Предлагаемое изобретение относится к металлургии, в частности к способам получения мембраны, предназначенной для использования в химическом машиностроении при газоразделении и получении водорода.
Целью нового способа получения металлической мембраны, используемой для газоразделения, является улучшение ее механических и эксплуатационных свойств.
Указанная цель достигается тем, что изготовление мембраны производят в три стадии, из которых на первой производят электрохимическое осаждение металла на катоде совместно с разрядом ионов водорода до фиксированной толщины наводороженной фольги: 100-120 мкм, на второй полученную фольгу подвергают отжигу в вакууме при температуре 650-700оС, до остаточного содержания водорода менее 0,1 см3/100 г металла, а на третьей подвергают пластической обработке на валках до толщины 30-60 мкм.
Сопоставительный анализ с прототипом показывает, что заявляемый способ отличается тем, что вводятся дополнительно две операции: отжиг и пластическая деформация.
При отжиге и пластической деформации происходит резкое уменьшение остаточной концентрации растворенного водорода в металле, исчезает явление водородного наклепа, что способствует улучшению механических и эксплуатационных свойств мембраны.
Традиционно мембрану получали путем или электролиза, или пластической обработки, включающей шихтовку, плавку, розлив, ковку, прокатку на листопрокатном стане. Однако эти способы трудоемки и не позволяют получить фольгу толщиной < 100 мкм. Предлагаемый способ позволяет получать мембрану с необходимыми свойствами в 3 стадии.
Толщиной 100-120 мкм путем электрохимического осаждения из электролита и последующего отжига в вакууме (при температуре 650-700оС).
Толщиной 30-60 мкм путем пластической обработки на валках. Таким образом, данный способ позволяет получить в итоге мембрану толщиной 30-60 мкм, которую эффективно можно использовать в качестве мембран для процесса газоразделения. Именно сочетание трех указанных стадий позволяет обеспечить новые свойства.
Отказ от трудоемких технологических операций позволяет снизить трудоемкость изготовления фольги, снизить энергозатраты.
Мембраны можно изготовить различных типов, отличающихся значительными преимуществами перед принятыми в существующей практике, а именно: повышенной производительностью (примерно в 2 раза) мембран и уменьшением расхода драгметаллов (в 2-2,5 раза), используемых при изготовлении мембран (палладия, пластины, рутения, серебра) и других металлов.
Полученные по новому способу мембраны могут быть использованы для эффективного газоразделения, в частности для получения особо чистого водорода (с содержанием водорода, 99,9999 объемных и выше). При этом процесс диффузионного газовыделения на новых мембранах значительно интенсифицируется, так как в процессе катодного выделения определенная часть водорода растворяется в металле. Поскольку водородопроницаемость через мембраны лимитируется, как известно (Гольцов В.А. и др. "Водородопроницаемость и водородная стойкость сплавов палладия" Физико-химическая механика материалов, 9, N 5, 1973, с. 50-54), стадиями растворения и собственно диффузией водорода в металле, то наличие водорода в составе кристаллической решетки металлических мембран способствует улучшению водородопроницаемости.
Предлагаемый способ получения фольги реализуется следующим образом.
П р и м е р 1. Получение кобальтовой фольги. Для изготовления металлической ленты проводилось электрохимическое осаждение кобальта на вращающемся катоде-барабане, выполненном из титана. Состав электролита (г/л): кобальт сернокислый 500, натрий хлористый 15, борная кислота 45. Диапазон катодной плотности тока, при которой получаются плотные металлические осадки, без дефектов 10-15 тыс. А/с2. Температура электролита 75-80оС, скорость вращения барабана 0,8-1,0 об/мин.
Толщина полученной ленты после электролиза 100-120 мкм, после отжига при Т 650оС в вакууме и пластической обработки ленты путем холодной прокатки в валках толщина фольги составляла 60 мкм.
П р и м е р 2. Получение палладиевой фольги.
Для изготовления металлической фольги использовалось электрохимическое осаждение палладия на вращающемся титановом катоде. Для получения плотных металлических осадков без дефектов необходимо соблюдать следующий режим электролиза: состав электролита в г/л тетрааминхлорид палладия (на металл) 35-45; аммоний хлористый 5-15, малеиновый ангидрид 0,1-0,15, гидрат окиси аммония (свободный) 5-10, рН 8,5-9,5. Температура электролита 75-80оС. Скорость вращения барабана 0,7-1 об/мин. Толщина полученной ленты после электролиза 90-120 мкм, после отжига при Т 700оС в вакууме ее пластической обработки 30 мкм.
П р и м е р 3. Получение фольги из сплавов кобальт-палладий.
