Изобретение относится к области точного машиностроения, а именно к методам и средствам изготовления изделий сложного профиля с наружными и внутренними профильными поверхностями полой конструкции типа моноколес ГТД, преимущественно лопаток и дисков турбомашин.
Целью изобретения является расширение технологических возможностей получения изделий сложной формы, снижение трудоемкости изготовления изделий, повышение их качества при технологическом обеспечении параметров высокой прочности, надежности и точности.
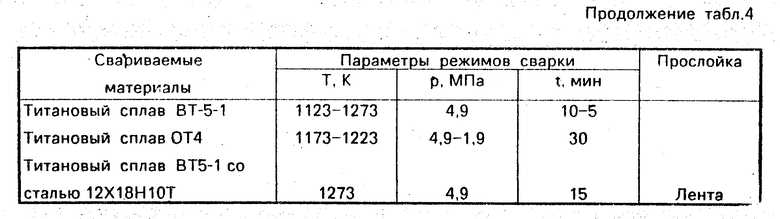
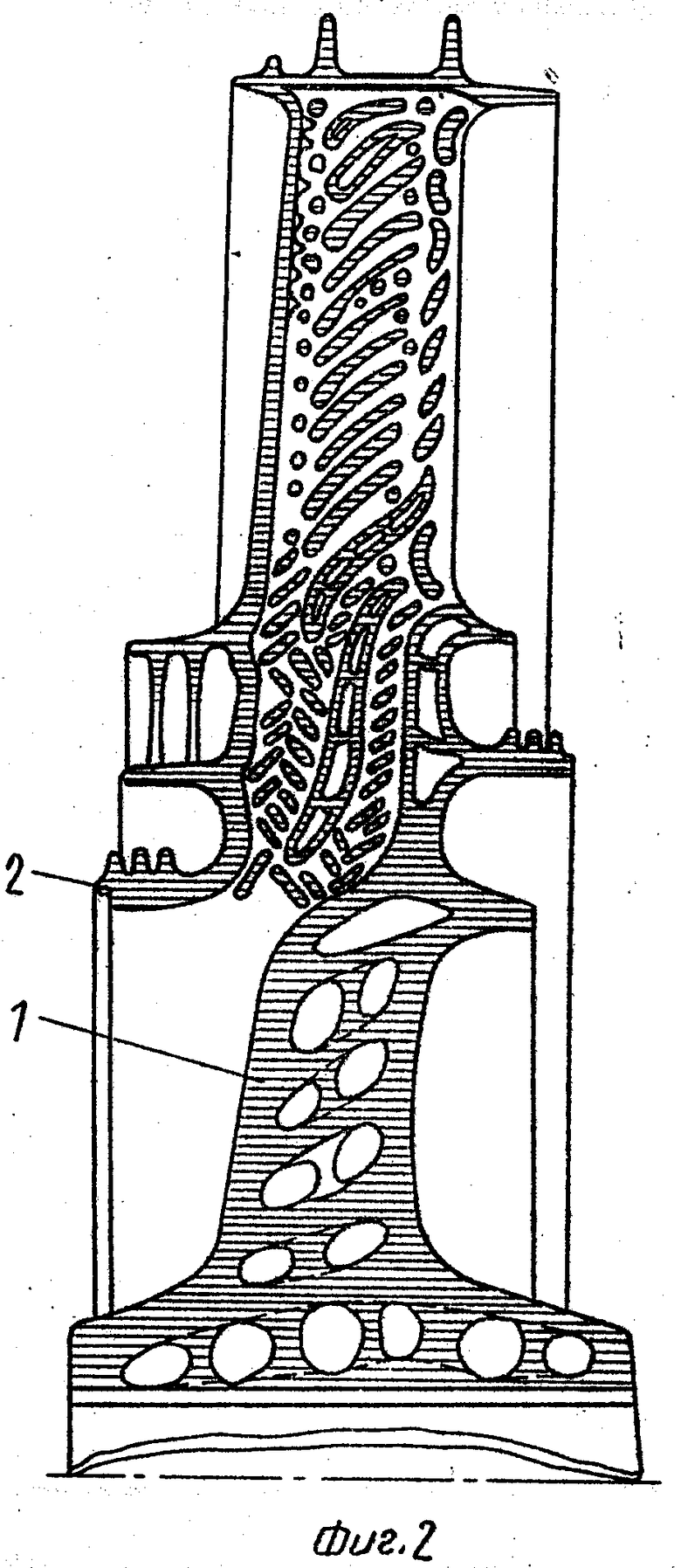
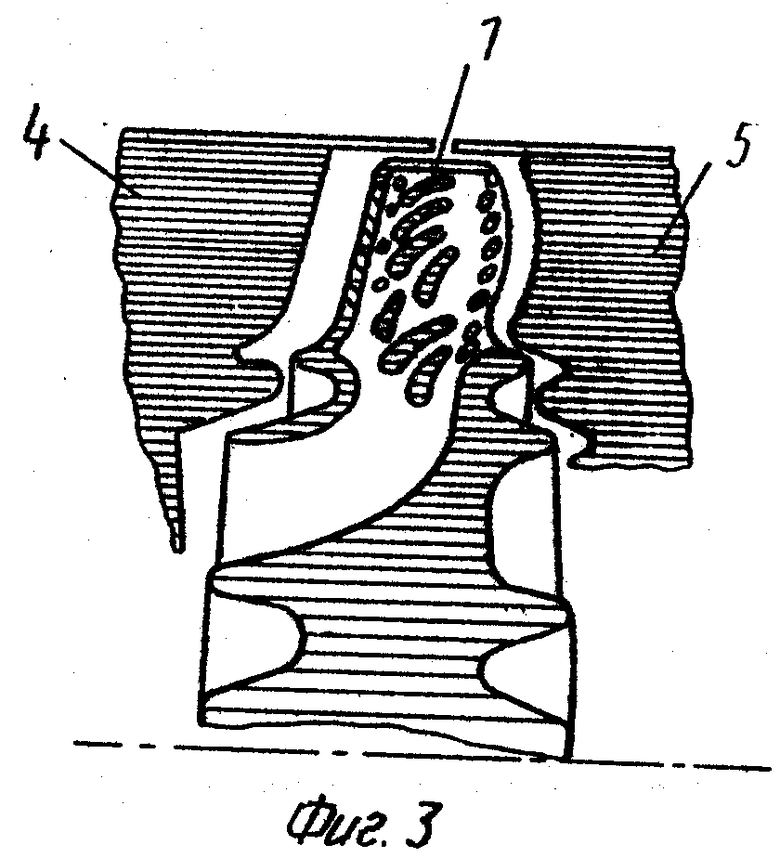
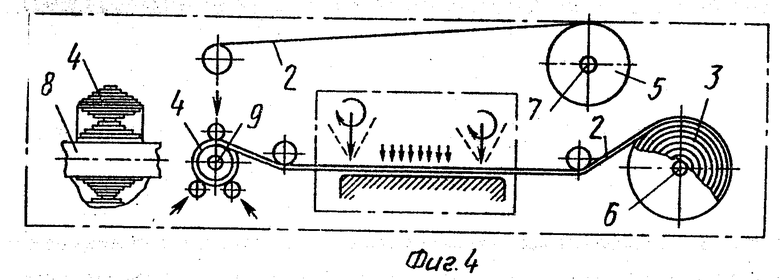
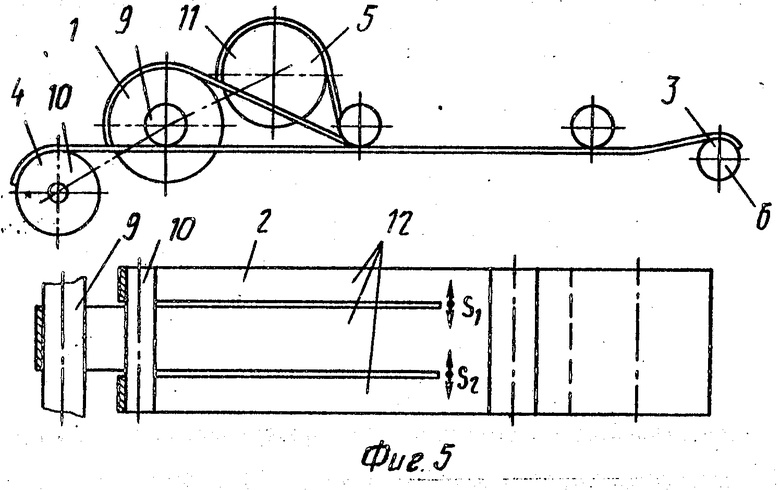
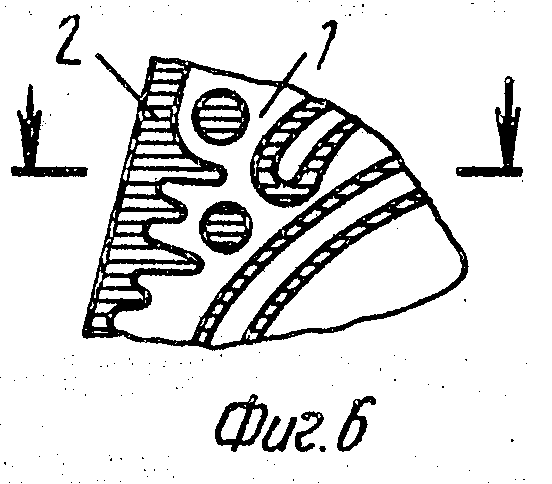
На фиг. 1 показано поперечное сечение полого моноротора охлаждаемой высокотемпературной турбины предлагаемой конструкции, выполняемой по данному способу (конструкция моноротора близка к принятому прототипу); на фиг. 2 - поперечное сечение полого моноротора охлаждаемой высокотемпературной турбины (например ТНД) предложенной конструкции с бандажированными лопатками и полыми профилированными каналами или полостями в диске; на фиг. 3 момент сборки с фиг. 1 изделия и отхода в рулон; на фиг. 4 принципиальная схема реализации способа; на фиг. 5 вид сверху на часть схемы с фиг. 4; на фиг. 6 и 7 элементы конструкции моноротора на этапе изготовления из рулонируемых материалов из тонких лент по предложенному в изобретении методу "Намотки с диффузионным сращиванием" в автоматическом режиме ("Автосварки" пор терминологии ИС им. Патона).
