Ё
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ пайки изделий | 1981 |
|
SU1107971A1 |
| СПОСОБ КАПИЛЛЯРНОЙ ПАЙКИ ДЕТАЛЕЙ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ В ВИДЕ ШТУЦЕРА И ЦИЛИНДРИЧЕСКОЙ ВТУЛКИ | 2006 |
|
RU2375160C2 |
| СПОСОБ ПАЙКИ ТЕПЛООБМЕННИКА | 2013 |
|
RU2569856C2 |
| Способ пайки металла с керамикой | 1989 |
|
SU1694358A1 |
| Способ пайки деталей из разнородных металлов | 2024 |
|
RU2840136C1 |
| СПОСОБ НИЗКОТЕМПЕРАТУРНОЙ ПАЙКИ ТОНКОСТЕННЫХ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ИЗ ТИТАНА И СТАЛИ | 2010 |
|
RU2443521C1 |
| Способ пайки | 1982 |
|
SU1077727A1 |
| Способ пайки деталей из керамики со сталью | 2022 |
|
RU2812167C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАЯНО-СВАРНОЙ КОНСТРУКЦИИ | 2000 |
|
RU2184021C2 |
| Пакет для автовакуумной пайки | 1979 |
|
SU789251A1 |
Использование: изготовление паянос- варных конструкций телескопических теплообменников. Сущность изобретения: ведется двухстадийный нагрев в защитной атмосфере с выдержкой на первой стадии при 280 ± 10°С для обезводороживания гальванического припоя - покрытия и поверхностного слоя материала соединяемых деталей. Нагрев и выдержку на первой стадии производят до прижатия деталей друг к другу. 1 табл.
Изобретение относится кмашинострое- нию-способам получения паяных и паянос- варных конструкций преимущественно телескопических теплообменников с использованием металлических покрытий в качестве барьерных слоев, компонентов припоя и улучшающих растекаемость припоя.
Целью изобретения является повышение качества паяных и паяносварных конструкций уменьшением пористости и исключением появления расслоений на границе основной металл-покрытие.
Это достигается тем, что выдержку соединяемых деталей на первой стадии нагрева производят при 280 ± 10°С, причем еще до прижатия деталей друг к другу.
Сущность изобретения состоит в создании условий, способствующих удалению водорода из поверхностных слоев соединяемых деталей до их пайки.
Проведенные исследования показали, что основной причиной расслоений и одной из причин появления пор на границе основной металл-покрытие и в паяном шве, образующихся лри пайке и последующих термических воздействиях, является наличие водорода, проникающего в поверхностные слои, материалов соединяемых деталей при операциях их подготовки под покрытие (электрохимическое обезжиривание, трав-. ление) и соосаждающегося вместе с металлом покрытия при его нанесении. Водород в основном концентрируется на границе металл-покрытие, а при нагреве и выдержке в процессе пайки частично рассасывается внутри металла паяемых деталей, частично выделяется из паяного шва в объем атмосферы паяльного пространства, а часть его остается на границе металл-покрытие как в атомном виде в твердом растворе, так и в молекулярном виде. При охлаждении паяно00
о
00
ел ел
-N
го соединения, а также при последующих воздействиях на него термомеханического цикла сварки и условий эксплуатации возникают градиенты температур и растягивающие напряжения, под воздействием которых рассосавшийся в объеме металла паяемых деталей водород диффундирует к границе металл-покрытие и молизуется там. При этом резко возрастает давление и образуются поры и расслоения. Анализ возмож- ности удаления водорода после нанесения покрытий показал, что основная его часть в процессе выдержки удаляется при 280 ±10°С. При более низкой темпера
туре также возможно его удаление, но для
этого требуется намного большее время. При более высокой температуре также происходит удаление водорода, но оно может сопровождаться отслоением покрытия из- за интенсивного выделения водорода с по- следующим затеканием припоя под покрытием, что резко охрупчивает паяное соединение и может вызвать разрушение паяемого материала. Интервал температур удаления водорода без отслоения покрытий лежит в области температур отпуска для сталей 200-400°С, а оптимальной является 280 ± 10°С.