Плотные осадки дефектов получаются при следующем режиме электролиза: состав электролита (г/л): кобальт хлористый 120; палладий хлористый 120; аммоний хлористый 100; мононатрий фосфат 9.
Температура электролита 75-80оС. Скорость вращения барабана 0,7-0,9 об/мин.
Толщина полученной ленты после электролиза 100-120 мкм, после отжига при Т 675оС в вакууме и пластической обработки 30 мкм. В конечном итоге, новый способ изготовления мембранных материалов обеспечивает возможность значительно снизить себестоимость мембран и одновременно повысить их производительность.
Использование предлагаемого способа получения фольги по сравнению с существующим обеспечивает следующие преимущества:
1) уменьшение толщины фольги дло 30-60 мкм позволяет использовать ее в качестве мембраны для процессов газоразделения, обладающей большей производительностью;
2) вследствие исключения целого ряда трудоемких операций снижаются затраты при производстве фольги;
3) уменьшается расход драгметаллов при изготовлении фольги;
4) улучшаются механические и эксплуатационные свойства мембраны (пределы прочности и текучести, относительное удлинение, водородопроницаемость).
В подтверждение преимуществ предложенного способа по сравнению с прототипом приведем следующее данные:
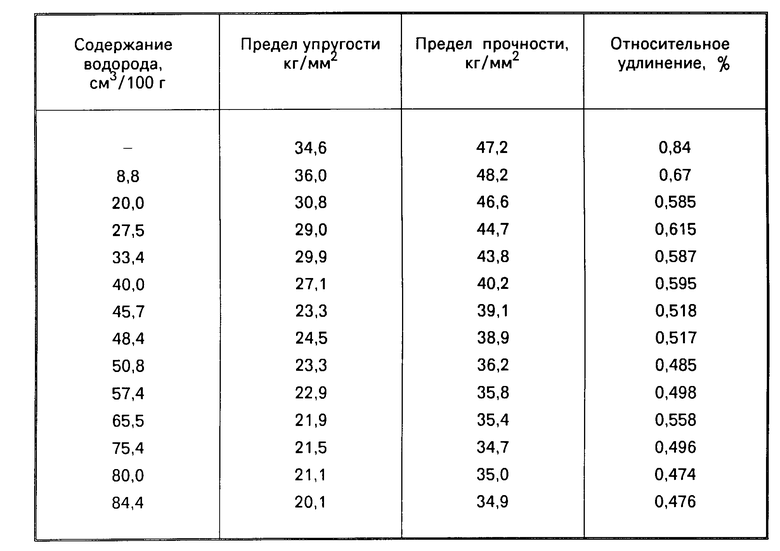
Водородная хрупкость палладия, к примеру, хорошо известна.
Изменение механических свойств палладия характеризуется следующими цифрами Н. А. Галактионова. Водород в металлах. М, Металлургия, 1967, с. 261; см. табл.
Аналогичная ситуация снижения прочностных свойств, связанная с растворением и окклюзией водорода, наблюдается и для других металлов и сплавов. В присутствии водорода в растворенном состоянии в металле могут образовываться гидриды (происходит переход из α-фазы в β -фазу), при этом объем изделий может увеличиваться до 5% Как следствие могут образовываться микротрещины, приводящие к разрушению целостности мембран.
Чтобы избежать указанных явлений, в новом способе предлагается стадийное изготовление, заключающееся в комбинировании гальванического способа получения металлической фольги с отжигом фольги при нагреве в вакууме и последующей пластической обработкой фольги путем прокалки в валках и доведения ее до необходимых толщин. При этом остаточная концентрация растворенного водорода в металле резко уменьшается, явление водородного наклепа исчезает, а механические и эксплуатационные свойства мембраны, изготовленной из такой фольги, значительно улучшаются. Так, к примеру, тот же палладий при такой дополнительной обработке фольги (отжиг при 700оС в вакуумной камере и пластической обработке в валках) имеет при 20оС следующие показатели: значения предела прочности увеличиваются в 1,14 раза, предела текучести в 1,38 раза, относительное удлинение увеличилось на 30%
Кроме того, водопроницаемость фольги, полученной по предложенному способу, оказывается выше в 1,5 раза по сравнению с фольгой, изготовленной известным способом.
Это объясняется тем, что сочетание указанных операций в процессе изготовления фольги, ее дополнительная обработка приводят к упорядочению структуры сплава, резкому уменьшению структуры сплава, резкому уменьшению остаточной концентрации растворенного водорода в металле (по нашим данным менее 0,1 см3/100 г), а это означает, что исключается возможность образования гидридной β-фазы, обладающей низкими прочностными и диффузионными свойствами.