Позициями на фиг. 1 7 обозначены следующие элементы изделия и способа:
1 полое изделие с профильными наружными и внутренними поверхностями, преимущественно, олопаченного диска моноротора турбомашины типа ГТД;
2 тонкая лента или фольга материала изделия 1;
3 рулон исходного материала тонкой ленты 2 или фольги;
4 5 рулоны профилированного материала ленты 2 из рулона 3;
6, 7, 8 и 9, 10, 11 барабаны разматывания и намотки ленты 2 из рулона 3.
Способ изготовления полых изделий 1 с профильными наружными и внутренними поверхностями, преимущественно олопаченных дисков моноротора турбомашины в виде ротора ТВД (фиг. 1) или ротора ТНД (фиг. 2), состоит из проектного расчета заготовки изделия 1, при котором его (1) рассчитывают графически или в цифровом виде на программоносителе вычислительной машины (ЭВМ) путем представления изделия 1 в форме спирали из тонкой ленты 2 (или фольги) с заданными текущими значениями ее ширины в зависимости от положения радиуса - вектора этой спирали, намотанной в рулон 3 исходного материала ленты 2 с перематыванием в рулоны 4, 5, соответственно с барабанов 6 8 на барабаны 9 - 11 изделия 1 и отхода. Профилирование заготовки изделия 1 осуществляют резкой кромок тонкой ленты 2 