Изобретение касается области непрерывной разливки проволоки малой толщины из жидкого металла.
Цель - повышение качества получаемой проволоки.
Изобретение поясняется чертежом.
Установка питается через резервуар 1, содержащий разливаемый металл 2 в жидком состоянии. Этот резервуар снабжен средствами 3 вдувания нейтрального газа, обеспечивающего защиту металла 2 от загрязнения атмосферным воздухом и подачу давления на резервуар, которое способствует регулированию расхода металла, и включает также средства 4 для нагревания жидкого металла и разливочный.стакан 5, через который вытекает металл, образующий струю 6. Диаметр этого стакана равен
-или несколько больше диаметра проволоки, которую хотят отлить. Разливочный стакан размещается над перемещаемой лентой 7, снабженной канавкой (не-показана), протягивание которой обеспечивается средствами, символически представленными вращающимися шкивами 8. Трубопровод 9 подводит внутрь канавки ленты 7 охлаждающую жидкость 10. На конце трубопровода 9 закрепляется сетка 11, которая имеет ячейки, Между концом трубопровода 9 и точкой, расположенной за вертикалью резервуара 1, лента 7 имеет прямолинейную форму. Струя металла проникает в слой охлаждающей жидкости в точке 12, расположенной вертикально над разливочным стаканом 5. Под действием жидкости и ее движения она затвердевает в виде непре00
ю
00
о
CJ
рывной проволоки 13 и принимает искривленную форму перед соприкосновением с лентой 7. Установка включает также средства (не показаны) для улавливания и наматывания проволоки после ее выхода с ленты 7.
На чертеже изменение турбулентности внутри жидкости условно представлено с помощью стрелок, качественно характеризующих число и величину завихрений. Внутри трубопровода завихрений много и они имеют большую амплитуду. После выхода жидкости из трубопровода и вследствие прохождения через сетку завихрения дробятся на завихрения меньшей амплитуды (порядка размера ячеек сетки). Число и амплитуда этих завихрений снижаются по мере продвижения жидкости. Если прямолинейный участок ленты 7 достаточно длинный, турбулентность имеет достаточно времени для рассеяния и охлаждающая жидкость оказывается в режиме ламинарного течения, условно представленного стрелками, параллельными направлению перемещения ленты 7. Именно в этой зоне с ламинарным течением предпочтительно осуществляется закалка струи 6 металла для образования непрерывной проволоки 13.
Сетка может быть размещена на конце подводящего трубопровода, что позволяет по возможности сразу ослабить турбулентность. При этом необходимо, чтобы охлаждающая жидкость не подвергалась бы впоследствие значительным возмущениям в своем течении до контакта со струей металла. Такие возмущения могли бы быть вы- эваны внезапными изменениями направления течения, например, в зоне, где жидкость имеет контакт с твердой движущейся поверхностью. Практически такое размещение решетки предпочтительно лишь в том случае, если в момент этого контакта направление течения жидкости, которое определяется направлением трубопровода, и направление перемещения твердой поверхности почти параллельны.
Для достижения значительного сокращения размера завихрений размер ячеек сетки выполняют предпочтительно меньше 1/10 диаметра подающего трубопровода. С другой стороны, пропускное сечение жидкости через сетку должно быть достаточным для предотвращения слишком больших потерь напора в течении жидкости. В типичных случаях ячейки имеют размер от 0,5 до 10 мм.
Установка такой сетки позволит изменить турбулентность внутри охлаждающей жидкости и сделать надежным затвердевание струи металла, возможно также сохранить ту же самую турбулентность, что и без
сетки, увеличивая скорость перемещения жидкости. Если в то же время скорость струи металла не изменяется, его затвердевание ускоряется, а степень аморфизации структуры проволоки возрастает. Если скорость струи металла увеличивается в тех же пропорциях, что и скорость жидкости, то возрастает производительность установки.
К тому же следует отметить, что изменяя
0 другие рабочие условия, можно сблизить точку введения струи металла и точку поступления охлаждающей жидкости на движущуюся поверхность. Таким образом, можно без изменения качества проволоки и
5 производительности установки значительно сократить ее габариты.
В качестве примера на установке, снабженной трубопроводом для подачи охлаждающей жидкости диаметром 10 мм, в
0 которой жидкость перемещается со скоростью 15 м/с, режим течения становится практически ламинарным после пробега 10 м. Размещение сетки с ячейкой 1 мм на выходе подающего трубопровода позволяет
5 сократить это расстояние приблизительно до 1 м.
Изобретение не ограничивается описанным примером. В частности, необязательно размещать сетку на трубопроводе
0 для подачи охлаждающей жидкости. Главное, чтобы она была расположена на траектории жидкости, в точке, достаточно удаленной от точки проникновения струи металла для того, чтобы в этой последней
5 точке турбулентность жидкости оказалась в значительной степени ослабленной.
Изобретение применимо также к установкам для разливки проволоки, у которых движущаяся поверхность имеет кривизну,
0 вогнутость которой направлена в сторону резервуара с жидким металлом. Формула изобретения 1. Способ непрерывного литья тонкой металлической проволоки, включающий за5 калку и охлаждение струи жидкого металла в слое охлаждающей жидкости, подаваемой на перемещаемую подложку, при этом осуществляют диссипацию турбулентности подаваемой жидкости, отличающийся
0 тем, что, с целью повышения качества получаемой проволоки, ускоряют диссипацию турбулентности слоя охлаждающей жидкости перед участком входа в него струи металла.
