЭЛЕКТРОННОГО ПРИБОРА | 1985 |
|
SU1336834A1 |
| Сверхвысоковакуумное термостойкое смотровое окно | 2020 |
|
RU2742506C1 |
| СПОСОБ ОТДЕЛЕНИЯ ВОЛОКОННО-ОПТИЧЕСКОЙ ПЛАСТИНЫ ОТ МЕТАЛЛИЧЕСКОГО ФЛАНЦА | 1983 |
|
SU1134036A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВАКУУМНО-ПЛОТНЫХ МЕТАЛЛОКЕРАМИЧЕСКИХ МНОГОШТЫРЬКОВЫХ НОЖЕК | 2002 |
|
RU2231507C2 |
| МАГНИТОМЯГКИЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ПРОИЗВОДСТВА В ВИДЕ ИЗДЕЛИЯ | 2012 |
|
RU2504854C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОРАЗМЕРНЫХ СТЕКЛОКРИСТАЛЛИЧЕСКИХ ПЕНОБЛОКОВ | 2015 |
|
RU2600252C1 |
| ФОТОКАТОДНЫЙ УЗЕЛ ФОТОЭЛЕКТРОННОГО ПРИБОРА | 1988 |
|
SU1609365A1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ МОЛИБДЕНА | 2014 |
|
RU2570273C1 |
| Способ изготовления электровакуумного прибора | 1982 |
|
SU1115132A1 |
Использование: технология электровакуумного приборостроения, а именно технология производства вакуумных фотоэлектронных приборов (ФЭП). Сущность изобретения: способ включает соединение металлической оправы с волоконно-оптической пластиной путем пайки через слой на основе стеклокристаллического цемента, который сначала прессуют при удельном давлении 0,10 0,15 H/см2 затем спекают путем горячего прессования при удельном давлении 1,30 1,45 H/см2 и температуре формирования первичных паяных межсоединений частичек в стеклофазе цемента в течение 25 35 мин, что позволяет уменьшить газовыделение в 1,6 раза. 3 ил. 2 табл.
СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛОКОННО-ОПТИЧЕСКОГО УЗЛА ФОТОЭЛЕКТРОННОГО ПРИБОРА, включающий соединение металлической оправы с волоконно-оптической пластиной путем пайки через слой на основе стеклокристаллического цемента и формирование контактного слоя вакуумным напылением, отличающийся тем, что, с целью уменьшения газовыделения и упрощения технологического процесса, слой стеклокристаллического цемента сначала прессуют при удельном давлении 0,10 - 0,15 Н/см2, а затем спекают путем горячего прессования при удельном давлении 1,30 1,45 Н/см2 и температуре формирования первичных паяных межсоединений частиц в стеклофазе цемента в течение 25 35 мин.
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛОКОННО-ОПТИЧЕСКОГО УЗЛА ФОТОЭЛЕКТРОННОГО ПРИБОРА | 1985 |
|
SU1336834A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