на заданную ширину по касательной к средней точке толщины тонкой ленты 2 (или фольги), направление которой совпадает с направлением касательной к средней точке витка спирали изделия 1 соответствующего радиуса-вектора.
Предварительно разматывают ленту 2 из рулона 3, разрезают по ширине на части (фиг. 5), перематывая с барабанов 6 8 на барабаны 9 11. Для придания требуемых служебных свойств материалу ленты 2 ее после профилирования подвергают упрочняющей обработке и на ее поверхность наносят покрытия в виде пленок или порошков. (фиг. 4). Сборку изделия 1 осуществляют намоткой ленты 2 в рулоны 4 (5) с регулируемыми натяжением и давлением в рулон 4 при температуре на 200-450 K ниже температуры кристаллизации ее материала, преимущественно, ниже меньшей из температур рекристаллизации соединяемых материалов. Нанесение покрытий, пленок на металлические ленты 2 осуществляют напылением порошковых материалов, ионной бомбардировкой, имплантацией, лазерным облучением или др. методами воздействия на поверхность ленты. Профилированную ленту 2 соединяют послойно в спиралевидное изделие 1, намотанной ленты 2 в рулон 4 на барабан 8, известными методами пайки или сварки типа диффузионного сращивания в режиме "автосварки". Процесс изготовления изделия 1 по изобретению проводят в контролируемой атмосфере, например, в "обитаемой камере" с соответствующей технологической средой: вакуум, инертные газы.