5 2. Устройство для непрерывного литья тонкой металлической проволоки, содержащее перемещаемую подложку, установленный над ней резервуар с выпускным разливочным стаканом и трубопровод для подачи охлаждающей жидкости на подложку. о т л и ч а ю.щ е е с я тем, что, с целью повышения качества получаемой проволоки, оно содержит сетку, установленную перпендикулярно направлению подачи охлаждающей жидкости на участке между выходным торцом подающего трубопровода и осевой линией выпускного разливочного стакана.
3. Устройство по п. 2, о т л и ч а ю щ е е- с я тем, что сетка размещена с внешней стороны выходного торца подающего трубопровода.
4. Устройство по п. 2, о т л и ч а ю щ е е- с я тем, что размер ячеек сетки не превышает 1/10 поперечного сечения выходного торца подающего трубопровода.
5. Устройство по п. 4. о т л и ч а ю щ е е- с я тем. что размер ячеек сетки составляет 0,5...10 мм.
6. Устройство по п. 2, о т л и ч а ю щ е е- с я тем, что перемещаемая подложка расположена в наклонной к продольной оси резервуара плоскости.
7. Устройство по п. 2, о т л и ч а ю щ е е- с я тем, что перемещаемая подложка выполнена вогнутой в направлении резервуара.
8. Устройство поп. 2, отличающее- с я тем, что в качестве перемещаемой подложки использована внутренняя поверхность барабана.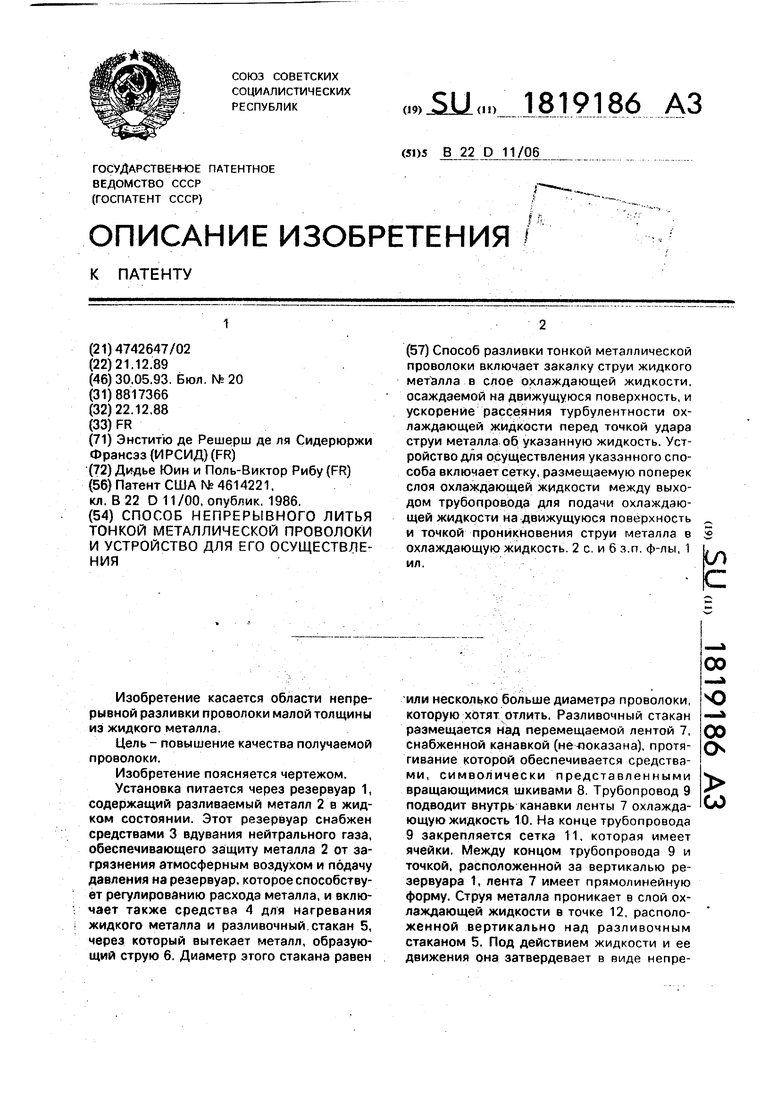

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ непрерывной разливки тонкостенных заготовок и устройство для его осуществления | 1989 |
|
SU1774897A3 |
| Способ охлаждения стальных слитков при непрерывной разливке и установка для его осуществления | 1989 |
|
SU1819188A3 |
| Устройство для непрерывного литья ленты между подвижными стенками | 1989 |
|
SU1782189A3 |
| Воздушная фурма | 1974 |
|
SU489348A3 |
| Дуговая печь постоянного тока | 1986 |
|
SU1802920A3 |
| Анализатор количественного содержания газа в металлах | 1972 |
|
SU587882A3 |
| Колонковый зонд | 1988 |
|
SU1650017A3 |
| Днище металлургической емкости | 1981 |
|
SU1314956A3 |
| Устройство для подачи порошкообразного материала в доменную печь | 1986 |
|
SU1400512A3 |
| Способ управления доменной печью | 1985 |
|
SU1500165A3 |

Способ разливки тонкой металлической проволоки включает закалку струи жидкого металла в слое Охлаждающей жидкости, осаждаемой на движущуюся поверхность, и ускорение рассеяния турбулентности охлаждающей жидкости перед точкой удара струи металла об указанную жидкость. Устройство для осуществления указанного способа включает сетку, размещаемую поперек слоя охлаждающей жидкости между выходом трубопровода для подачи охлаждающей жидкости на движущуюся поверхность и точкой проникновения струи металла в охлаждающую жидкость. 2 с. и 6 з.п. ф-лы, 1 ил. СО с
| Патент США № 4614221, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Пневматический водоподъемный аппарат-двигатель | 1917 |
|
SU1986A1 |