Продолжительность отпуска при этой
температуре зависит от толщин покрытии,
степени вакуума и площадей контакта деталей (чем больше площади контакта - поджа- тия деталей, тем длиннее диффузионный путь для выхода водорода и соответственно должна быть больШе продолжительность отпуска). Оптимальной является ситуация, когда при температуре отпуска между деталями еще имеется зазор и выделяющийся газ может свободно уйти. Наиболее сложным является обеспечение требуемого зазо- ра при пайке разнородных материалов, из которых внутри расположенный имеет больший коэффициент термического расширения. Приведенная в а.с. (3) формула показывает связь исходного зазора с темпе- ратурой нагрева, при которой этот зазор закрывается
2 6 - (en dH - «2 dB) AT(1) где 6 - исходный зазор при комнатной температуре;
он - коэффициент термического расширения материала внутрирасположенной детали;
dH наружный диаметр внутрирасположенной детали;
Оц -коэффициенттермического расширения материала наружной детали;
с1в - внутренний диаметр наружной детали;
5 0
5
0 5
0
5 0 5
®
5
ДТ - граница между температурой отпуска и комнатной.
Анализ этой зависимости показывает, что разницей между dH и dB можно пренебречь и при этом погрешность не превышает одного процента и вместо них ввести усредненный диаметр паяного шва (dm). При этрм формула (1) принимает следующий вид:
2 д dui( «1 -02) AT
или (5 (ai-«2) AT
dtu n
2 R - радиус паяемых .деталей в месте
шва. Отсюда искомый минимальный зазор определяется как
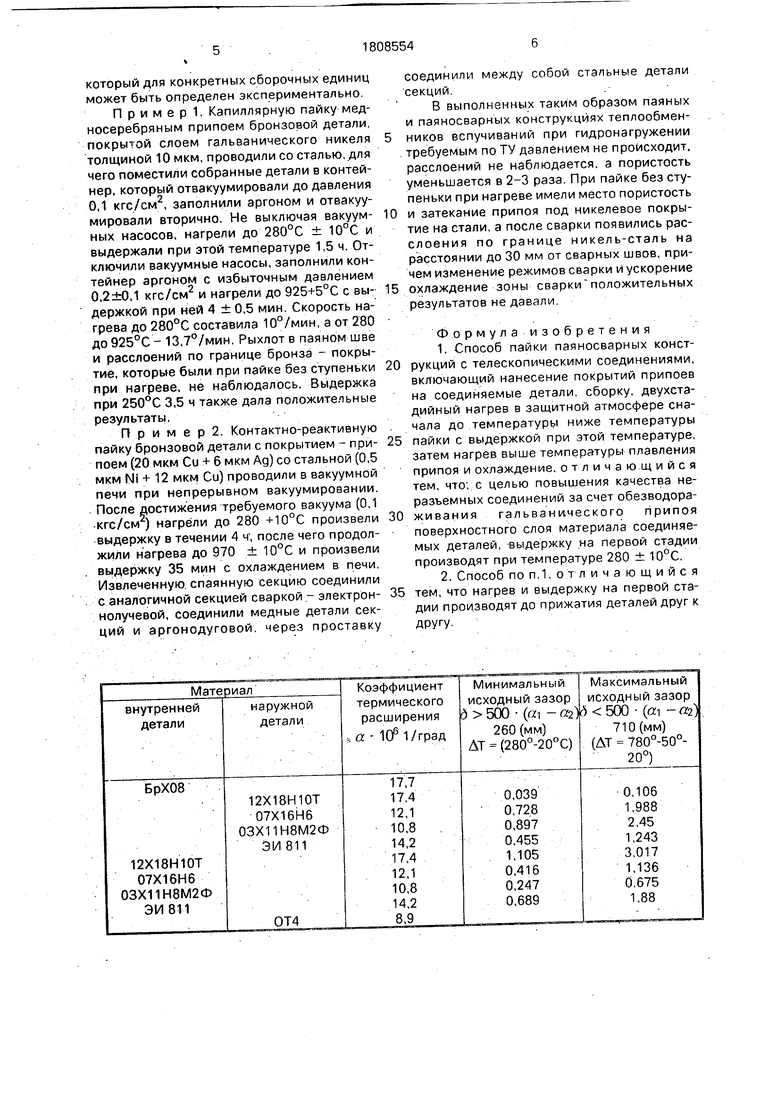
д Нш(«1 - 02) AT(2) В таблице 1 даны минимальные и максимальные исходные зазоры при пайке медно- серебряными. покрытия ми-припоя-ми бронзы БрХ08 и титанового сплава ОТ4 с различными сталями при оптимальной температуре обезводороживающей выдержки на первой стадии 280°С, радиусе паяного шва 500 мм и температуре плавления припоя-покрытия 780°С. Максимальная величина зазора определяется исходя из того, что полное поджатие деталей друг к другу должно быть достигнуто при нагреве не менее чем на 50°С ниже температуры плавления припоя-покрытия.