Изобретение иллюстрируется следующими примерами реализации "Способа изготовления полых изделий с профильными наружными и внутренними поверхностями", преимущественно, образцов-моделей лопаток и дисков.
Пример 1. Материал соединений жаропрочные сплавы на никелевой основе: ЖС 6 УВИ, ЭП 741. Вид образца гладкие и с надрезами по форме элементов изделия. Применение покрытий толщина прослоек от 20 до 400 мкм, гранулы - 200 мкм, фракции: 0,2; 1; 2; 50 мкм. Габариты, мм цилиндры диаметром 100x60, образцы длиной, мм 40x20 на 2x8. Температура испытаний, K (oC) 1023 (750).
Вид контроля температуры термопары платино-родиевые.
Результаты испытаний образцов-моделей (табл. 1) при сравнении (табл. 2).
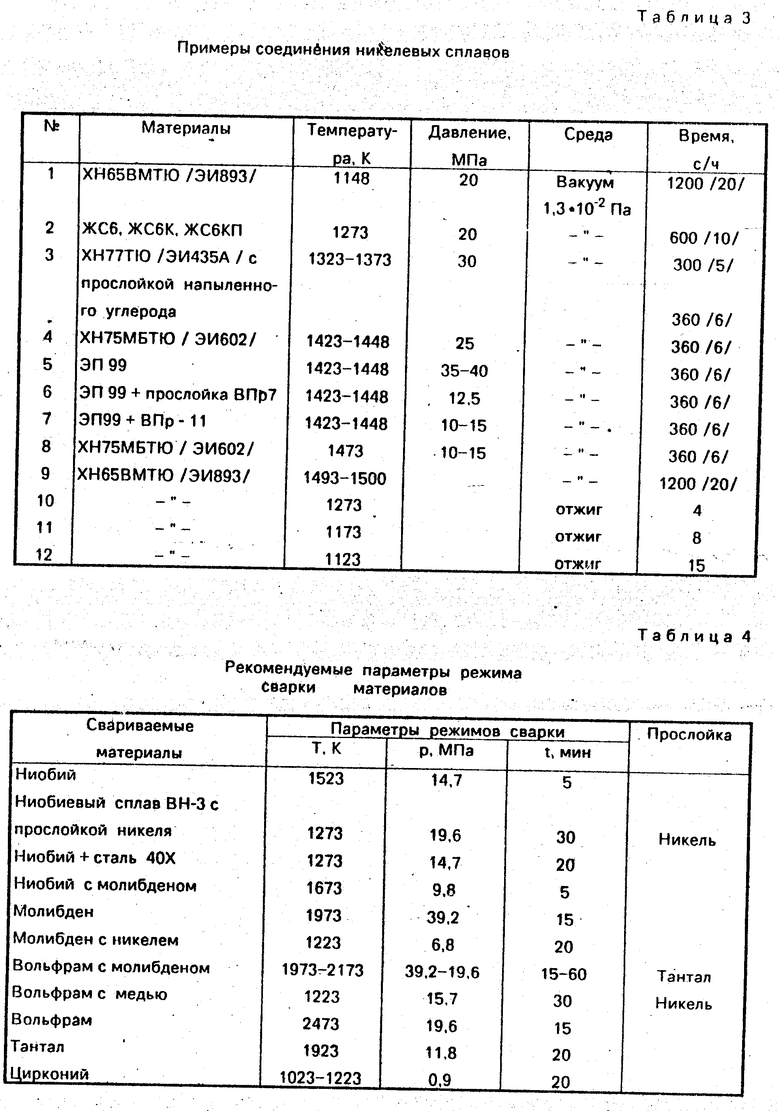
Образцы-модели изделий 1 из сплавов ЖС6УВИ и ЭП 741 получали при сварке материалов 2 с порошковыми прослойками различных фракций и толщин по режимам, часть которых указана выше в табл. 1 и ниже в табл. 3. Затем из образцов-моделей изделий 1 вырезали при 293 K (20oC) образцы для испытаний с размерами длины рабочей части, расчетной длиной, толщиной и шириной, а испытывали при нагружении от 200 до 290 МПа.