В конечном итоге, наряду с повышением механических свойств, улучшается селективность мембраны по водороду и производительность мембранных элементов (примерно в 1,5 раза).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ ТОНКОЙ ФОЛЬГИ ТВЕРДОГО РАСТВОРА Pd-Cu С КРИСТАЛЛИЧЕСКОЙ РЕШЕТКОЙ ТИПА CsCi | 2013 |
|
RU2535843C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОДОРОДНОГО ЭЛЕКТРОДА ДЛЯ КИСЛОРОДНО-ВОДОРОДНЫХ ТОПЛИВНЫХ ЭЛЕМЕНТОВ | 2016 |
|
RU2624012C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОГО ВОДОРОДНОГО ЭЛЕКТРОДА ДЛЯ КИСЛОРОДНО-ВОДОРОДНЫХ ТОПЛИВНЫХ ЭЛЕМЕНТОВ | 2017 |
|
RU2674748C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОГО ВОДОРОДНОГО ЭЛЕКТРОДА ДЛЯ КИСЛОРОДНО-ВОДОРОДНЫХ ТОПЛИВНЫХ ЭЛЕМЕНТОВ, МОДИФИЦИРОВАННОГО НАНОСТРУКТУРИРОВАННЫМ ПАЛЛАДИЕМ | 2019 |
|
RU2724609C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОГО ВОДОРОДНОГО ЭЛЕКТРОДА ДЛЯ КИСЛОРОДНО-ВОДОРОДНЫХ ТОПЛИВНЫХ ЭЛЕМЕНТОВ | 2018 |
|
RU2694431C1 |
| ЭЛЕКТРОД ДЛЯ ЭЛЕКТРОЛИЗА, СЛОИСТОЕ ИЗДЕЛИЕ, ОБМОТКА, ЭЛЕКТРОЛИЗЕР, СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОЛИЗЕРА, СПОСОБ ОБНОВЛЕНИЯ ЭЛЕКТРОДА, СПОСОБ ОБНОВЛЕНИЯ СЛОИСТОГО ИЗДЕЛИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ ОБМОТКИ | 2018 |
|
RU2744881C2 |
| ЭЛЕКТРОД ДЛЯ ЭЛЕКТРОЛИЗА, СЛОИСТОЕ ИЗДЕЛИЕ, ОБМОТКА, ЭЛЕКТРОЛИЗЕР, СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОЛИЗЕРА, СПОСОБ ОБНОВЛЕНИЯ ЭЛЕКТРОДА, СПОСОБ ОБНОВЛЕНИЯ СЛОИСТОГО ИЗДЕЛИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ ОБМОТКИ | 2018 |
|
RU2738206C1 |
| СПОСОБ СОЗДАНИЯ КОМПОЗИЦИОННОЙ МЕМБРАНЫ ДЛЯ ОЧИСТКИ ВОДОРОДА | 2013 |
|
RU2538577C2 |
| ЭЛЕКТРОЛИТ ДЛЯ ПРОИЗВОДСТВА МЕДНОЙ ЛЕНТЫ ЭЛЕКТРОЛИЗОМ | 1995 |
|
RU2113546C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЭЛЕКТРООСАЖДЕННЫХ МЕТАЛЛОВ С ПОВЫШЕННЫМИ ПРОЧНОСТНЫМИ И ПЛАСТИЧЕСКИМИ СВОЙСТВАМИ | 2000 |
|
RU2183697C1 |
Использование: металлургия, получение фольги для газоразделения и получение водорода. Сущность изобретения. Электроосажденную на вращающемся барабанном катоде фольгу толщиной 100 - 120 мкм отжигают в вакууме при температуре 650 - 700oС и подвергают пластической обработке на валках до толщины 30 - 60 мкм.
СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ФОЛЬГИ преимущественно для получения мембран, включающий электроосаждение металла на барабанном вращающемся катоде, отличающийся тем, что, с целью улучшения механических и эксплуатационных свойств, после электроосаждения фольгу отжигают в вакууме при температуре 650 - 700oС и подвергают пластической обработке на валках до толщины 30-60 мкм, а электроосаждение ведут до толщины фольги 100-120 мкм.
| Способ изготовления алюминиевой конденсаторной фольги | 1978 |
|
SU697236A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Г.П | |||
| Шульгин и др | |||
| Изготовление плоских, объемных и длинномерных деталей методом гальванопластики | |||
| М., ЦНИИЭЛектролита, обзоры по электронной технике, серия 7, вып.12(562), 1978, с.3, 10-13. | |||