При большей величине зазора образуется непропаи из-за неподжатия. Исходя из этого исходный зазор между паяемыми деталями (с учетом толщины покрытий) связывается с размером деталей, температурой выдержки на первой стадии и температурой плавления припоя и определяется по формуле: .
Riu(«i - «2) (Тпл - 70°С) д
R ш(«1 -яь) 2 60° С(3) где Нш - радиус паяного шва,
«1 - коэффициент термического расширения материала внутренней детали,
(Xi - коэффициент термического расширения наружной детали,
Тпл - температура плавления припоя- покрытия.
При более высоком вакууме ускоряется выделение водорода и в тоже время исключается возможность окисления покрытия, которое может вызвать ухудшение растека- емости припоя. В связи с этим продолжительность отпуска может колебаться от 0 до 4 ч и более, т.к. с увеличением времени содержание водорода асимптоматически уменьшается, не достигая нулевого уровня. Ограничением времени является уровень,
который для конкретных сборочных единиц может быть определен экспериментально.
П р и м е р 1. Капиллярную пайку мед- носеребряным припоем бронзовой детали, покрытой слоем гальванического никеля толщиной 10 мкм, проводили со сталью, для чего поместили собранные детали в контейнер, который отвакуумировали до давления 0,1 кгс/см , заполнили аргоном и отвакуумировали вторично. Не выключая вакуумных насосов, нагрели до 280°С ± 10°С и выдержали при этой температуре 1,5 ч. Отключили вакуумные насосы, заполнили контейнер аргоном с избыточным давлением 0,2±0,1 кгс/см2 и нагрели до 925+5°С с выдержкой при ней 4 ±0,5 мин. Скорость нагрева до 280°С составила 10°/мин, а от 280 до 925°С - 13,7°/мин. Рыхлот в паяном шве и расслоений по границе бронза - покрытие, которые были при пайке без ступеньки при нагреве, не наблюдалось. Выдержка при 250°С 3,5 ч также дала положительные результаты.
Прим е р 2. Контактно-реактивную пайку бронзовой детали с покрытием - припоем (20 мкм Си + 6 мкм Ад) со стальной (0,5 мкм Ni + 12 мкм Си) проводили в вакуумной печи при непрерывном вакуумировании. После достижения требуемого вакуума (0,1 кгс/см ) нагрели до 280 +10°С произвели выдержку в течении 4 ч после чего продолжили нагрева до 970 ± 10°С и произвели выдержку 35 мин с охлаждением в печи, Извлеченную, спаянную секцию соединили с аналогичной секцией сваркой - электроннолучевой, соединили медные детали секций и аргонодуговой, через проставку
соединили между собой стальные детали секций.
В выполненных таким образом паяных и паяносварных конструкциях теплообменников вспучиваний при гидронагружении . требуемым по ТУ давлением не происходит, расслоений не наблюдается, а пористость уменьшается в 2-3 раза. При пайке без ступеньки при нагреве имели место пористость
и затекание припоя под никелевое покрытие на стали, а после сварки появились расслоения по границе никель-сталь на расстоянии до 30 мм от сварных швов, причем изменение режимов сварки и ускорение
охлаждение зоны сварки положительных результатов не давали.
Формулаизобретения
| Справочник по пайке под ред | |||
| С.Н.Лоц- манова, И.Е.Петрунина, В.П.Фролова, М.: Металлургия, 1975, с.55 | |||
| Способ пайки узлов электронной техники | 1986 |
|
SU1428533A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ пайки изделий телескопического типа | 1975 |
|
SU556002A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ контактно-реактивной пайки медностальных конструкций | 1985 |
|
SU1279767A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