Температуру контролировали не менее чем двумя термопарами. Для сравнения результатов испытаний проводили определение параметров пластичности 6, напряжения течения, результаты сравнительных испытаний даны ниже.
Сравнительные механические испытания образцов (табл. 2) показали следующие преимущества нового способа по сравнению с известными (табл. 1 и 2), а, именно δв на 170 180 МПа больше, δ0,2 на 190 210 МПа больше, чем у материала, полученного при изготовлении изделия известными способами. Кроме того, при изготовлении полых изделий 1 с профильными наружными и внутренними поверхностями сложной формы по новому способу появляется технологическая возможность обеспечения требуемых свойств и состояния поверхностного и подповерхностного слоя каждого элемента геометрии многослойного материала по сечениям радиуса-вектора и ширине (толщине/высоте) детали в соответствии с необходимой анизотропией прочностных, пластических, теплофизических и др. свойств в конструктивных элементах геометрической формы изделия 1 в зависимости от конкретного теплонапряженного состояния ее подповерхностного и поверхностного слоя в работе ГТД.
Изобретение позволяет повысить точность изготовления примерно в три раза профильных поверхностей размером в пределах 0,02-0,1-1,0 мм существующими средствами, т.к. достигнутая точность перемещения инструмента приходится на большей в π раз длине обрабатываемой поверхности соответствующей развернутой длине окружности витка спирали на каждом из текущих радиусов-векторов профилированного изделия по диаметру. Характерной особенностью изобретения является повышение точности изделия при увеличении его диаметральных размеров (при той же стойкости).
Пример 2. Сплавы (табл. 3) соединяли между собой и проводили испытания на статическое окисление при 1473 K на воздухе, за 100 ч результаты показали отсутствие окисления в местах стыка слоев материалов. Прочность соединений при нормальной и высокой температуре равна прочности основного материала и повышается для менее прочного сплава. При сжатии слоев с минимальным давлением 0,3 0,5 МПа прослойка стыка обеспечивает высокую гомогенность материала в зоне соединения после диффузионного сращивания или сварки (см. пример 1) в течение нескольких минут, а последующая кратковременная термическая обработка приводит к полному выравниванию химического состава и свойств вдоль витка спиралевидного изделия 1.
Пример 3. Сплав ЭИ 961 Ш (13х12НВМФА) материала 2 с подслоем порошка марки ПХ16Н77Ю6У ТУ 14-1-1-3758 дисперсностью 0,04 0,1 мм соединяемые поверхности изделия 1 покрывали аргоноводородной плазмой на установке УПУ-ЗД (для газотермического нанесения покрытий).
Напряжение U= 60-62 В, ток I=430-450 А, температура 673 723 K. При испытаниях при температуре эксплуатации 1173 1248 K в течение 600 ч соединения сплава не снижают долговечности изделия 1.
Пример 4. Надежность изделия 1 закладывается при проектировании, технологически обеспечивается в производстве, подтверждается при доводке ГТД и реализуется в эксплуатации летательного аппарата (ЛА). Работы по обеспечению надежности охватывают все стадии создания изделия. На стадии проектирования используются расчетные программы, которые обеспечивают разработку оптимальной конструкции изделия. Программы включают анализ работоспособности конструкции и влияющих факторов, что позволяет на ранней стадии оценить и нормировать параметры, а также определить параметры надежности, часто ограничиваемые технологическими факторами. Известно, что конструкционная прочность это прочность в реальных условиях эксплуатации с учетом конструктивных, металлургических, технологических и эксплуатационных факторов, составляющих единство и определяющих надежность изделия, например, ГТД и ЛА в целом.
Создание чертежа сложной детали в декартовой системе координат может быть представлено состоящей из следующих этапов:
1 определение главного вида детали;
2 решение вопроса о количестве видов (основных, дополнительных);
3 выбор масштаба, расположения и выполнения изображений на чертеже;
4 нанесение размерной сетки и знаков шероховатости, степени точности;
5 разработка, нанесение текста ТУ и заполнение надписей на чертеже(ах).
