Изобретение относится к способу пайки телескопических конструкций деталей из материалов с разными .коэффициентами линейного расширения (КЛР) и может найти применение в машиностроительных отраслях промышленности.
Целью изобретения является повышение качества паяемого соединения за счет обеспечь шя оптимальных условий формирования ива при нагреве и предотвращение нарушения его сплошности при кристаллизации в процессе охлаждения.
Указанная цель достигается тем. что нагрев конструкции до температуры пайки осуществляется от двух источников нагрева, а при охлаждении до температуры полного затвердевания паяного соединения температуру детали с более высоким коэффициентом линейного расширения изменяют исходя из соотношения
T2 Tn- gCTn-Ti).
где Тр - температура пайки;
TI - текущее значение температуры детали с меньшим КЛР;
Та - текущее значение температуры детали с большим КЛР;
оп и оа - коэффициенты линейного рас- , ширения деталей.
Равномерный нагрев деталей до температуры пайки с одновременным использованием наружного и внутреннего: источников нагрева обеспечивает взаимное прилегание паяемых поверхностей в диапазоне температур формирования шва. При пайке конструкций с наружным расположе-; нием детали с более высоким КЛР использу-: ется термофиксатор, охватывающий наружную деталь по периметру.
При соблюдении указанных соотношений температур в процессе, охлаждения со00
КЗ
СО
о
со
хрэняется взаимное положение поверхностей соприкосновения деталей, так как линейная усадка деталей имеет одинаковую величину
(Tn-Ti) «1с() ,
П р и м е р. В кольцо из мартенситной стали впаивали кольцо с наружным оребре- нием из нержавеющей стали. Коэффициенты линейного расширения указанных металлов 14 и 181/град, соответственно. Собранный под пайку узел помещали в контейнер индукционной печи, являющийся по отношению к узлу наружным нагревателем. Во внутреннем пространстве узла размещали цилиндрический спиральный нагреватель - внутренний источник тепла.
Нагрев узла осуществляли одновременно наружным и внутренним нагревателями. Причем на наружный нагреватель подавалась мощность по заданной программе, а регулирование мощности на внутреннем нагревателе обеспечивало дополнительный нагрев внутренней детали, сравнивая ее температуру с наружной.
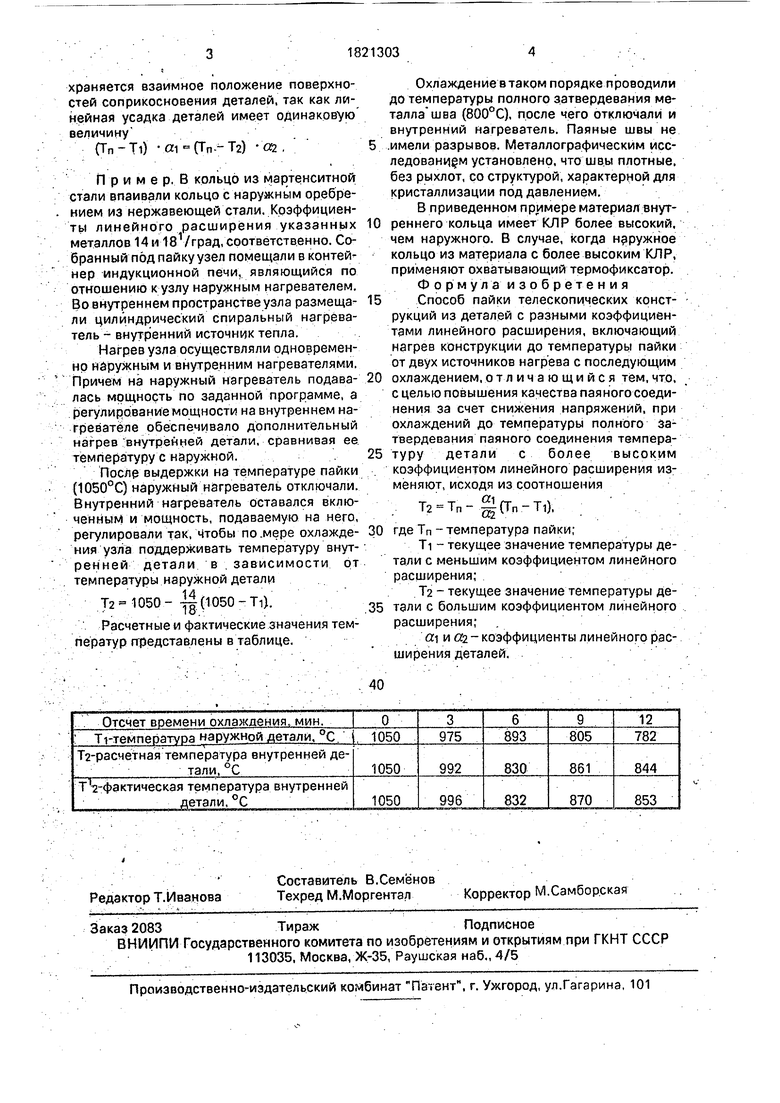
После выдержки на температуре пайки (1050°С) наружный нагреватель отключали. Внутренний нагреватель оставался включенным и мощность, подаваемую на него, регулировали так, чтобы по .мере охлаждения узла поддерживать температуру внутренней детали в . зависимости от температуры наружной детали
Т2-Ю50- -||(1.050тТ1).