По изобретению изделие 1 в виде полого моноротора охлаждаемой турбины представляют в виде спирали из витков тонкой ленты 2 обычно в полярной системе координат, где значения переменной ширины ленты по каждому радиусу-вектору и углу поворота задают графически (и в таблице) или в цифровом виде на программоносителе вычислительной машины ЭВМ в форме спирали из тонкой ленты с заданными текущими значениями ее ширины в зависимости от положения радиуса-вектора спирали из ленты 2. За главный вид принимают вид олопаченного ротора в меридианном сечении газовоздушного тракта (фиг. 1 и 2), причем слева располагают входную, а справа выходную кромку пера. Для автоматизированного выпуска чертежа изделия 1 информацию о нем представляют в виде математической модели (например, спирали Архимеда) формального описания конструкции, позволяющего однозначно воспроизвести форму. Система автоматизированного проектирования конструкций является самостоятельной задачей и в ее решении можно выделить следующие функциональные подсистемы:
информационная подсистема,
подсистема обработки и отображения информации,
подсистема документирования,
общая блок-схема проектирования детали сложной формы изделия 1.
Отличительной особенностью программного модуля ротора в виде спирали является возможность его автономного использования путем задания соответствующего пакета исходных данных, что позволяет использовать систему проектирования для решения прямой задачи: проверки уже известной конструкции лопатки, диска, их элементов на любой стадии от проекта до процесса производства и эксплуатации, в т.ч. доводке, испытаний. В результате проектирования получают геометрию профилей изделия 1 в сечениях, их интегральные характеристики, напряжения, запасы прочности.
Чертежи изделия выполняют автоматически с помощью чертежно-графического автомата, например, модели ЧГА "Итекан-2" с использованием математического описания процесса проектирования профилей сечений лопаток высокоэффективных турбин.
В качестве заготовки используют тонкую ленту 2 или фольгу жаропрочных материалов (табл. 4). Профилирование осуществляют резкой кромок (фиг. 3, 4, 5) на заданную ширину по касательной к средней точке толщины ленты 2 и фольги, направление которой совпадает с направлением касательной к средней точке витка спирали изделия 1 соответствующего радиуса-вектора, представленного аналитически или графически программой САПР-Д УАИ в полярной системе координат, преобразованной в декартовую систему при необходимости выпуска рабочих чертежей.
Резку производят абразивной кромкой бесконечной шлифовальной ленты на специальном известном ленточно-шлифовальном станке и промышленном образце.
Затем тонкую ленту 2 и фольгу подвергают упрочняющей обработке и на ее поверхность наносят покрытия в виде пленок или порошков типа сплава ЖС 6 УВИ на подслой ПХ 16 Н 77 Ю 6 У по ТУ 14 1 3758 или припой ВПр 24 ТР 1.2.036 - 77 в вакууме 10-4 мм рт.ст. Например, покрытия наносят плазменным методом в аргоно-водородной среде на установке для газотермического нанесения покрытий модели УПУ-ЗД при U 60 В, I 430 450 А, T 673 723 K (400 - 450oC).
Сборку изделия 1 (фиг.1,2) осуществляют намоткой (фиг.3,4,5) ленты 2 или фольги с регулированием натяжения и давления из рулона 3 в рулон 4,5 (фиг. 6, 7) при температуре на 200 450 K (oC) ниже температуры кристаллизации ее материала, например, сваркой при температуре на 200 450 K (oC) ниже меньшей из температур рекристаллизации соединяемых материалов (см. табл. 4).
Режимы сварки тугоплавких металлов и сплавов на их основе между собой и с другими металлами изменяются в широких пределах в зависимости от конкретной конфигурации стыка и соединяемой пары. Поэтому в табл. 4 приведены ориентировочные значения параметров режима сварки.
При сварке ниобия с никелевыми сплавами образуются трещины, поэтому производят сварку через палладий (в табл. не приводится). Трудности получения сварных соединений тугоплавких металлов со сталями и сплавами обусловлены хрупкостью тугоплавких металлов после нагрева выше температуры рекристаллизации и их высокой химической активностью при нагреве до температур выше 573 K.
Для повышения прочности сварных соединений тугоплавких металлов: вольфрама с медью, вольфрама с молибденом и др. сварку выполняют через промежуточную прокладку, используя в качестве материалов прокладок: никель, тантал, молибден в виде фольг толщиной 10 14, 25 50 мкм, наносимых гальваническим способом или т.п. например, газоплазменным напылением. Весьма прогрессивным является сварка тугоплавких металлов с применением промежуточных прокладок, обеспечивающих взаимную диффузию компонентов соединяемых металлов, и на устройствах для непрерывной сварки изделий, которые обеспечивают непрерывность процесса диффузионной сварки многослойных тонких лент 2 и фольг большой длины из различных металлов и сплавов. В устройстве для непрерывной сварки свариваемые ленты 2 намотаны на барабаны кассет, оборудованы специальными механизмами для натяжения лент (фиг. 4). При включении барабана намотки ленты 2 начинают двигаться, нагреваясь от источников тепловой энергии, показаны стрелками на фиг. 4. Натяжение ленты 2 обеспечивается отношением длины дуги обхвата ко времени процесса диффузии соединяемых материалов, скорости вращения барабанов и параметрами технологической ленты, имеющей большой запас прочности для создания необходимого условия сжатия стыка лент 2.
Для нагрева изделий 1 при диффузионной сварке лент 2 при вполне определенных температурах и давлениях используют ламповые генераторы ТВЧ, работающие в диапазоне частот 60 500 кГц, достаточном для сравнительно небольших по размерам сечений полого изделия 1, например, в виде ротора. Для сокращения времени нагрева крупных изделий 1 размером свыше 0,3 м более целесообразно применять машинные генераторы с частотой тока 500 10000 Гц. Установка диффузионной сварки должна иметь эффективное охлаждение водой опор, вакуумных камер, промежуточных штоков и для интенсификации процессов теплопередачи продувки сварочных камер инертными газами. Наиболее перспективным для диффузионной сварки являются индукционный или радиационный способы нагрева.
Изобретение позволяет реализовать принцип единства конструкции изделия 1 и технологии его изготовления, является концептуальным решением для автоматизированного проектирования и автоматизированного производства полых изделий с профильными наружными и внутренними поверхностями из рулонированных тонких лент 2 или фольг требуемой переменной ширины и др. конфигурации сечения, в т.ч. с покрытиями др. сплавами.
Изобретение обеспечит технологическую возможность автоматизированного производства полых профильных изделий, преимущественно, лопаток и дисков турбомашин в виде пустотелых полых монороторов охлаждаемых высокотемпературных турбин ГТД перспективных ЛА. Изобретение позволит повысить качество, точность профильных поверхностей функционального назначения, т.е. улучшить эксплуатационные свойства изделий, например, газовоздушного тракта турбокомпрессора ГТД ЛА.
Изобретение снизит трудоемкость изготовления и обеспечит переход к безлюдной или малолюдной технологии, малоотходной технологии в условиях, близких к ГАП.
Изобретение позволяет исключить технологические ограничения к элементам конструкции проектируемого изделия полой сложной формы.
Повышение эффективности новой машины в сравнении с прототипом можно характеризовать относительным параметром P, учитывающим роль технического совершенства конструкции (CP, g), Надежность (H) и ресурс (P), технологичность (Cм, M, B), эксплуатационные качества машины (3):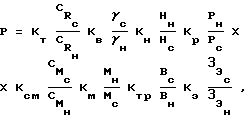
где индексы "c" и "k" относятся к старому (прототипу) и новому изделиям соответственно; K коэффициент влияния входящих величин, Cp удельный расход топлива; γ удельный вес; H показатель надежности; P ресурс; Cм стоимость материала; M коэффициент использования материала (КИМ); B трудоемкость; 3 эксплуатационные затраты.
В приведенную формулу эффективности новшества не входит параметр времени, хотя он является определяющим для ускорения научно-технического прогресса. Главными составляющими эффективности считается ресурс Р и надежность (Н).
В настоящее время технологический ресурс ГТД доводится до ресурса ЛА, равного для самолета нескольким десяткам тысяч ч. В связи с широким использованием ГТД в качестве приводных агрегатов газоперекачивающих станций и в др. энергоустановках народного хозяйства особую актуальность приобрела проблема обеспечения ресурса авиационного ГТД.
Возникающую в результате автоматизации проектирования изделия 1 в виде полого олопаченного диска моноротора турбомашины экономию денежных средств в сфере инженерно-конструкторской проработки проектов Э1 и технологической подготовки производства Э2 рассматривают применительно к новому ГТД, а дополнительную прибыль ГВФ от новых ЛА с новыми ГТД Э3 исчисляют из расчета одного года их эксплуатации. Общий экономический эффект представляют алгебраической суммой:
Э Э1 + Э2 + Э3 ЕнК,
где К объем капитальных затрат, Ен нормативный коэффициент К.