Расчетные и фактические значения температур представлены в таблице.
Охлаждение в таком порядке проводили до температуры полного затвердевания металла шва (800°С), после чего отключали и внутренний нагреватель. Паяные швы не
5 .имели разрывов. Металлографическим исс- ледовэни м установлено, что швы плотные, без рыхлот, со структурой, характерной для кристаллизации под давлением.
В приведенном примере материал внут10 реннего кольца имеет КЛР более высокий,
чем наружного. В случае, когда наружное
кольцо из материала с более высоким КЛР,
применяют охватывающий термофиксатор.
Ф о р му л з изобретен ия
15 Способ пайки телескопических конструкций из деталей с разными коэффициентами линейного расширения, включающий нагрев конструкции до температуры пайки от двух источников нагрева с последующим
20 охлаждением, отличающийся тем, что, с целью повышения качества паяного соединения за счет снижения напряжений, при охлаждений до температуры полного затвердевания паяного соединения темпера25 туру детали с более высоким коэффициентом линейного расширения изменяют, исходя из соотношения
Т2 ТП- g(Tn-Ti), 30
где Тп -температура пайки;
П - текущее значение температуры детали с меньшим коэффициентом линейного расширения;
. Т2 - текущее значение температуры де- 35 тали с большим коэффициентом линейного расширения;
а и «2 - коэффициенты линейного расширения деталей. .
40:
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПАЙКИ ТЕЛЕСКОПИЧЕСКОЙ КОНСТРУКЦИИ, МАТЕРИАЛ ВНЕШНЕЙ ДЕТАЛИ КОТОРОЙ ИМЕЕТ КОЭФФИЦИЕНТ ЛИНЕЙНОГО РАСШИРЕНИЯ, ПРЕВОСХОДЯЩИЙ КОЭФФИЦИЕНТ ЛИНЕЙНОГО РАСШИРЕНИЯ ВНУТРЕННЕЙ ДЕТАЛИ | 2005 |
|
RU2375159C2 |
| СПОСОБ ПАЙКИ ТЕЛЕСКОПИЧЕСКИХ КОНСТРУКЦИЙ | 1995 |
|
RU2104837C1 |
| Способ пайки телескопической конструкции | 2018 |
|
RU2736581C2 |
| Способ пайки изделий телескопического типа | 1975 |
|
SU556002A1 |
| Способ пайки паяносварных конструкций с телескопическими соединениями | 1989 |
|
SU1808554A1 |
| Оправка для пайки телескопических соединений | 1973 |
|
SU472760A1 |
| СПОСОБ ПАЙКИ ТЕЛЕСКОПИЧЕСКИХ КОНСТРУКЦИЙ | 2001 |
|
RU2221679C2 |
| Способ индукционной пайки телескопических соединений | 1985 |
|
SU1260123A1 |
| СПОСОБ ПАЙКИ ТЕЛЕСКОПИЧЕСКИХ КОНСТРУКЦИЙ | 1998 |
|
RU2156182C2 |
| Способ контроля процесса пайки | 1989 |
|
SU1773616A1 |
Использование: пайка телескопических конструкций с разными коэффициентами линейного расширения. Сущность изобретения: паяемый узел нагревают до температуры пайки одновременно от двух источников тепла, а при охлаждении до температуры полного затвердевания шва температуру детали с более высоким коэффициентом линейного расширения изменяют исходя из соотношения Т2 Тп - щФп - TI), где Тп - температура пайки; TI - текущее значение температуры детали с меньшим коэффициентом линейного расширения; Jz -текущее значение температуры детали с большим коэффициентом линейного расширения; а ai-коэффициенты линейного расширения деталей. 1 табл.
| Оправка для пайки телескопических соединений | 1973 |
|
SU472760A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ электроконтактной пайкидЕТАлЕй | 1979 |
|
SU821090A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