При отлаженной САПР Д оптимальных конструкций ГТД и тесной связи ее ТПП фактический Э окажется значительно выше выполненных оценок; заметнее проявится САПР Д в сфере производства изобретения в ГАП и, главное в сфере эксплуатации ГТД ЛА в ГВФ (снижение массы, повышение КПД).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ И КОМПОЗИЦИОННЫХ ЗАГОТОВОК ИЗ ЛИСТОВЫХ МАТЕРИАЛОВ | 2015 |
|
RU2625372C2 |
| Способ изготовления упрочняющей накладки передней кромки лопатки вентилятора | 2019 |
|
RU2711697C1 |
| Пустотелая широкохордовая лопатка вентилятора. Способ её изготовления. | 2016 |
|
RU2622682C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКОЙ УПЛОТНИТЕЛЬНОЙ ПРОКЛАДКИ, ПРОКЛАДКА, ПОЛУЧЕННАЯ ЭТИМ СПОСОБОМ | 2008 |
|
RU2389926C1 |
| Способ изготовления никель-молибденовой биметаллической ленты | 1990 |
|
SU1784424A1 |
| Способ изготовления профильных изделий с продольными внутренними каналами | 1987 |
|
SU1567341A1 |
| ПРОЦЕСС ИЗГОТОВЛЕНИЯ НАМАТЫВАЕМОЙ ВСТАВКИ ИЗ НИТЕЙ С ПОКРЫТИЕМ | 2006 |
|
RU2415002C2 |
| Керамический композиционный материал с многослойной структурой | 2022 |
|
RU2781514C1 |
| Длинная пустотелая широкохордная лопатка вентилятора и способ ее изготовления | 2016 |
|
RU2626523C1 |
| Способ получения цилиндрических армированных элементов для изготовления деталей моноколеса газотурбинного двигателя | 2020 |
|
RU2761530C1 |


Использование: относится к области точного машиностроения, в частности к методам изготовления лопаток и дисков турбомашин. Сущность: осуществляют расчет графически или в цифровом виде на программоносителе вычислительной машины из тонкой ленты с заданными текущими значениями ее ширины в зависимости от положения радиуса-вектора этой спирали. В качестве заготовки используют тонкую ленту. Профилируют заготовку путем резки кромок тонкой ленты на заданную ширину по касательной к средней точке толщины тонкой ленты. Направление касательной совпадает с направлением касательной к средней точке витка спирали изделия соответствующего радиуса-вектора. Затем тонкую ленту подвергают упрочняющей обработке и на ее поверхность наносят покрытия в виде пленок или порошков. Сборку изделия осуществляют намоткой ленты с регулируемым натяжением и давлением в рулон при температуре на 200-450 K ниже температуры кристаллизации ее материала. 7 ил., 4 табл.
1 Способ изготовления полых изделий с профильными наружными и внутренними поверхностями, преимущественно лопаток и дисков турбомашин, включающий профилирование заготовок, взаимное ориентирование, сборку и соединение их между собой, отличающийся тем, что, с целью расширения технологических возможностей путем обеспечения возможности получения изделий сложной формы, снижения трудоемкости изготовления изделий и повышения их качества путем увеличения их прочности и точности, перед профилированием заготовок изделие рассчитывают графически или в цифровом виде на программоносителе вычислительной машины в виде спирали из тонкой ленты с заданными текущими значениями ее ширины в зависимости от положения радиуса-вектора этой спирали, в качестве заготовки используют тонкую ленту, профилирование осуществляют резкой кромок тонкой ленты на заданную ширину по касательной к средней точке толщины тонкой ленты, направление которой совпадает с направлением касательной к средней точке витка спирали изделия соответствующего радиуса-вектора, затем тонкую ленту подвергают упрочняющей обработке и на ее поверхность наносят покрытия в виде пленок или порошков, а сборку изделия осуществляют намоткой ленты с регулируемым натяжением и давлением в рулон при температуре на 200 450 К ниже температуры кристаллизации ее материала.
| Vershure R.W | |||
| Engine demonstration testing of a cooled laminated axial turbine | |||
| - AIAA Paper, 1979, N 1229. |
